


有污水处理难题、项目合作需求,请联系我们~
1.行业概况
制革产业区域集中度高,广东、浙江、福建、河北、河南五省集中了全国超过65%的制革产能。中西部地区如河南、新疆、甘肃等地因产业政策支持出现增长。
2025年上半年,行业压力进一步加大:重点企业销售收入同比下降0.8%,利润总额同比下降10.9%。
亏损面扩大,中小企业生存压力尤为突出。2.环保压力与政策趋势
《制革及毛皮加工工业水污染物排放标准》(GB 30486—2013)于2013年12月27日发布,2014年3月1日实施,为首次发布,目前仍为现行标准。
2025年1月入河排污口监督管理办法实施,制革行业入河排污口设置须报流域生态环境监督管理机构审批,进一步收紧了制革企业的排污口管理。
1.废水分类

2.废水处理难点
高COD,难降解:
皮革废水中蛋白质水解物、鞣剂中间体、染料、加脂剂等均为难降解有机物。其中,蛋白质水解产物(多肽、氨基酸)是COD的主要贡献者,占综合废水COD的40%~60%。鞣剂中间体(如铬配合物中的有机酸配体、合成鞣剂的酚醛缩合物)和染料分子(偶氮键、蒽醌结构)更是生化难以降解的"顽固分子"。综合废水经"物化+生化"处理后,出水COD通常在150~300mg/L,与直接排放限值100mg/L仍有差距。深度处理必须依赖高级氧化等手段。
高盐高碱:
制革过程大量使用NaCl(浸酸保藏、鞣制),综合废水Cl⁻浓度3,000~6,000mg/L,含硫废水pH高达12~14。高盐环境抑制微生物活性,传统生化系统耐盐性有限,需要长时间驯化,且驯化后系统抗冲击能力差。
色度去除困难:
染色加脂废水色度可达500~5,000倍,染料分子结构稳定(含偶氮键、蒽醌结构等),常规混凝沉淀对溶解性染料去除效果有限,生化处理对色度去除率低。
电催化氧化产生的·OH和活性氯能有效破坏发色基团,实现深度脱色。
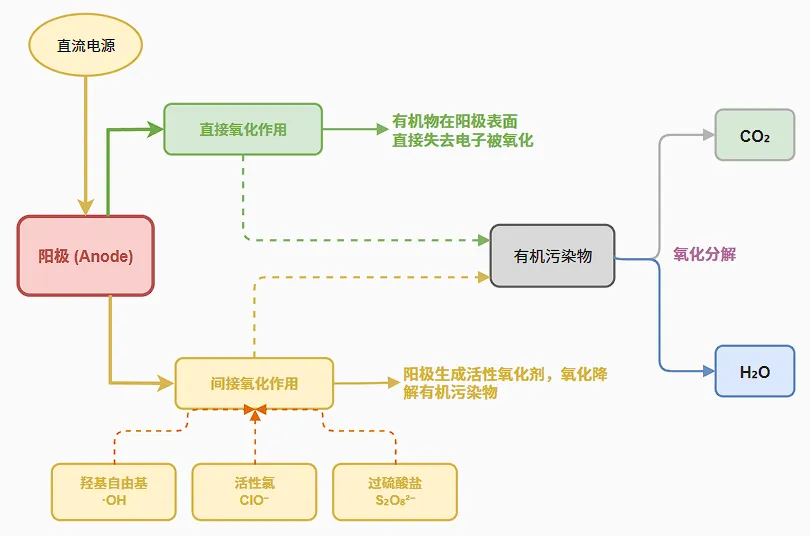
1.电催化氧化工作原理:
阳极表面生成强氧化剂,如羟基自由基·OH、 活性氯 ClO⁻ 、过硫酸盐 S₂O₈²⁻ 等逐步氧化、矿化有机污染物。或者有机污染物在阳极表面发生电子转移被直接分解。
能够有效去除COD、BOD、氨氮、有机磷、色度、臭味。
2.适用场景分析
场景一:染色加脂废水深度处理
染色加脂废水含染料、加脂剂、表面活性剂等,色度高(500~5,000倍)、难降解有机物多。常规混凝/生化对溶解性染料去除效果差。
电催化氧化可破坏染料发色基团(偶氮键、蒽醌结构),色度去除率>90%,稳定达标排放。
场景二:高盐皮革废水处理
传统生化工艺耐盐性差,需要长时间驯化。高盐废水生化处理后COD去除率通常下降30%~50%
对于电催化氧化,Cl⁻浓度高→电导率高→电解能耗低,可提高污染物处理效率。
场景三:浸灰脱毛废水预处理/脱毒
浸灰脱毛废水COD 5,000~40,000mg/L、S²⁻ 800~5,000mg/L、pH 12~14,是全厂污染负荷最大的一股废水,运行管理复杂。
电催化氧化可直接氧化S²⁻为SO₄²⁻,硫化物去除率>95%,同步降解部分有机物,降低后续综合废水处理负荷,无需投加化学药剂。
3.工艺优势
①无需添加药剂:
电催化氧化设备无需强酸、强氧化剂添加,不用复杂的危险化学品报备流程,仅需通电即可运行。在运行过程中不产污泥,不增加污泥处置费。
②pH适应范围广、耐高盐:
电催化氧化工作pH值范围广在3-10都可正常运行。而芬顿工艺则需要先调酸,再调碱才能使出水达标排放。并且有一定盐度的情况下,电催化氧化工艺更节能、效率更高。
③运维简单,运营成本低:
电催化氧化相比臭氧催化,核心部件更少、布局更紧凑,占地面积和投资成本更小且对运维人员要求低。
服务客户涵盖养殖、皮革、造纸、印染、电镀等各行业。用成熟的电化学设备为客户解决出水达标难、药剂费用高、污泥产量大等水处理难题。

扫码交流
咨询!