


点击蓝字 关注我们
PEM 与AEM柔性切换
本项目采用基于精益生产理念的柔性生产线布局,结合数字化工厂技术,构建高效、柔性、智能的制造体系。按照产品工艺流程,产线主要配置了纯水机、清洗线、瑕疵检测线、板框/极板点胶贴胶线、气密检测线、人工吊装位、自动装堆位、压堆位及智能物流系统等核心设备。
本产线采用模块化、自动化的柔性制造设计理念,构建了一条完整的电解槽生产流程,具备PEM 与AEM 双技术路线生产能力。整线以极板处理与电堆装配为核心,通过智能物流系统串联各功能单元,实现从原材料到成品的无缝衔接,并支持两种技术路线的快速切换。产线采用外购膜电极模式,专注于电解槽的组装与系统集成环节。
工艺要求
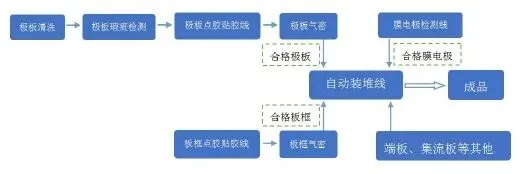
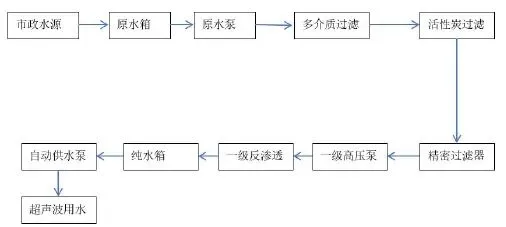

主要工艺流程始于极板预处理工段。极板首先进入全自动清洗单元,通过超声波清洗与纯水漂洗,确保基材表面达到工艺要求的洁净度。极板流转至高精度瑕疵检测线,利用机器视觉与激光测量技术,对平面度、流道尺寸及表面缺陷进行百分百检测,剔除不合格品。该检测系统配备双技术路线识别功能,可根据生产任务自动调整检测标准。
通过检测的极板分为两路进入后续加工。一路进入柔性点胶贴胶线,通过机器人完成密封胶的自动点胶与精准贴合,系统配备可快速更换的点胶头和密封胶供给系统,满足PEM 与AEM 电解槽不同的密封要求。该组件随即进入极板气密检测单元,验证其密封可靠性。另一路极板则进入板框点胶贴线,完成板框的密封处理。
在AEM 与PEM 生产线设计中,约80%的生产设备可完全通用,其余20%涉及技术路线差异的关键工序通过配置可快速切换的专用设备模块实现柔性制造。这种基于设备切换的柔性产线设计方案,可在不改变现有产线布局的前提下,快速完成PEM 与AEM 生产模式的转换。
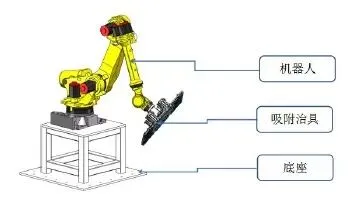
设备工艺流程:人工安装下端板组件→堆叠治具通过AGV 流转→机器人进行电解槽小室物料自动堆叠→堆叠治具通过AGV 流转→人工安装上端板组件→堆叠治具通过AGV 流转→电解槽自动压装→自动拧紧螺母→堆叠治具通过AGV 流转→电解槽吊装下线。
构建可持续发展的氢能生态环境!进一步讨论,欢迎扫描二维码~
欢迎在文章底部留言发表看法。
企业推介资料经审核后可在本公众号发布。
欢迎加入氢能技术讨论群。一起扩充资源、分享知识、业务对接。
备注“公司+姓名”加小编,审核后入群

资料来自于网络,如侵权,请联系作者删除,联系方式:qingnengyunhulian@163.com。