


摘要
在石油炼制与化工生产过程中,抽真空系统是保障减压蒸馏等关键装置稳定运行的核心设施。长期以来,多级蒸汽喷射器因其结构简单、初期投资低而被广泛应用,但其存在能耗高、冷却水耗量大、运行稳定性差等问题。
本文基于工业现场实测数据与设备运行参数,对传统蒸汽喷射系统与“蒸汽喷射+液环真空泵”复合系统的能效进行对比分析,并探讨液环真空泵及压缩机在炼化全流程中的应用价值。

一、 炼油工艺中的真空需求与现状
1.1 常减压蒸馏流程概述
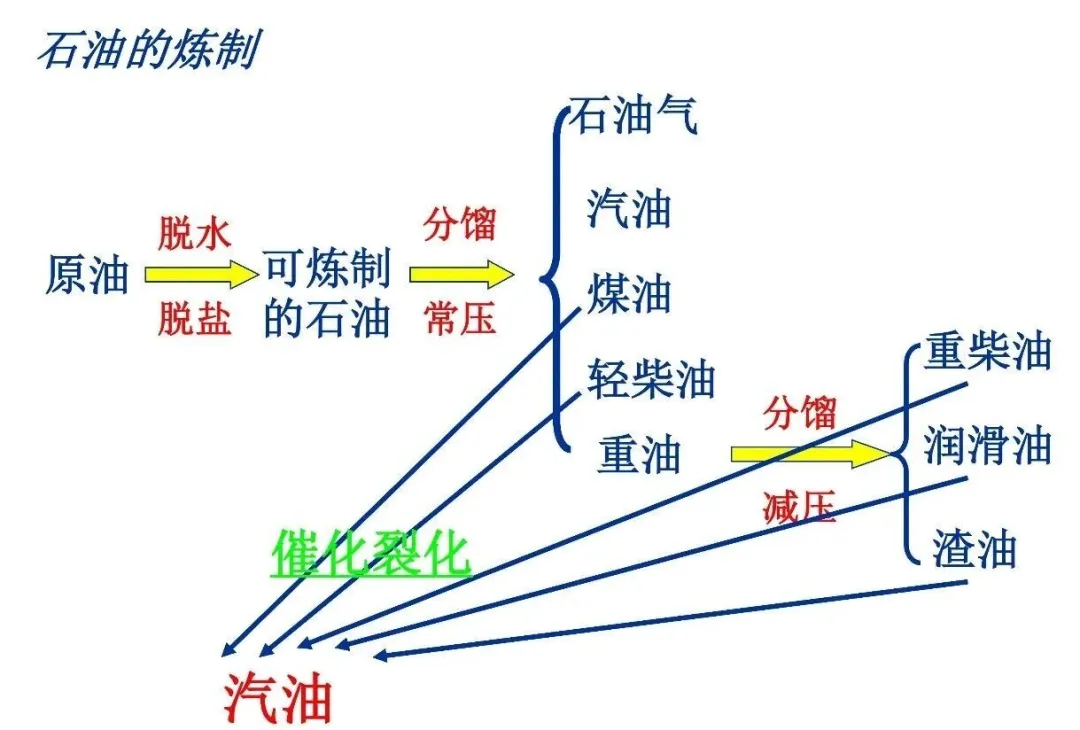
在石油加工工业中,原油经过脱水脱盐处理后,首先进入常压加热炉加热至360~370℃,随后进入常压蒸馏塔。
在常压条件下,塔顶至塔底依次分馏出汽油、溶剂油、煤油及柴油等馏分。塔底剩余的重油引入减压加热炉,加热至400℃左右后进入减压蒸馏塔。
由于重油在常压下沸点极高,需通过抽真空系统降低塔内压力,使油品在较低温度下分馏,从而获取重柴油和不同规格的润滑油馏分,塔底产物为渣油。

1.2 现有抽真空系统的主要问题
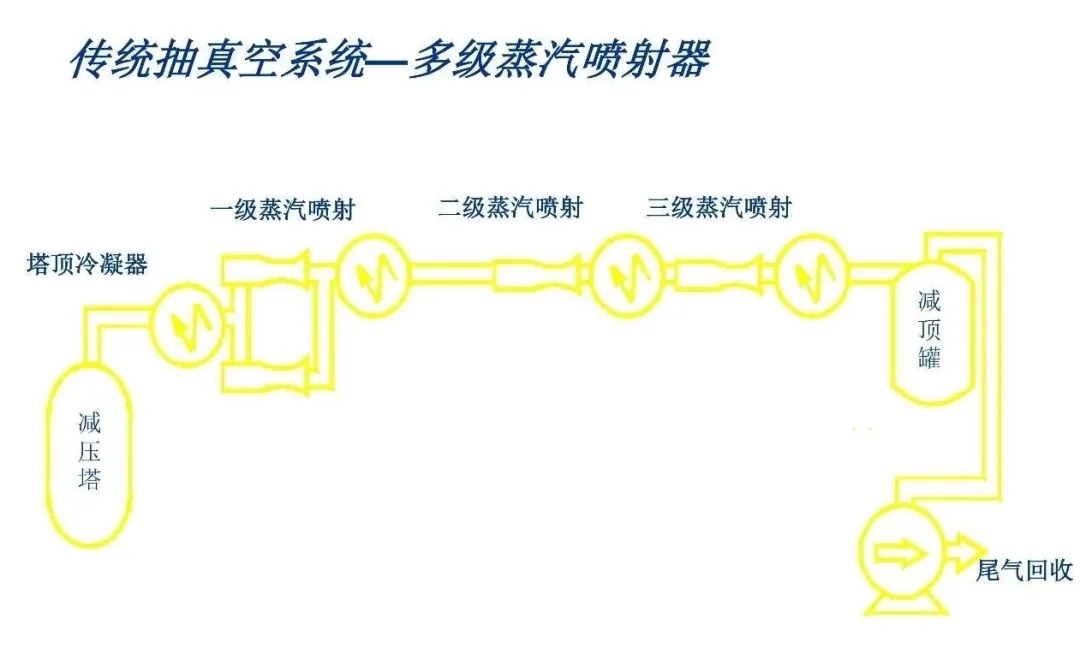
目前,国内多数炼厂减压塔顶抽真空系统仍采用多级蒸汽喷射器。该技术的运行缺陷主要体现在以下三个方面:
能耗占比高:蒸汽消耗占全装置总能耗的10%。
资源浪费严重:系统运行过程中需消耗大量冷却水用于蒸汽冷凝,同时产生高浓度废水,增加污水处理成本。
运行弹性差:抽气能力受蒸汽压力波动影响显著,对进气量变化的适应能力弱,易导致真空度不稳定,影响分馏精度。
据工业统计数据,一套处理量适中的减压蒸馏装置,其传统抽真空系统每小时消耗高压蒸汽可达4.689吨,运行成本居高不下。
二、 液环真空泵的工作原理与技术特性
2.1 液环泵的基本构造与运行机制
液环真空泵属于容积式流体机械。其核心结构包括:泵体、偏心地安装在泵体内的叶轮、吸气口与排气口。
工作时,泵内注入一定量的工作液(通常为水或工艺介质)。当叶轮旋转时,工作液在离心力作用下被甩向泵体内壁,形成一个与泵腔同心的旋转液环。由于叶轮与泵体呈偏心布置,叶轮轮毂与液环之间形成了若干密闭的月牙形空腔。
吸气过程:叶轮在前半转过程中,空腔容积逐渐增大,内部压力降低,气体通过吸气口被吸入。
压缩与排气过程:叶轮在后半转过程中,空腔容积逐渐减小,气体被液环压缩,当压力达到排气压力时,气体通过排气口排出。
2.2 等温压缩特性
液环泵最显著的技术特征是等温压缩。在压缩过程中,被抽气体被工作液完全包围,压缩产生的热量绝大部分被工作液吸收并带走,气体温升通常不超过10℃。
这一特性使其在处理易燃易爆、易聚合或强腐蚀性气体时具有极高的安全性。
2.3 工况适应性
与传统机械式真空设备相比,液环泵具有以下技术优势:
介质耐受性强:允许气体中夹带液体液滴和固体颗粒(如催化剂粉尘、焦粉),无需高精度的前置过滤装置。
抗波动能力高:对入口压力波动和抽气量变化不敏感,运行平稳。
结构简单可靠:仅有一个运动部件(叶轮),无金属与金属的直接接触摩擦,无气阀、链条等易损件,维护成本低。
三、 复合真空系统改造的经济效益分析
3.1 改造方案概述
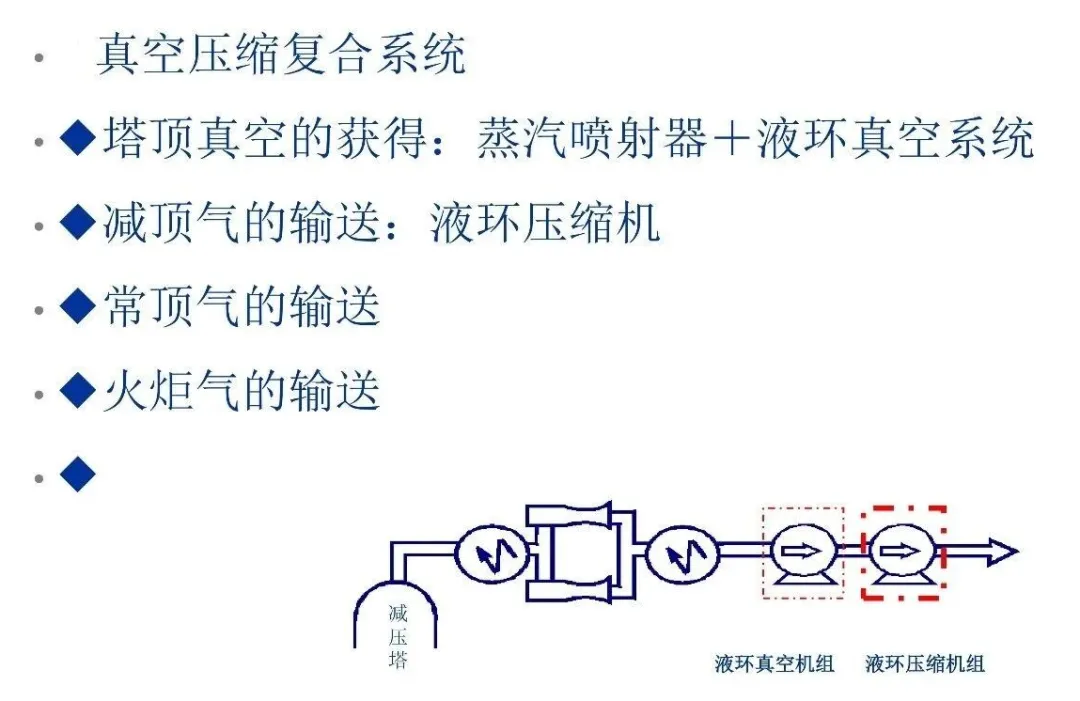
针对传统全蒸汽喷射系统的弊端,目前主流的改造方案为采用“一级蒸汽喷射器 + 液环真空机组”的复合式真空系统。
该方案保留了一级蒸汽喷射器作为增压前端,利用液环泵替代原有的二级、三级蒸汽喷射器承担主要的抽气与压缩任务。
3.2 能耗数据对比
以下是某炼厂减压塔顶抽真空系统改造前后的运行数据对比。数据来源于该装置的实际运行记录。

注:成本核算标准:蒸汽88元/吨,冷却水0.3元/吨,电价0.5元/kWh。
根据上表计算,改造后系统每小时可节约运行费用182.56元。按炼化装置年运行时数8760小时计算,年节约运行费用约为159.9万元。
3.3 投资回报分析
虽然复合系统增加了液环真空机组的设备采购与安装费用,但由于其节能效果显著,新增投资可在不到一年的时间内通过节省的能源费用收回。
此外,液环泵的应用提高了减压塔的真空度,进而提升了塔内传质传热效率,增加了目标产品的抽出率,带来了额外的经济效益。
四、 液环压缩机在火炬气回收中的应用
炼化行业普遍存在火炬气回收的需求。火炬气具有组分复杂(分子量变化范围10-50)、含固体杂质、含H₂S腐蚀性气体、气量波动大等特点,对压缩设备提出了严峻挑战。
4.1 传统压缩技术的局限性
在火炬气回收领域,曾先后使用过往复活塞式压缩机和螺杆式压缩机,但均存在明显短板:
往复活塞式压缩机:依靠活塞往复运动压缩气体。由于火炬气中含有丁二烯等易聚合组分,在压缩过程中(排气温度可达110℃左右)极易在气阀和气缸内结焦积碳,导致频繁故障停机。此外,该机型附属设备多(分离罐、冷却器等),占地面积大,维护工作量大。
螺杆式压缩机:通过阴阳转子啮合输送气体。其对进气洁净度要求极高,微小的液滴或粉尘都会导致转子磨损。同时,其允许的入口压力波动范围极窄(-5kPa.G ~ 40kPa.G),且流量调节范围有限(<50%)。若采用回流调节,会导致排气温度急剧升高,存在转子抱死的风险。
4.2 液环压缩机的应用优势
自2000年以来,液环式压缩机(如2BE1/2BE3系列)逐渐成为火炬气回收的主流设备。其在应对复杂工况时的表现优于传统设备:
介质适应性强:允许气体中夹带大量液体和固体颗粒,无需复杂的预处理系统。
运行稳定:入口压力波动和抽气量变化对泵的性能影响极小,无需设置大型气柜进行缓冲。
安全可靠:等温压缩过程杜绝了因温升过高引发的爆炸风险,且可选用不锈钢、钛材、哈氏合金等材质以应对H₂S腐蚀。
维护成本低:结构简单,易损件少,全生命周期维护费用显著低于往复机和螺杆机。
五、 液环设备的选型设计与关键技术
为确保液环真空系统在炼化装置中的长期稳定运行,需重点关注以下设计与选型要素:
5.1 入口真空度的确定
液环泵入口真空度的设定直接影响系统投资与运行成本。
若入口真空度设定过高,液环泵需处理的气量增大,要求泵的规格和电机功率相应增加,导致一次性投资上升。
若入口真空度设定过低,前级蒸汽喷射器的蒸汽耗量将大幅增加,导致运行成本上升。
根据工程经验,通常将液环泵入口真空度设定在200mmHg左右,可实现投资与运行费用的平衡。
5.2 系统组件的合理配置
分离器设计:需保证气液充分分离,并确保工作液有足够的停留时间以维持液位稳定,满足液环泵对工作液量的需求。
换热器设计:需保证足够的换热面积,控制工作液温度,防止因工作液温度升高导致真空度下降。
管路与阀门:应设计合理的自动补排液系统,确保在无循环工况下工作液参数的稳定。
5.3 先进结构设计
现代液环压缩机采用悬臂锥体设计,相较于传统的平圆盘结构,具有显著的技术进步:
效率高:锥体分配结构优化了液压效率,轴功耗更低,排出压力最高可达10bar以上。
寿命长:专利的径向力平衡设计降低了轴承负荷,运行噪音低(82-85dB(A)),振动小。
维护便捷:仅需一套机械密封,通过调整叶轮轴向位置即可调整内部间隙,无需拆解泵体。
六、 结论
在炼化行业推进节能降耗与绿色转型的背景下,淘汰高耗能的多级蒸汽喷射器已成为必然趋势。应用液环真空泵及压缩机构建的复合式真空系统,不仅能显著降低蒸汽与冷却水的消耗量,还能大幅提升装置运行的稳定性与安全性。
实际案例证明,通过对减压蒸馏抽真空系统进行改造,企业可实现年节支百万元以上的经济效益,且投资回收期短。
同时,在火炬气回收等苛刻工况下,液环技术展现了无可替代的工况适应能力。建议炼化企业在新建项目或技术改造中,可考虑采用液环真空技术实现能效提升。
本文声明 | 本文章仅限学习交流使用,如遇侵权,我们会及时删除。
由于微信平台推送规则改变,如果想每天第一时间收到小编推送的文章,欢迎将《马德宝真空设备集团》公众号设为“星标”。




马德宝真空设备集团有限公司成立于1992年,专业生产罗茨真空泵、滑阀泵、水环泵、螺杆泵、往复泵及各类真空机组。

马德宝集团现由30多名高级工程师、技师组成的技术研发团队,持续不断的在改进、提高产品性能和质量。集团主导产品的技术、工艺在国内一直处于领先水平。多项产品荣获上级部门奖励。

马德宝拥有完善的用户服务体系;根据用户要求,我们承诺:省内及周边省份用户24小时到达,其余省外用户48小时到达。
【主要科技成果 】

国内首创磁力传动罗茨真空泵在工业中的应用,解决了罗茨泵长期存在的轴封泄漏现象。

国内首创钢衬工程塑料双级水环泵、往复泵、罗茨泵,耐腐蚀,强度好,特别适用于化工医药行业抽吸腐蚀性气体。

新系列滑阀真空泵电机上置,结构优化,转动部件平衡性好,振动小,噪声低,更加耐用。
本公司一贯以高质量的产品,合理的价格,及时的服务来取信用户,拥有国内多家大型知名企业客户,并深受信赖,欢迎各界朋友莅临参观、指导和业务洽谈。


服务热线:
133 6211 3590
服务邮箱:
luna992024@163.com

网址:http://www.zj-vacuum.com/
http://www.mdbvacuum.com/
地址:浙江台州市滨海工业园区启航路1158号

