点击
上方蓝字·关注我们
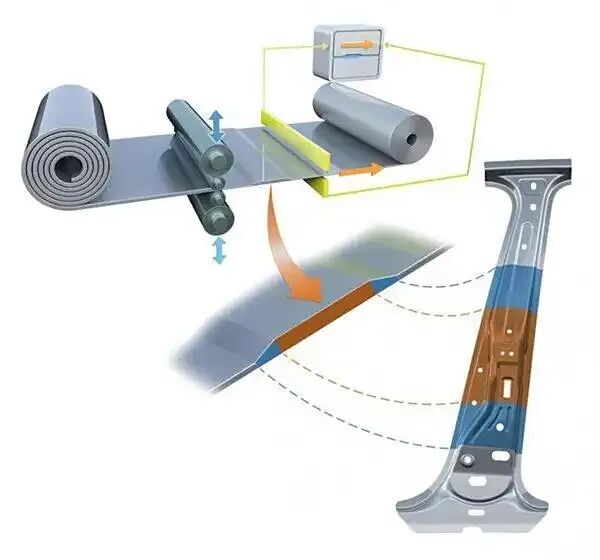
图片来源:宝钢VRB变厚度板技术
1 引言
随着汽车工业节能减排和轻量化需求的日益迫切,汽车零部件在满足性能要求的同时实现重量最小化成为行业核心课题。更进一步的追求是,同一零件的不同位置需要具备不同的承载能力,即实现零部件的“性能柔性分布”-①。变厚度板(Variable-thickness Rolled Blanks, VRB)技术正是实现这一目标的关键制造工艺之一。
VRB技术通过柔性轧制获得沿轧制方向厚度连续变化的板材,与传统的激光拼焊板(Tailor Welded Blanks, TWB)相比,具有无焊缝、表面质量好、强度分布连续、过渡区光滑连接等优势-①。当VRB技术与热冲压工艺相结合时,可以制造出兼具超高强度(1500-2000MPa)和性能柔性分布的汽车安全结构件,如B柱、门槛梁、门环等,成为当前汽车轻量化的前沿技术方向-③-⑥。
然而,热冲压VRB技术的产业化应用面临着诸多技术挑战。从材料轧制到热冲压成形,从模具设计到质量管控,每个环节都存在独特的技术难点。本报告将系统梳理热冲压VRB技术的全产业链技术难点,涵盖材料制备、成形工艺、模具开发、质量检测等核心环节,并结合行业最新应用案例,分析技术发展趋势与突破方向。
2 VRB变厚度板技术概述
2.1 VRB技术原理与工艺过程
VRB技术(Variable-thickness Rolled Blanks)的核心是“柔性轧制技术”。在钢板轧制过程中,通过计算机实时控制轧辊的间距,借助于特殊设计的轧机压下厚度自动控制系统(液压AGC),使轧辊间隙动态调整,从而获得沿轧制方向具有预先定制厚度分布的薄板-①-⑧。
VRB的完整工艺过程包括多个环节:
柔性轧制:核心工序,实现厚度的连续变化
退火处理:消除形变强化和残余应力,形成各向同性的等轴晶粒组织
平整工艺:消除屈服平台,获得良好板形性能
表面处理:根据需求进行镀层或涂油处理-①
2.2 VRB与TWB技术对比
VRB技术与目前应用广泛的激光拼焊板(TWB)技术各有优劣。从轻量化效果看,VRB由于厚度连续变化、无焊缝过渡,根据应力均衡原理,可实现更优的轻量化效果。从工艺复杂度看,VRB省去了焊接工序,可连续性生产,生产效率高,且过渡区光滑连接使模具设计比拼焊板简单-①。
但VRB也存在固有局限:仅能使用单一材料牌号,无法实现不同材质的拼接;对于中空零件,材料利用率比拼焊板低-①。因此,VRB技术特别适用于长形的实心零件,如门槛、纵梁、B柱等-①-④。
2.3 热冲压VRB的技术优势
将VRB与热冲压工艺结合,可充分发挥两者优势:
性能定制化:根据零件不同部位的受力需求,设计差异化的厚度分布,厚区提供高强度、薄区实现减重
无焊缝连接:过渡区光滑连接,避免TWB的焊缝移动和应力集中问题
能量吸收优化:连续厚度变化使零件具有良好的冲击能量吸收效果-①
零件集成:可将多个零件合并为一个VRB零件,减少模具数量和后续焊接工序-①⑥
3 材料制备环节技术难点
3.1 轧制过程厚度精度控制
VRB的核心在于厚度分布的精确控制,这对轧制设备和控制算法提出了极高要求。
厚度公差控制:VRB的厚度精度需控制在±0.05mm之内,长度方向定位精度需在2.0mm以内-①。实现这一精度需要高响应速度的液压AGC系统和高精度的测厚仪闭环控制。轧制过程中,轧辊的动态响应特性直接影响厚度过渡区的实际形状与设计目标的吻合度。
过渡区长度控制:VRB的厚度过渡区长度一般为两个等厚区厚度差的100倍(例如从2.0mm到1.5mm,过渡区约50mm)①。这一比例取决于轧辊直径和轧制速度。过渡区过短会导致厚度变化梯度大,影响材料流动和成形性能;过渡区过长则可能超出零件设计空间限制。
最大减薄量限制:零件中的最大和最小厚度变化(即最大减薄量)受到轧机轧制能力的限制。过大的减薄量会对轧后板料的板型不利,进而影响性能分布的均匀性-①。
3.2 热冲压前的组织与性能差异
VRB在轧制过程中,不同厚度区域的轧制变形量不同,导致退火后各区域的力学性能存在差异。
加工硬化效应:研究表明,随着轧制压下量的增加,材料的抗拉强度和屈服强度逐步增加。在压下初期,抗拉强度增幅与压下比例基本一致;后期随着加工硬化的加剧,强度增幅高于压下比例-⑦。
延伸率变化:延伸率在20%压下量以前急剧下降,之后缓慢下降-⑦。这意味着大减薄量区域的塑性储备显著降低,增加了后续热冲压成形过程中的开裂风险。
退火工艺设计难点:如何制定合理的退火曲线,保证零件中不同厚度区域的力学性能均在材料质保书要求的范围内,是一个需要根据零件厚度分布和特殊要求进行精细设计的难题-①。
3.3 镀层变厚板的特殊挑战
随着汽车防腐要求提高,镀层变厚度板(尤其是铝硅镀层热冲压用变厚板)的应用需求增加-①。铝硅镀层在变厚轧制过程中面临着独特的挑战。
轧制压下对镀层的影响:研究表明,使用镀铝硅AS150原料轧制变厚板时,镀层厚度随压下量增加而减少。轧制压下初期(10%压下量),镀层厚度减薄率(26%)已高于基材厚度减薄;在轧制压下43%左右后,镀层减薄率低于压下比例-⑤。
合金层破碎问题:当轧制压下量超过30%时,合金层开始出现破碎;压下量达到50%时,合金层呈现虽连续但不规则状态;接近60%压下量时,合金层基本处于非连续不规则状态-⑤。这种合金层破碎会严重影响后续热冲压过程中的镀层完整性。
热冲压后镀层增厚现象:镀铝硅变厚板热冲压后,镀层厚度会发生3-7μm的增长,且不同压下量的镀层增长基本稳定。但合金层随轧制压下量的增加而显著增长,特别是超过30%压下量后,增长比例急剧扩大⑤。这与合金层轧制破碎密切相关,过厚的合金层可能影响零件的焊接性能。
基于上述研究,以镀铝硅AS150为原料设计变厚板时,变厚轧制压下量应尽可能控制在55%以内-⑤。
4 热冲压成形工艺技术难点
4.1 成形极限的准确预测
传统的成形极限图(FLD)基于等厚度板建立,无法直接适用于变厚度板的热冲压性能预测-②。VRB的厚度变化导致材料的应力状态、变形行为和失效模式与等厚板存在显著差异。
三维热成形极限图构建:研究者提出将传统成形极限应变曲线转化为成形极限应力曲线,再进一步转化为考虑板厚和温度的三维热成形极限图 ②。这种方法可以更直接、准确地判断VRB热冲压是否能够成功成形,评估破裂位置。
厚度与温度耦合效应:热冲压过程中,VRB不同厚度区域的加热、传热和冷却行为不同,导致温度场分布不均匀,进而影响相变行为和最终力学性能。准确预测这种耦合效应需要复杂的多物理场耦合仿真模型。
4.2 过渡区材料特性的模拟表征
VRB的过渡区存在连续的厚度变化和材料性能渐变,常规用于成形模拟的单一材料模型参数无法直接应用-④。
分区离散化方法:工程实践中采用分区离散的方法,将过渡区离散为若干不同阶梯厚度的区域连接而成。在等厚度区采用同一材料性能,过渡区不同厚度离散区域的材料参数通过相邻等厚区的参数插值得到-④。这种方法可以在一定程度上实现对过渡区材料特性的模拟,但离散精度与计算效率之间存在平衡难题。
仿真软件的技术限制:主流冲压仿真软件如Autoform无法直接设置不等料厚变化,需要利用设置拼焊板的方法,通过添加拼焊线来近似模拟变厚度板料-④。Dynaform虽然可以通过关键字设置板料初始厚度,实现对薄区和厚区之间均匀过渡的模拟,但在计算效率和便捷性上不如Autoform-④。研究者通常采用Autoform粗算与Dynaform精算相结合的策略:先用Autoform进行高效仿真分析,待结果稳定后通过CAD建模,再用Dynaform进行精算,对破裂、起皱、回弹进行分析与预测-④。
4.3 热冲压过程中的组织演变控制
VRB热冲压的最终目标是使不同厚度区域均获得均匀的马氏体组织,从而保证零件整体性能的一致性。
奥氏体化均匀性:不同厚度的区域在加热过程中达到奥氏体化温度所需时间不同,薄区可能过热,厚区可能加热不足。如何在保证厚区充分奥氏体化的同时,避免薄区晶粒粗大,是加热工艺参数优化的关键。
冷却速率控制:热冲压淬火阶段,不同厚度区域的冷却速率存在差异。薄区冷却快,厚区冷却慢。对于2000MPa级别的高强钢,必须确保所有区域的冷却速率均高于马氏体相变的临界冷却速率,否则会出现铁素体或贝氏体等软相组织,导致局部性能不达标。
性能一致性验证:研究表明,不同轧制压下量(10%-60%)的B1500HS材料在相同热冲压工艺处理后,均能充分转化为马氏体组织,且晶粒尺寸表现一致。平行到垂直三个方向上的抗拉强度和屈服强度基本一致,断后延伸率随轧制压下量的增加而略有下降 ⑦。这说明变厚板轧制压下量在60%以内基本不影响热冲压后的性能要求。但研究也强调,热冲压前的机械性能标准不适用于评判变厚板材料 ⑦——这一结论对材料验收标准的制定具有重要指导意义。
4.4 回弹预测与控制
VRB零件由于厚度变化和残余应力分布复杂,回弹行为比等厚板更难预测和控制。
回弹分布特征:以某车型顶盖横梁为例,VRB方案(两端1.2mm、中部0.8mm)成形后的回弹表现为:两端负值回弹(最大1.5mm),中间基本无超差或局部超差不超过0.7mm。零件脱离模具后,在冲压方向上两边向下弯曲、中间向上翘起-④。
回弹补偿策略:针对VRB的特点,通常采用局部补偿而非全局补偿的方式。考虑到不等料厚过渡区域厚度不一致,对过渡区进行回弹处理可能导致板料过渡区与模具过渡区难以吻合,影响模具着色效果。因此,仅对端头到接近过渡区域的型面进行回弹补偿,最大更改量需根据模拟结果确定-④。
5 模具设计与制造技术难点
5.1 变厚度模具型面设计
VRB模具设计与传统等厚板模具存在本质差异,核心难点在于如何处理厚度过渡区。
型面分区偏置:传统模具加工中,凸、凹模和压边圈的加工数模型面通常在同一侧,型面重合,加工数据通过数控程序对上型面进行偏置得到下型面。但VRB存在料厚过渡区域,无法用机加工方法直接偏置料厚,必须在加工数据中将料厚偏置体现出来,将凸、凹模和压边圈的型面都做出来-④。
设计基准选择:设计工艺阶段型面通常取零件上表面,在加工数据中凸、凹模区域直接使用数模的上、下表面。凹模型面不动,凸模型面则需根据厚度分布进行相应处理-④。这种设计方法要求模具设计人员对VRB的厚度分布有精确理解,并能够准确转换为模具型面数据。
5.2 过渡区模具间隙控制
VRB过渡区的厚度连续变化,导致模具间隙在过渡区也应是连续变化的,这对模具制造精度提出了极高要求。
间隙设计原则:与等厚板模具不同,VRB模具在过渡区的间隙不能保持恒定,而应随板料厚度变化而调整。过渡区的间隙设计需综合考虑板料厚度分布、热膨胀系数、回弹补偿等多重因素。
加工实现难度:变间隙模具型面的加工需要五轴联动数控机床,配备特殊的刀具路径策略。在过渡区,刀具需要同时沿轧制方向和厚度方向进行复杂曲面加工,对机床的动态性能和编程算法提出了极高要求。
5.3 板料定位控制
VRB零件的厚度分布具有方向性,板料在模具中的定位精度直接影响最终零件的性能分布是否符合设计目标。
定位基准设计:VRB板料在轧制方向上的厚度分布是确定的,因此必须在模具设计中设置明确的定位基准,确保板料在模具中的位置与设计厚度分布严格对应。
定位误差控制:定位误差可能导致厚度过渡区偏离设计位置,造成零件关键受力区域的厚度不达标。对于长度方向精度要求控制在2.0mm以内的VRB板料-①,模具定位机构的精度必须更高。
6 应用案例分析
6.1 宝钢VRB热冲压门环技术路线
宝钢在热冲压VRB技术的应用开发上走在前列。2021年,宝钢在纯电动白车身BCB EV®上设计研发了内冷外热双门环结构,在B柱部位应用了2000MPa热成形材料和VRB变厚度板工艺,实现17%轻量化效果-③⑥。
2024年,宝钢与东风柳汽合作,成功开发一体式双门洞大门环,实现国内首个2GPa超薄热成形双门洞大门环零件的试冲。这一应用解决了从材料、零件设计、模具设计、模具材料、零件成形、样件制作及批量生产全产业链的技术难题-③⑥。
6.2 国外主流车企VRB应用实践
国外汽车制造商已将VRB技术作为轻量化的重要选项:
奥迪:在扭力梁中采用液压成形的变厚度钢管,厚度从1.8mm到3.2mm,减重23%;同时在前挡板加强横梁、中通道、门槛梁等零件中使用VRB技术,并与热成形工艺结合-①
福特:使用VRB技术制作B柱,将B柱和其加强板合并为一个零件,减重1.4kg(10%)-①
宝马:利用VRB技术对地板总成进行技术改造,零件数量由19个减少到7个-①
大众:在B柱总成中利用VRB技术合并零件,减重1.8kg-①
6.3 新一代福克斯ACCRA®工艺
2018款福特福克斯的A柱采用了创新的ACCRA®工艺,结合VRB技术与热气压成形。该“A柱加强管”采用1.0mm至1.8mm五种不同料厚设计,包含至少四种不同截面结构-⑧。
工艺过程包括:VRB差厚板轧制→预成型及焊接(形成封闭管状)→封闭空腔零件的热气压成形→成形后处理。这种工艺集成了液压成形及热冲压成形的优势,用于制造封闭截面型超高强钢零件-⑧。
7 技术发展趋势与建议
7.1 材料体系拓展
未来VRB技术将从单一材料牌号向多材料体系拓展。目前VRB仅能使用同一种材料牌号-①,这限制了设计的灵活性。随着轧制技术的发展,异种材料的复合变厚板可能成为研发方向,进一步拓展性能定制空间。
7.2 镀层技术优化
针对铝硅镀层在变厚轧制过程中的破碎问题 ⑤,需要开发更适合变厚轧制的镀层体系。可能的解决方案包括:优化镀层成分提高延展性、开发多层复合镀层结构、采用更薄的初始镀层配合后续补镀工艺等。
7.3 仿真技术升级
VRB热冲压成形仿真需要从目前的“分区离散近似”向“连续梯度模型”升级。建立能够准确描述厚度连续变化和性能梯度分布的仿真模型,开发支持变厚度板料设置的专用仿真模块,将大幅提升成形预测的准确性。
7.4 质量控制数字化
VRB的全生命周期质量管控需要数字化技术的深度介入。从轧制过程的在线厚度检测、热冲压过程的温度场实时监控,到成品零件的三维扫描检测,构建全流程数字化质量追溯体系,是保证VRB零件一致性的关键。
8 结论
热冲压VRB变厚度板技术作为实现汽车轻量化和性能柔性分布的关键路径,其产业化应用已取得重要突破。然而,从材料制备到热冲压成形,从模具设计到批量生产,仍存在一系列技术难点需要攻克。
材料层面,需要解决大减薄量下的组织性能均匀性、镀层完整性等问题;工艺层面,需要突破过渡区成形极限预测、回弹精确控制等技术瓶颈;模具层面,需要创新变厚度型面设计和加工方法;检测层面,需要建立适应厚度连续变化的质量标准体系。
随着2000MPa级别超薄热成形VRB技术的成熟-③⑥,以及ACCRA®等创新工艺的涌现-⑧,热冲压VRB技术正向着更大尺寸、更高强度、更优性能的方向发展。未来,通过材料-设计-工艺的协同创新,热冲压VRB技术将在汽车轻量化进程中发挥更加重要的作用。
参考文献
[1] 宝钢首席专家深度解析轻量化VRB(变厚度板)技术. 中国冲压网. -①
[2] 一种变厚度板三维热成形极限图的构建及应用方法. 湖南大学专利. CN103871098A. -②
[3] 2GPa超薄一体式热成形双门洞大门环全球首发. 江苏省钢铁行业协会. -③
[4] 张文, 高永生. 变厚板汽车顶盖横梁成形工艺研究及模具设计. 宝山钢铁股份. -④
[5] 曹栋杰, 王强. 铝硅变厚板热冲压前后镀层微观结构研究. 冶金与材料, 2019(4). -⑤
[6] 2GPa超薄一体式热成形双门洞大门环全球首发. 造车网. -⑥
[7] 曹栋杰, 王强, 江山. 变厚板热冲压前后组织及拉伸性能差异性研究. 现代冶金, 2019, 47(6). -⑦
[8] 新福特福克斯超级A柱——ACCRA®汽压成形工艺解析. OFweek维科号. ⑧
【活动预告】