


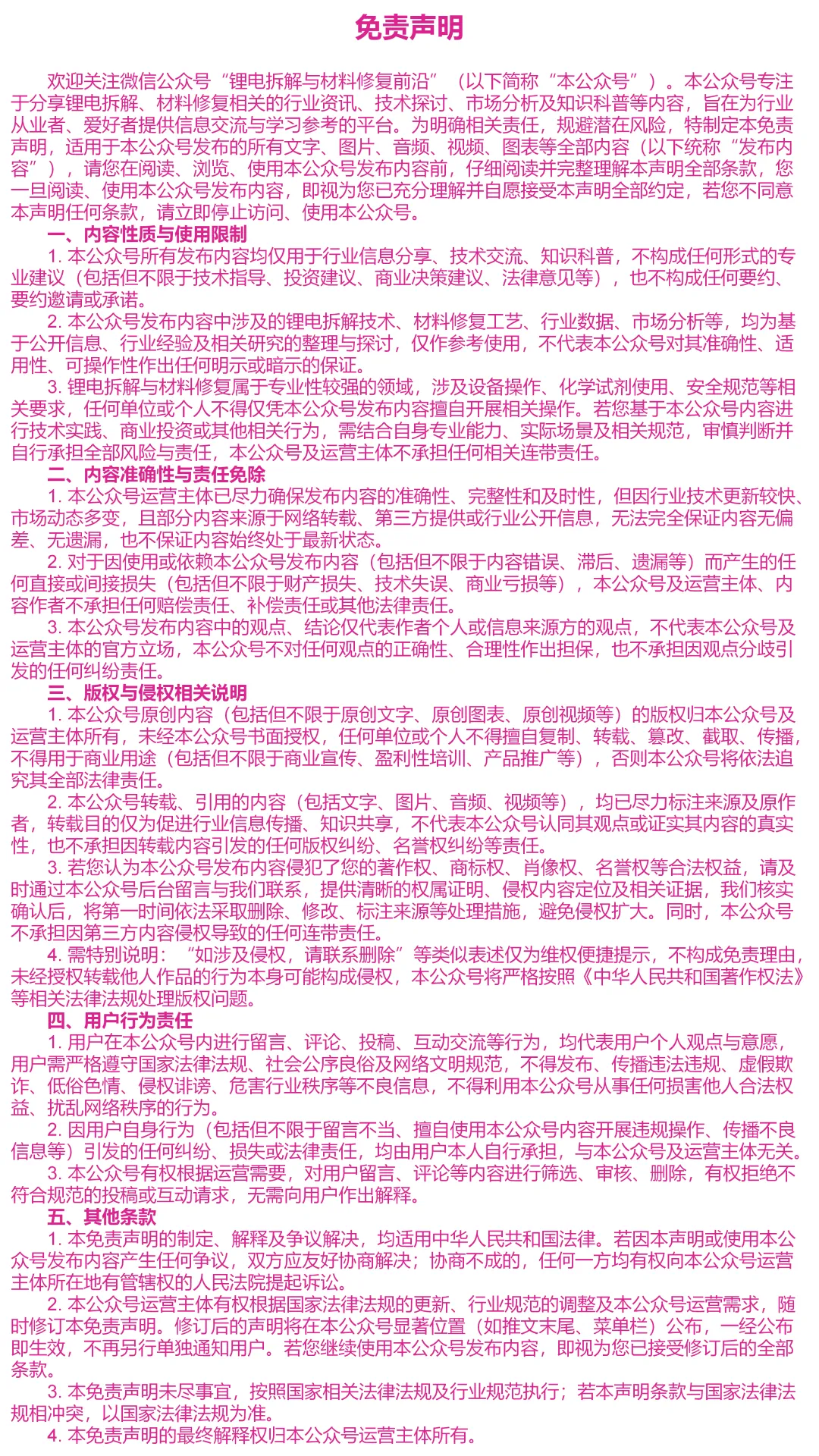
6.2.3分类型模组拆解差异对照表
模组类型 | 核心拆解难点 | 专用工具/设备 | 单台拆解时间(人工/全自动) | 无损回收率 | 关键注意事项 |
方形模组 | 螺栓数量多、胶粘固定牢固 | 扭矩扳手、加热设备、柔性撬棒 | 30-60分钟/5-8分钟 | 85%-95% | 避免扭矩过大损坏螺栓,加热时控制温度,防止电芯过热 |
圆柱模组 | 电芯排列密集、支架固定紧密 | 3D视觉设备、机械臂、真空吸盘 | 20-40分钟/3-5分钟 | 80%-90% | 避免电芯碰撞、挤压,防止极耳短路 |
软包模组 | 机械强度差、易破损漏液 | 塑料撬棒、真空吸盘、防腐蚀容器 | 25-45分钟/4-6分钟 | 75%-85% | 力度轻柔,避免划伤铝塑膜,漏液需及时收集处理 |
插接式模组 | 接口锁定机构解锁、接口保护 | 接口解锁工具、机械臂、绝缘手套 | 10-20分钟/1-2分钟 | 90%-98% | 避免暴力拔插,拆解后保护接口,防止污染 |
CTP/CTC模组 | 无模组外壳、电芯集成紧密 | 激光切割设备、3D视觉设备、机械臂 | 40-70分钟/3-5分钟 | 80%-90% | 精准定位切割,避免损伤电芯和车身结构 |
6.3拆解关键技术与操作要点
结合行业前沿技术与实操痛点,重点阐述连接部位拆解、高压安全操作、无损拆解、异常情况处理四大核心技术,补充技术参数、操作技巧及行业应用案例,提升本章的技术深度,适配深度研究报告的要求。
6.3.1连接部位拆解技术
6.3.1.1螺栓连接拆解技术
核心是“精准控扭、对称操作”,针对不同规格的螺栓,设置对应的扭矩参数(M4螺栓扭矩5-8N·m,M6螺栓扭矩10-15N·m),避免扭矩过大损坏螺栓或模组外壳,过小导致螺栓无法拆除;采用扭矩扳手校准仪,确保扭矩精度±0.5N·m;对于生锈螺栓,可喷洒除锈剂(避免接触电解液),等待5-10分钟后再拆解。
6.3.1.2卡扣连接拆解技术
采用“精准撬动、均匀受力”的原则,根据卡扣类型(塑料卡扣、金属卡扣),选择适配的卡扣起子;塑料卡扣力度控制在5-10N,金属卡扣力度控制在10-15N,避免卡扣断裂;对于隐藏式卡扣,可通过3D视觉设备定位,精准撬动,减少组件损伤。
6.3.1.3胶粘连接拆解技术
核心是“软化胶层、无损剥离”,采用加热设备(温度80-100℃,加热时间3-5分钟),均匀加热胶粘部位,软化胶层后,用柔性撬棒轻轻剥离,避免暴力拆解;对于高强度胶粘,可采用专用脱胶剂(环保型,不腐蚀组件),涂抹后等待10-15分钟,再进行剥离;技术优势:可提升无损回收率10%-15%,减少组件损坏。
6.3.1.4焊接连接拆解技术
采用冷激光切割技术,波长1064nm,切割速度10-15mm/s,切割深度≤1mm,精准切割焊接部位,避免损伤周边组件;切割过程中,用负压吸附装置收集碎屑,防止杂质掉入模组内部;相较于传统火焰切割,冷激光切割可提升拆解精度30%,减少组件损伤,适用于高端模组、CTP/CTC模组拆解。
6.3.1.5插接连接拆解技术
核心是“解锁锁定、平稳拔插”,先解锁双重锁定机构(卡扣+螺纹),再用机械臂或人工平稳拔出模组,力度控制在15-20N,避免暴力拉扯导致接口损坏;拆解后,用无尘擦拭布清洁接口,检查接触端子是否完好,标记异常接口;适配插接式模组的自动化拆解设备,可实现接口自动解锁、拔插,拆解效率提升60%以上。
6.3.2高压安全操作技术
6.3.2.1高压断电与放电标准化流程
①断开总电源开关,等待5-10分钟,确保电容完全放电;②拆除高压线束接口,用绝缘胶带包裹接口端子,防止短路;③用万用表检测总电压,确认≤3.0V(高压模组≤5.0V);④用绝缘检测仪检测绝缘电阻,确认≥100MΩ;⑤悬挂“高压已断电”警示标识,方可开展后续拆解操作;违规操作后果:未断电拆解可能导致短路、起火,甚至危及操作人员生命安全。
6.3.2.2高压部件防护技术
拆解过程中,禁止金属工具触碰高压端子、电芯极耳;操作人员需佩戴绝缘手套,严禁佩戴金属饰品(戒指、手表、项链);高压线束拆解后,需单独绝缘包裹,分类存放,避免与低压线束混淆;若不慎接触高压部件,立即停止操作,切断电源,排查安全隐患。
6.3.2.3残余电量处理技术
对于无法完全放电的模组,采用专用放电设备(放电电流0.3-0.5C,放电时间10-15分钟),缓慢放电至安全电压;对于短路、过放的模组,采用惰性气体保护(氮气),避免放电过程中出现起火、爆炸;放电产生的电能可回收利用,降低能耗,符合绿色发展要求。
6.3.3无损拆解技术
无损拆解是提升模组、电芯回收价值的核心技术,重点应用于可梯次利用的模组、高端电芯回收,目前行业头部企业已实现无损拆解率95%以上,核心技术如下:
6.3.3.1精准力控拆解技术
采用机器人机械臂搭配力控执行器,施加力度0.5-2.0kN,精度±0.1kN,根据模组结构、组件材质,自动调整拆解力度,避免组件损伤;适配方形、圆柱、软包等多种模组,可实现电芯、CCS母排、插接接口的无损分离,回收价值提升30%以上。
6.3.3.2惰性气体保护拆解技术
在拆解过程中,通入氮气(纯度≥99.99%),形成惰性环境,避免电芯、电解液与空气接触,防止氧化、起火;同时,氮气可冷却拆解过程中产生的热量,降低组件损伤风险,适用于高端模组、软包模组拆解,无损回收率提升至98%以上。
6.3.3.33D视觉引导拆解技术
通过3D视觉传感器,精准扫描模组三维结构,定位组件位置、连接点,自主规划最优拆解路径,避免盲目操作导致的组件损伤;定位精度达±0.02mm,可适配不同型号、不同规格的模组,拆解效率提升40%,无损率提升15%;应用案例:宏晟技术全自动拆解线,采用3D视觉引导技术,无损拆解率达96%,电芯梯次利用率提升25%。
6.3.4异常情况处理技术
拆解过程中常见异常情况包括电解液泄漏、模组鼓包、轻微起火、组件卡顿等,需制定标准化应急处置流程,快速响应,避免风险扩大,具体如下:
6.3.4.1电解液泄漏处置
①立即停止操作,操作人员撤离至安全区域,佩戴好防护装备(防腐蚀手套、护目镜、防毒面具);②用吸附棉吸收漏液,倒入专用密封容器,加入中和剂(如碳酸钠),进行无害化处理;③用无尘擦拭布清洁泄漏区域,避免电解液残留腐蚀设备、组件;④检测气体浓度,达标后再恢复操作;严禁将漏液随意丢弃,避免环境污染。
6.3.4.2模组鼓包处置
①立即停止拆解,将鼓包模组转移至防火隔离区域,远离易燃易爆物品;②用红外热成像仪监测模组温度,若温度持续升高(>50℃),启动冷却系统,喷洒干粉灭火器降温;③鼓包模组严禁强行拆解,单独标记并按危险废物规范存放,联系专业机构处置;④排查鼓包原因(过充、短路、老化),记录相关数据,为后续工艺优化提供参考。
6.3.4.3轻微起火处置
①立即停止操作,切断电源,撤离人员;②若为电气火灾(如线束短路),使用二氧化碳灭火器灭火;若为电解液火灾,使用干粉灭火器灭火,严禁用水灭火;③火灾扑灭后,检查现场,确认无复燃风险,清理火灾残留物,按环保规范处置;④排查起火原因,整改安全隐患后,再恢复操作。
6.3.4.4组件卡顿处置
①停止拆解,排查卡顿原因(螺栓生锈、卡扣卡死、胶粘过牢、接口卡死);②针对不同原因,采用对应方法:生锈螺栓喷洒除锈剂,卡扣卡死用专用工具轻轻撬动,胶粘过牢加热软化,接口卡死检查锁定机构,解锁后再拆解;③严禁暴力拆解,避免组件破损、设备损坏;④卡顿问题解决后,记录相关情况,优化后续拆解流程。
6.4拆解安全规范与风险防控
结合《新能源汽车废旧动力电池回收和综合利用管理暂行办法》《动力电池回收利用安全规范》(GB/T38698-2020)等行业标准,明确人员操作规范、环境安全规范、设备安全规范及风险防控体系,确保拆解过程安全、合规、环保,适配深度研究报告对合规性、系统性的要求。
6.4.1人员操作规范
6.4.1.1人员资质要求
操作人员需具备相应的职业资格证书(如高压电工证、危废处理证),经专业培训(拆解技术、安全规范、应急处置)并考核合格后,方可上岗;培训内容需涵盖模组结构、拆解流程、安全防护、异常处置等,培训时长不低于40学时,每年复训一次,考核不合格者暂停上岗。
6.4.1.2操作行为规范
①严格遵守拆解流程,禁止违规操作(如未断电拆解、暴力拆解、未佩戴防护装备操作);②操作过程中禁止吸烟、饮食、携带易燃易爆物品,严禁酒后上岗;③拆解过程中专注操作,避免分心,严禁擅自离岗;④发现异常情况,立即停止操作,启动应急处置流程,及时上报负责人;⑤拆解完成后,按要求整理现场、记录数据,确保流程可追溯。
6.4.1.3人员考核与管理
建立操作人员考核机制,定期考核操作规范性、安全意识、应急处置能力,考核结果与绩效挂钩;建立操作人员健康档案,定期开展职业健康检查(每年一次),重点检查呼吸系统、皮肤等,避免因接触电解液导致职业健康问题。
6.4.2环境安全规范
6.4.2.1环境参数控制
拆解现场温度控制在15-35℃,湿度控制在40%-60%,避免高温、高湿环境导致电芯热失控、设备故障;现场需保持通风良好,通风量≥10m³/min,确保有毒气体浓度低于职业接触限值。
6.4.2.2废液废料处置规范
①电解液、冷却液等废液,收集至专用密封容器,标记废液类型,交由具备资质的危废处理机构处置,严禁随意倾倒;②废旧电芯、破损组件、切割碎屑等废料,按“可回收、不可回收、危险废物”分类存放,危险废物需按《危险废物贮存污染控制标准》(GB18597-2001)存放,张贴危险废物标识;③拆解过程中产生的废气,经废气处理设备(活性炭吸附、喷淋吸收)处理后,达标排放(符合GB16297-1996标准)。
6.4.2.3现场安全管理
①拆解现场严禁存放易燃易爆、有毒有害物品,严禁明火作业;②定期清理现场,保持通道畅通,避免杂物堆积导致安全隐患;③现场设置应急通道,应急通道宽度≥1.2m,严禁堵塞;④定期开展现场安全检查(每日一次),排查安全隐患,记录检查结果,及时整改。
6.4.3设备安全规范
6.4.3.1设备操作规范
操作人员需熟悉设备操作说明书,严格按操作规程操作,禁止违规操作;设备启动前,检查设备运行状态、绝缘性能、参数设置,确认正常后再启动;设备运行过程中,实时监测设备状态,若出现异常(异响、过热、故障报警),立即停止设备,排查原因,整改后再重启。
6.4.3.2设备维护与检修
①日常维护:每日拆解前后,清洁设备、检查部件磨损情况,添加润滑油(如需),记录维护情况;②定期检修:精密工具每3个月校准一次,大型设备每6个月全面检修一次,更换磨损部件,确保设备精度与稳定性;③设备存放:设备存放于干燥、通风、防腐蚀的专用区域,避免潮湿、腐蚀导致设备损坏;闲置设备需定期启动(每月一次),检查设备状态。
6.4.3.3设备安全防护
设备需配备安全防护装置(如急停按钮、防护栏、报警装置),急停按钮需位置醒目、反应灵敏;高压设备需做好接地防护,接地电阻≤4Ω,避免漏电;激光切割设备需配备激光防护装置,操作人员需佩戴激光防护眼镜,避免激光伤害。