如需报告请联系客服或扫码获取更多报告

第一章 机械加工行业的现状与核心挑战
1.1行业发展现状
机械加工行业作为“工业母机”的核心应用领域,正处于数字化向智能化跨越的关键窗口期。一方面,市场需求呈现出显著的“多品种、小批量、定制化、短周期”特征,传统大批量生产模式难以适配市场变化;另一方面,国产高端机床加速突破,终端用户对设备的智能化水平、加工稳定性、全生命周期服务能力的要求持续提升。与此同时,双碳目标的全面推进,也让绿色低碳成为机加企业转型的必答题。
在这样的背景下,数字化转型早已不是“锦上添花”的可选项,而是企业生存发展的必修课。但行业整体仍呈现出转型不均衡的特征:普华永道据调研数据显示,全球受访制造商中仅10%完成了数字化转型或进入转型最后阶段,64%的制造商仅完成了初步试点项目,尚未实现全流程的数字化落地。在一项名为“现代加工车间数字化转型之路”的调研中进一步指出,超50%的零件制造商仍依赖相互独立的CAD与CAM系统,不足30%的企业能对全生产环节的数据进行统一管理与控制;在质量检测环节,约75%的企业仍采用相互孤立的三坐标测量机检测流程,设计、加工、检测数据未能形成闭环。
行业整体呈现出“头部企业已逐步实现全流程数字孪生与AI智能优化,大量中小企业仍停留在基础数据采集阶段”的两极分化格局,研发、生产、运维环节的信息孤岛普遍存在,“重硬件、轻软件”、“重采集、轻应用”的问题突出,数字化的价值未能充分释放。
1.2产业链全环节核心痛点
1.2.1机床制造商端的核心瓶颈
机床制造商是机加行业智能化的源头,当前面临三大核心痛点:一是研发模式效率低下,传统机床研发依赖物理样机反复试错,设计、仿真、调试环节脱节,高端机床研发周期长、试错成本高,难以匹配市场快速迭代的需求;二是性能优化依赖专家经验,机床机电性能匹配、伺服参数调试高度依赖资深工程师,经验难以标准化复制,导致产品一致性、可靠性提升遇到瓶颈;三是价值创造模式单一,同质化竞争加剧,传统设备销售模式利润空间持续压缩,向服务化转型缺乏数字化能力支撑。
1.2.2终端用户端的核心困境
作为机床的应用主体,机加终端用户的痛点贯穿生产全流程,且因生产模式不同呈现出显著的差异化特征:
小批量、多品种加工车间的核心痛点:主打小批量、多品种生产的加工车间,需要频繁更换零件与刀具、编写新的数控程序,多数操作人员直接在机床上完成编程与调试,导致机床非生产性时间大幅增加,主轴利用率难以提升;同时,手动验证、现场试错的模式,极易引发工装设置失误、编程缺陷、刀具路径错误,进而导致零件报废、刀具破损,甚至引发高成本的机床碰撞事故。此外,资深数控操作人员的短缺,使得新员工培训需占用大量生产机时,进一步加剧了生产资源的紧张。
高精度复杂制造场景的核心痛点 :航空航天、汽车、医疗等行业的精密制造,对工艺重复性、加工精度、质量合规性有着严苛要求,零件多采用钛合金、高温合金等昂贵难加工材料,一旦出现编程错误或工艺偏差,将造成数千甚至上万元的材料浪费与生产延误。但当前多数企业的设计、编程、仿真、加工环节仍采用碎片化软件,数据流转不畅,设计模型变更无法快速同步至加工环节,虚拟仿真与实际机床加工存在偏差,难以实现“一次编程、一次合格”的目标,同时也无法满足航空航天等行业对加工工艺全流程可追溯的合规要求。
除此之外,全行业终端用户普遍面临六大共性困境:其一,生产需求震荡、快速变化,终端用户的客户需求也一直在不断变化,CAPEX重资产投资风险急剧增加;其二,生产过程透明度不足,机床状态、订单进度、资源匹配情况难以实时把控,传统手工报表与实际生产数据偏差极大,设备综合效率(OEE)提升陷入瓶颈,也导致了无法以生产数据为基础进行数据驱动的经营决策;其三,生产准备效率低下,多品种小批量生产模式下,加工程序、刀具、工装的切换频繁,等待时间长、资源错配问题突出,严重压缩有效加工时长;其四,加工质量稳定性差,难加工材料切削、复杂型面加工高度依赖操作工人经验,程序错误、刀具损耗易导致废品返工,质量事故频发;其五,设备运维被动滞后,生产设备老旧,计划外停机是企业主要成本损耗点之一,传统定期维护与事后抢修模式,既无法规避故障风险,又会造成过度维护的资源浪费;其六,绿色转型压力加剧,机床能耗数据不透明,节能优化缺乏数据支撑,难以满足双碳政策下的碳排放管控要求。
1.2.3行业共性深层挑战
除了产业链各环节的专属痛点,行业还面临着共性的转型壁垒:一是数据孤岛严重,研发设计、生产制造、运维服务各环节的数据割裂,CAD/CAM/CNC/ERP/MES等系统间数据难以贯通,无法形成闭环优化;二是复合型人才短缺,既懂机加工艺又掌握数字化技术的人才供需矛盾突出,成为制约中小企业转型的核心瓶颈;三是传统制造模式固化,“试错式”生产模式根深蒂固,从设计到生产的全流程缺乏前置验证能力,导致返工、停机、报废等浪费持续存在;四是产业链协同不足,上下游企业间数据标准不统一,设计、制造、服务环节的协同效率低下,难以实现全价值链的价值优化。
第二章 AI + 数字孪生驱动机加制造新范式
2.1研发设计阶段:数字李生筑基,实现一次设计、选型正确
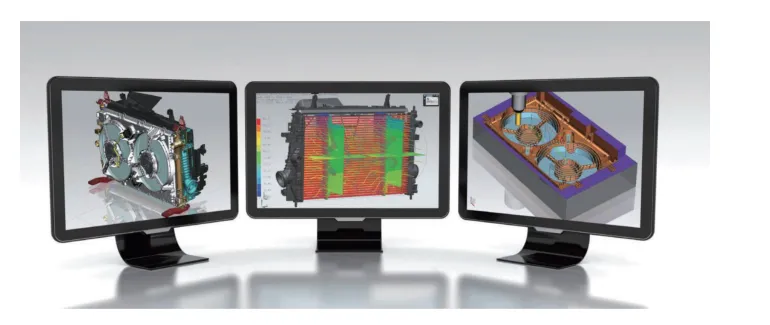
研发设计是“一次正确”的源头,核心是通过数字化工具打破设计与制造的壁垒,在虚拟世界完成全维度的方案验证、工艺规划与仿真优化,从源头规避设计缺陷、工艺风险与加工浪费,实现“设计即最优、仿真即落地”。一体化设计制造平台为研发设计全流程提供了一体化的技术支撑,将设计、建模、工艺、编程、仿真能力深度融合,实现从产品模型到加工方案的无缝衔接。
2.1.1 全流程一体化设计与建模能力
机加产品的设计与制造脱节,核心根源在于设计与制造环节采用相互独立的软件系统,模型数据在流转中易出现失真、丢失,设计人员难以充分考虑产品的可制造性,导致设计方案反复修改。一体化设计制造平台搭载了行业领先的计算机辅助设计(CAD)能力,实现了设计与制造环节的模型同源与数据贯通,采用同源模型架构,将数控编程、三坐标测量等所有制造环节关联至零件的单一数字模型,实现设计与数控编程的并行协同——数控编程人员可在设计人员完成最终设计前,即可启动编程工作,而模型的设计变更可同步至所有关联环节,数控程序自动更新,有效解决了设计与制造不同步、变更响应慢的行业痛点。
同时,平台的同步建模技术,让编程人员可快速完成零件模型预处理,即便是第三方设计软件创建的模型,也能直接进行编辑调整,包括封闭孔与间隙、偏置面、调整零件特征尺寸等,无需重新建模,大幅缩短了编程前的模型准备周期。针对机床研发场景,可完成机床机械结构、电气系统、工装夹具的全三维建模,为后续的数字李生仿真、虚拟调试提供精准的模型基础,实现机床研发从设计、仿真到制造的全数字化闭环。
2.1.2AI驱动的智能工艺规划与编程自动化
传统数控编程高度依赖工程师的个人经验,针对复杂零件的编程往往需要数天时间,且不同工程师编制的程序质量参差不齐,难以实现标准化与最优化,成为制约生产效率的核心瓶颈。依托先进的计算机辅助制造(CAM)技术与AI算法的深度融合,实现了从零件特征识别到加工程序生成的全流程自动化、智能化,彻底重构了传统数控编程模式。其中,基于特征的加工技术(FBM)可直接依据零件设计模型,自动识别棱柱体、孔、槽、曲面等各类加工特征,匹配企业内置的加工知识库,自动生成优化的机床加工程序,可将编程时间缩短高达90%。同时,系统支持产品制造信息(PM)驱动加工,可直接读取模型上附带的产品制造信息(包括公差、表面光洁度、材质等),自动匹配对应的加工工艺、刀具选型与切削参数,让设计要求直接转化为加工执行标准,避免了人为解读偏差导致的质量问题。
针对不同加工场景,CAM软件提供了覆盖全加工类型的编程能力,包括2.5轴铣削、3轴铣削、高速加工、五轴联动加工、车削、车铣复合加工、线切割加工等,无论是简单的棱柱类零件,还是航空发动机叶轮、内燃机歧管等复杂结构件,都能实现高效、精准的编程。针对叶轮、整体叶盘等复杂多叶片回转零件,配套专用的五轴数控编程模块,可大幅减少编程工作量,通过平滑走刀策略实现高质量表面精加工;针对歧管、气缸盖气道等复杂内型腔结构,专用的管腔加工功能可快速生成流畅、高效且无碰撞的刀具路径,大幅降低复杂结构的编程难度。
此外,系统内置可定制的加工数据库与工艺模板体系,企业可将经过验证的成熟工艺、优选刀具、切削参数、加工流程沉淀为标准化模板,实现“专家经验数字化、编程流程标准化”,大幅降低对资深编程人员的依赖,同时保障不同批次、不同人员编制的加工程序质量稳定一致,从工艺源头保障“一次加工合格”。
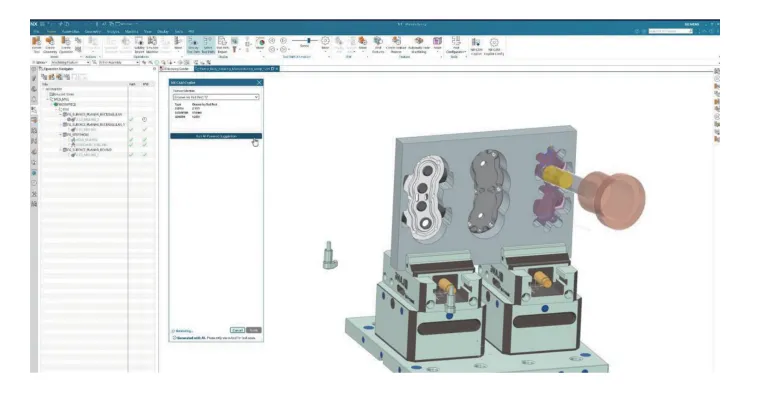
与此同时,在使用传统数控加工简单零件的场景中,CNC程序的编写长期依赖人工参数输入与离线编程工具,工程师需在CAD系统与机床控制器之间反复切换,将几何信息手动转译为加工指令。这一流程不仅耗时较长,更因人工介入环节过多而极易引发参数设置错误,直接影响加工精度与生产一致性。西门子 Optimize MyProgramming /3D Scanner 作为 Siemens Xcelerator数字化组合的重要组成部分,从根本上重构了上述工作流程。该软件方案直接嵌入SINUMERIKOperate操作界面,使工程师得以在机床控制器上完成程序的创建与优化,彻底消除了系统切换成本与数据传递壁垒,且无需额外培训即可上手使用。
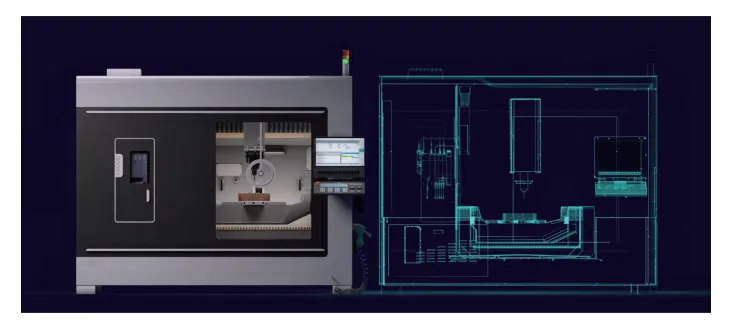
在核心能力层面,该方案通过AI算法自动解析3DCAD模型(如STEP文件),智能识别型腔、孔位、斜面等可加工几何特征,并将其自动组织为结构化的 NC 程序,附带推荐加工循环与参数配置,相较传统基于 2D 图纸的手工编程方式,编程效率提升幅度可达约 80%。与此同时,系统依据识别到的几何特征,为工程师提供针对性的加工策略建议,优化加工循环参数设置,从源头减少编程错 误,确保生产质量的稳定性与一致性。在部署灵活性方面,Optimize MyProgramming /3D Scanner 同步支持基于 Run MyVirtual Machine 的数字孪生环境,用户可在实机部署前于虚 拟环境中完成程序验证,进一步降低首次加工的出错风险,切实践行“一次调试正确”的工程理念。