钢铁行业深度分析:炉外出铁与炉内操作的联动效应及优化路径
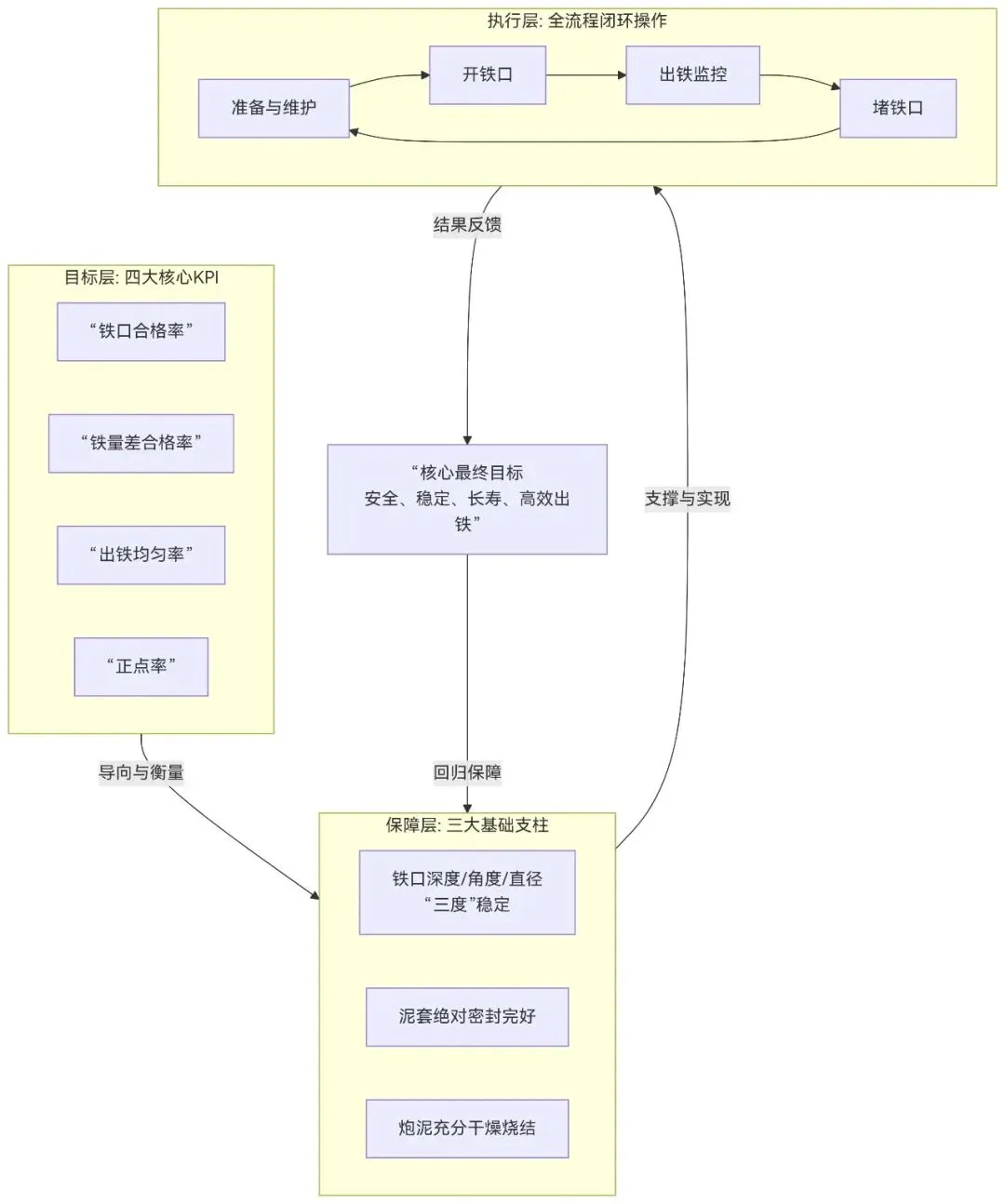
前面文章已反复分析炉内操作、炉温波动等对炉前出铁的影响。那反过来炉外出铁对炉内操作有何影响呢?有分别是如何影响的呢?为避免类似问题出现,又应该如何开好铁口呢?先一起看一个完整的开铁口视频,比较有代表性,其中包含了换钎子,开口过程中见潮泥,烤铁口,开口出铁的完整流程:闲话少叙,让我们言归正传。如若深入探究如何开好铁口,我们可将其视为一个以炉缸安全长寿为核心,以实现安全、稳定、长寿、高效出铁为目标的系统工程。这个系统的好与坏、优与劣,则最终由四大关键绩效指标(KPI)来衡量。KPI指标 | 定义与计算公式 | 核心意义与管理目标 |
铁口合格率 | 在规定出铁周期内,铁口深度、角度、直径三大参数全部符合工艺标准的出铁次数占总出铁次数的百分比。公式:铁口合格率 = (参数全达标的出铁次数 / 总出铁次数) × 100% | 炉前对铁口维护程度,是安全生产和出铁稳定的根本保证 |
铁量差合格率 | 在规定出铁周期内,单次(或单日)实际出铁量与理论计算铁量的偏差值处于允许误差范围内的出铁次数占比。 公式:铁量差合格率 = (铁量差在允许范围内的次数 / 总出铁次数) × 100% | |
出铁均匀率 | 相邻铁次之间实际出铁量的波动程度 公式:出铁均匀率 = 1 - (标准差 / 平均出铁量) | 反映开口节奏是否平稳。高均匀率意味着炉内铁水生成与炉外排放高度协调,是炉况顺行、煤气流通畅的标志。反之则预示炉况波动或铁口操作不稳。 |
正点率 | 实际出铁开始时间与计划出铁时间相比,在允许时间误差内打开铁口的铁次占比。正点率 = (按时打开铁口的铁次 / 总计划铁次) × 100% | 衡量整个出铁系统的协同与准备效率,直接影响高炉的操作,高正点率是高效、精细化管理的体现。 |
接下来让我们从准备开铁口到该炉次堵口的出铁全流程来简单推敲一下。先简单制作的逻辑导图来梳理一下:我们结合咱们制作的逻辑导图,对炉前出铁过程中各个环节的操作要点、依据、未做好可能发生的事故危害及其对炉内操作的影响,来进行简单的阐述。1、在出铁环节中走/兑罐虽很多时候大家都不太关注,但一旦出现问题,其将极大的延长铁间隔。规定时间内无法打开铁口,影响“正点率”,严重时甚至会造成炉内憋压,进而大幅减风氧、降低冶炼强度。及时挡坝,一是为了保证各工序准备好后及时打开铁口,保证正点率,二是保证在铁口过浅,撤炮带开时,不会造成铁水落地的恶性事故;挡好坝,则是保证在出铁过程中出现窜坝的事故发生。一旦窜坝,小则影响铸铁质量,造成表面事故,进而影响销售。大则渣铁持续未出净,造成炉内憋压、悬料,甚至造成铁水落地(铸铁罐不充足),破坏火车、轨道、烫伤人的恶性事故发生。使用耐火浇注料,以泥炮炮嘴为模具,分层捣打夯实,确保与炮头100%吻合,确保上炮不跑泥,并每天检查、观察,一旦发现问题修补。一旦堵口时铁口泥套破损,炮头与泥套无法吻合、堵严,造成泥炮压力泄漏,将导致“跑泥喷火”安全事故;炮泥无法压入足够深度,进一步造成铁口深度进一步变浅。倘若进一步恶化易“跑大流”,出现堵不住铁口的情况。铁口持续变浅、“跑大流”迫使炉内降低冶炼强度(减风) 以保安全,打乱正常生产节奏,影响产量和焦比。场景:炉温持续向凉,白班班组倒数第二炉次出铁时间偏短,再出一炉铁,将落点严重,为追求班组产量,就组织处了个二次。个人浅见,在铁口完好且炉缸热量充沛的情况下,保产出个二次也不是说不行。但是当前炉缸不活、亏热,炉缸本就亏铁,此时出二次将对后续铁口造成严重负担。因如果热量持续不起,下个班组将采取延长铁间隔保热的措施,又或者因前面持续的提炉温操作,炉温骤起,炉缸开始活跃,铁量变大,此时将对铁口造成严重负担,进一步将剌口,造成上炮跑泥,铁口持续无法恢复。下一步便将影响炉内操作。这是生产中一个非常典型的案例,在下行未止住的情况下切勿贪产。此阶段的目标是需要开一个强度合适、深度适当的完好铁口。开口机操作时应严格对中。采用“先钻后冲、见红慢透”原则。即先用钻头钻,再换用钎子或低速冲击模式缓慢捅开,避免暴力破坏孔道。倘若开口不正导致铁流冲刷沟沿;暴力开口导致断口,易引发“跑大流”或铁流过小,如有潮泥,甚至会出现“放火箭”的状况,铁口孔道完全破坏,甚至出现人员烫伤。开口过程中遇到潮泥,开口机应立刻停转,保持静止,观察铁口潮泥情况。在开口机撤出后,及时用高压空气“烘烤”铁口,确保炮泥干燥和初步结焦,保证铁口强度与深度。否则就像上述潮铁口出铁引发爆炸(“放炮”),炸坏铁口孔道和泥包,威胁人身设备安全;断、漏铁口,影响出铁、下渣时间,排不净渣铁;铁口孔道破坏,易跑大流,堵口后跑泥,恶性循环。铁口孔道破坏后出铁不稳定,炉内渣铁液面波动剧烈,极易诱发崩料、悬料等恶性炉况,为恢复顺行需长时间慢风操作。而铁流过急(跑大流)需炉内紧急减风降压,破坏煤气流分布;铁流过小则渣铁出不净,导致炉缸堆积,为处理此问题,后续需采取发展边缘气流、洗炉等操作,消耗额外燃料并影响炉型。三、 出铁过程中:保持出铁均匀,出净渣铁,见风堵口此阶段的目标是确保渣铁均匀、顺利排出,最后出净渣铁,见风堵口,直接影响出铁均匀率和铁量差。铁口工要监控铁流速度,通过铁口深度,确保在计划时间内出净渣铁。看罐工铁前、铁中、铁后准确记录铁水量,核算当次出铁量。倘若出铁不均(忽大忽小)将造成渣铁出不净,导致炉缸渣铁液面过高,炉内憋压,炉温失衡上行。此时出现铁量差,必然是炉外操作出了问题,分析到根源,及时解决,避免进一步影响。而炉缸渣铁液面过高会显著增加炉内煤气通过的阻力(压差升高) ,严重限制风量,迫使高炉慢风作业,影响产量和指标。长期出不净还会导致炉缸不活跃,中心堆积。四、 上炮堵口:炮头与泥套吻合,严丝合缝,铁口充实,形成泥包此阶段是本次出铁的收尾和下次出铁的准备,决定铁口的深度与强度。见喷(渣)后及时堵口。泥炮必须对准完好泥套,以设定高压将足量炮泥打入,并在铁口内形成“蘑菇状”泥包,维持足够深度与强度。倘若堵口不及时,易导致过吹,浪费能源、甚至烧损设备;而打入泥量不足将导致铁口深度变浅。铁口深度不足是最大的安全隐患,为保护炉缸,必要时需长期限制冶强、堵风口,导致高炉无法发挥效能,经济技术指标全面恶化。开好铁口绝非孤立的炉前作业,而是与高炉内部冶炼过程紧密咬合、动态联动的关键节点。其内在科学逻辑在于:- 安全逻辑:通过 “三度”稳定和泥套完好,构建防止铁水侵蚀炉缸的物理屏障,是实现高炉长寿的生命线。
- 顺行逻辑:通过均匀、正点、出净的渣铁排放,维持炉缸内稳定的渣铁液面,为炉内煤气流稳定分布和顺行创造基础条件。铁口失常是破坏顺行的常见起因。
- 经济逻辑:通过稳定铁口工作,保障高炉在全风、高压、高冶强的高效区间运行,这是获得良好技术经济指标的操作保障。
- 数据逻辑:铁量差合格率和出铁均匀率是铁口工作质量和炉缸工作状态最直接的“仪表盘”。异常数据是预警,提示必须检查铁口操作或调整炉内制度。
因此,一个优秀的炉前铁口管理体系,是连接高炉“黑箱”内部反应与外部生产组织的中枢桥梁。其水平直接决定了高炉能否安全、稳定、高效地释放其全部产能。简单阐述,不尽全面。抛砖引玉,留言区期待您的高见。