


本报告/资料下载领取方式详见文末
(一)工业机器视觉行业基本情况
工业机器视觉是指应用在工业自动化领域中,通过机器视觉产品代替人眼捕获并处理分析图像,根据输出的结果为设备执行其功能提供操作指引的硬件和软件算法的组合。其主要功能包括识别、测量、定位和检测,具体描述如下表所述:
主要功能 | 描述 |
识别 | 甄别目标物体的物理特征,如外形、颜色等,通过图像分析精准区分不同类别或属性的物体,为后续分类、筛选等操作提供依据 |
测量 | 把获取的图像像素信息标定成常用的度量衡单位(如毫米、厘米等),再通过算法精确计算出目标物体的几何尺寸(如长度、宽度、厚度、直径等),实现非接触式高精度测量 |
定位 | 基于图像数据获取目标物体在空间中的位置坐标(如X/Y/Z轴位置)和姿态信息(如角度、朝向等),为机器人抓取、装配、贴合等后续执行环节提供精准引导 |
检测 | 对目标物体进行全面外观扫描与分析,判断是否存在表面缺陷(如划痕、凹陷、裂纹、污渍等)、装配偏差、异物附着等问题,实现产品质量的自动化筛查与判定 |
1. 工业机器视觉产业链及其发展概况
工业机器视觉产业链的上游为核心部件,包括光源及光源控制器、镜头和工业相机等硬件产品,以及视觉算法、应用软件等软件产品。产业链中游为视觉系统与解决方案,通过将上游核心部件和软件算法灵活配置并集成,同时结合下游的生产工艺,形成一整套解决方案,有效地应用于实际的工业场景中,实现识别、测量、定位和检测功能。产业链下游为各行业应用集成与服务,目前下游应用行业主要包括电子、半导体、汽车、光伏、锂电、轨道交通等领域。
伴随着核心技术的不断突破以及制造业的转型升级,工业机器视觉的应用领域不断拓宽,全球及中国机器视觉发展历程如下图所示:
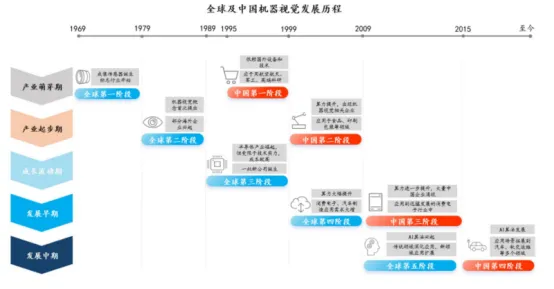
全球工业机器视觉的发展可分为五个阶段:产业萌芽期(1969-1979年),成像传感器诞生,为机器视觉的产生奠定基础;产业起步期(1980-1989年),机器视觉的概念被首次提出,相关企业如加拿大的TeledyneDalsa(达尔萨)、英国的E2V和美国的Cognex(康耐视)等诞生;成长波动期(1990-1999年),半导体产业的发展激发了机器视觉的需求,但由于成像技术和算法算力发展尚未成熟,机器视觉成本高,同时一批规模不大的机器视觉新公司诞生;产业发展早期(2000-2009年),算力大幅提升,3C电子和汽车制造等行业对机器视觉的应用需求强烈,机器视觉行业迅速发展繁荣;产业发展中期(2010年-至今),AI算法兴起并迅速发展,机器视觉的应用领域更加广泛。
中国工业机器视觉的发展可分为四个阶段:产业萌芽期(1995-1999年),起初主要依赖于引进国外设备和技术,但由于成像技术和算法算力尚未成熟,仅应用于航空航天、军工及高端科研等核心领域,部分相关企业作为国外代理商提供机器视觉器件及技术服务;产业起步期(2000-2008年),随着算力的提升和国内制造业的发展,开始应用于食品、印刷包装等领域,国内开始出现机器视觉相关企业;产业发展初期(2009-2015年),算力强度的提升和3C电子产业的飞速发展推动了中国机器视觉产业的发展,国内涌现大量机器视觉公司;产业发展中期(2016年-至今),AI算法的发展促进了行业进步,机器视觉的应用场景拓展到半导体、汽车、锂电等多个领域,国内企业的自研能力不断提升。
2. 中国工业机器视觉市场规模及未来发展趋势
随着工业机器视觉核心技术的不断突破与应用领域的不断拓展,中国工业领域机器视觉的市场规模由2020年的83.3亿元增长至2024年的268.3亿元,年复合增长率34.0%。
未来,机器视觉作为工业智能制造发展的关键支撑技术之一,将在工业领域中发挥越来越重要作用,帮助企业提高生产效率、降低成本,并推动制造业的升级转型。因此,未来中国工业机器视觉的市场规模有望进一步扩大,预计2029年达630.1亿元。
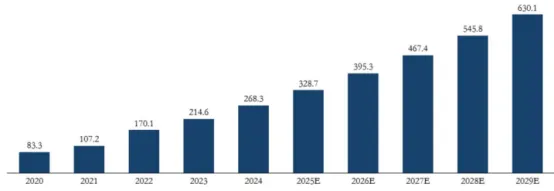
图:中国工业机器视觉产品市场规模(2020-2029E),单位:亿元
资料来源:弗若斯特沙利文
未来,中国工业机器视觉的发展趋势主要表现如下:
① 应用领域不断扩展
目前,中国工业机器视觉主要应用于3C电子、半导体、汽车、光伏、锂电等几大领域中。未来,随着产业的转型升级和机器视觉的发展创新,工业机器视觉解决方案将应用到更多行业中,为更多工业领域实现自动化稳定高效生产提供强有力的支持。
② 性能水平快速提升
近年来,人工智能技术的飞速发展为工业机器视觉的发展带来了新的机遇,随着前沿技术的逐步成熟和应用,工业机器视觉解决方案将更加智能化。例如,深度学习算法的应用可使机器视觉设备具有更高的图像识别能力和实时分析能力,增强学习算法的应用可使机器视觉设备具备更强的学习和适应能力,提高解决方案的准确性和稳定性。此外,随着计算机软硬件技术的不断进步,工业机器视觉的算力和速度也将进一步提升。
(二)汽车制造机器视觉行业基本情况及发展趋势
在多样化的工业制造中,汽车制造一直被誉为“工业皇冠上的明珠”,既是我国工业经济稳增长的“压舱石”,也是建设制造强国的重要支撑。近些年,我国汽车制造朝着自动化、数字化、智能化方向快速发展,作为工艺转型升级的核心支持技术之一,汽车制造机器视觉产品也经历了从“国外垄断”到“国产替代”的发展历程。
1. 机器视觉对汽车制造具有重要价值
应用于汽车制造领域的机器视觉技术与产品在提升质量、降低成本、增加效率、拓展柔性、助力“数智化”转型五方面发挥着核心价值,具体体现在:
① 提升质量一致性,保障品质与安全
汽车制造具有产量大、节拍快、工艺复杂等特点,如何保障质量一致性一直是行业关注的重点,其中尺寸与外观质量关乎汽车品质,连接工艺质量更是与汽车安全直接相关。利用视觉测量、视觉检测设备可以实现更精准、更高效的质量控制,避免了人工检测因技能差异、状态起伏等因素导致的质量波动。
② 替代人工操作,降低制造成本
根据国家统计局发布的《第五次全国经济普查公报(第三号)》,截至2023年末全国汽车制造业的从业人数为557.6万人。其中大量人员从事着搬运、装配和质检等工作,利用机器视觉设备可以实现相关工艺环节的人工替代,大幅降低制造成本。
③ 提升制造效率,加速新品交付
整车厂通过引入机器视觉设备实现搬运、装配、质检等制造环节的自动化,在加速工艺流程的同时确保汽车制造的质量一致性与工艺稳定性,减少质量返工,提升产线效率。另一方面,随着消费者差异化需求的增强和车企间竞争的加剧,车企新车型上市节奏要求越来越快,机器视觉设备可通过软件参数配置高效满足新车型生产要求,缩短产线投产周期,加速整车厂新产品的交付。
④ 拓展制造柔性,提升产线收益
多品种、定制化是当前汽车消费发展趋势,对整车厂混线生产能力提出了更高的要求。产线使用机器视觉设备可以极大简化,甚至替代机械工装,且视觉设备维护、拓展更便捷,让多车型混线生产更易达成,帮助整车厂实现更高收益。
⑤ 积累数据资产,助力“数智化”转型
随着机器视觉设备在汽车制造各工艺环节的广泛应用,其采集的质量数据是整车厂建档回溯生产过程的关键支撑。基于对大批量数据的关联分析与人工智能技术,可以实现汽车制造过程质量快速诊断、设备预维护等,从而帮助整车厂进一步优化制造工艺,推动行业“数智化”转型。
比如,使用机器视觉产品引导机器人焊接,“视觉拍照及计算总时间平均为1.7s,与工装夹具车身所需的8s相比,有效提高了焊接效率”;使用机器视觉产品进行补焊相较传统车身落位焊接,“可以提升线体的自动化率和柔性”,实现“现场质量可追溯”,“且具有一定的工艺性优势、经济性优势和快速维护性优势,节省纯工艺时间6s,节省单工位投资11万元”“为降本增效提供了更多可能性”。
机器视觉技术与产品对于汽车制造具有如上五方面的重要价值,当前已广泛应用于传统燃油车和新能源车的整车及零部件的生产过程,涵盖冲压、焊装、涂装、总装四大核心整车工艺、新能源车电池工艺以及主要的汽车零部件生产工艺。目前冲压车间主要应用的机器视觉解决方案包括开卷质量检测、冲压后质量检测、引导抓取等;焊装车间主要应用包括涂胶检测、引导抓取、尺寸测量等;涂装车间主要应用包括漆面缺陷检测、车身定位等;总装车间主要应用包括间隙面差测量、引导装配等;新能源汽车电池生产过程中应用包括电池壳尺寸测量、电池壳焊缝质量检测、引导装配等;汽车零部件生产过程中应用包括尺寸测量、缺陷检测、定位引导、字符识别等。
2. 汽车制造机器视觉技术要求
汽车产品相比于消费电子、光伏、锂电等其他工业产品,具有复杂性更高、对安全和质量的设计标准更为严苛等特点,具体体现如下:
① 系统复杂:汽车整车包含3万多个结构复杂、形状各异、材料多样的零部件,涉及机械传动、电子电气、热管理等多个跨学科技术集成,软件代码规模更是达到1亿行以上。
② 安全可靠:汽车设计需符合NCAP、FMVSS、ECE等国际安全标准,涵盖碰撞、防火、电气、排放等多方面;汽车出厂前需要通过高温、低温、振动、雨淋等各种极端环境和各种实际道路下超2,000项可靠性测试。
③ 优质耐用:汽车制造每个环节都有严格的质量控制标准体系,涉及工艺、材料、测试、供应链管理等各方面;汽车设计使用寿命通常达15年/30万公里,故障率需在整个生命周期内保持极低水平,关键部件故障率更是要求≤0.001%。
在实现上述严苛的产品设计标准基础上,当代汽车又面临着差异化、定制化的市场消费需求,为实现双重需求下的汽车产品大规模制造,高标准且稳定的制造工艺是先决保障条件,因此应用于汽车制造工艺中的机器视觉设备面临着非常严苛的技术要求,具体表现在:
① 精确无误
汽车的安全性、可靠耐用性等性能都依赖于零部件的高精度制造和装配。以白车身为例,5米长的车身尺寸制造公差普遍要求≤±1.0mm,四门两盖等关键部件装配公差普遍要求≤±0.5mm,零件安装定位孔制造公差更是要求≤±0.2mm。应用于汽车尺寸测量的机器视觉设备,通常要求设备测量精度在零件制造公差范围的1/5~1/3;即需要在5米长的大范围实现≤±0.1mm的测量精度,对视觉测量设备的量程与精度性能提出极高的要求。
同时,汽车产品价值高且有严格召回制度,用户对产品缺陷容忍度接近于零。以汽车外观为例,为了最终得到一辆外观无瑕疵的汽车,需要在冲压、焊装、涂装、总装全过程对车身表面数十类微小缺陷进行全部检出,并准确分类以指导修复。由于车身表面最小缓变形貌缺陷的深度变化小于0.1mm,因此,存在微小缺陷可识别性差、缺陷形态相似难以分类等诸多难题,对外观视觉检测设备的检出率与准确率提出极高的要求。
② 稳定可靠
汽车系统复杂且质量标准极高,高稳定性的制造工艺是实现其大规模生产中产能稳定与质量稳定的基础保障。汽车高产量产线通常是全年7*24小时不间断生产,高稳定性、低故障率是对工艺设备的基本要求。同时汽车制造现场还面临着温度不可控、电磁干扰严重、光照变化、高频振动等诸多环境因素干扰,比如汽车冲压车间或大型一体式压铸车间地面的振动加速度可达0.15倍重力加速度、大型压铸件或涂装面漆检测工位的环境温度高达65℃、焊装车间常年处于火光飞溅、粉尘严重等工况,对应用于汽车制造现场的机器视觉设备的系统稳定性和抗干扰性能提出极高的要求。
③ 高效灵活
市场增长与消费需求驱动下,高节拍、多品种混线生产是现代汽车制造的特点。为实现大规模制造,汽车企业在不断追求更高的生产节拍,目前行业内最快节拍已达28秒每台车。对应用于汽车制造过程的机器视觉设备,需要在几乎不占用生产节拍的条件下完成零件视觉定位或在几十秒节拍内完成5米级全车身表面的检测覆盖,且确保精度不损失,因此对光学传感、视觉算法、硬件处理、软件交互等全方面效率提出极高的要求。
同时,为适应差异化、定制化的当代汽车消费需求,多品种混线的订单式生产模式成为目前主流方向,最新的汽车智能工厂可同时生产十余款数百种配置的车型。对应用于汽车制造过程的机器视觉设备,需保证精度不损失的条件下,快速灵活兼容多车型生产,如检测系统需同时兼容高光/哑光/半哑光/珍珠光/多色拼接/颜色渐变/金属颗粒掺杂等不同油漆表面质量检测,因此对视觉系统的兼容适应性提出极高的要求。
《汽车制造机器视觉行业深度分析报告(政策法规、发展现状、未来趋势、竞争格局)》原文WORD版:请回复“报告340”免费下载。

招股说明书解读▶
行业分析报告▶
中国人身险中介行业深度分析报告
全球及中国钼行业深度分析报告(资源分布、监管政策、现状趋势、竞争格局)
全球调味品行业(酱油、蚝油、食醋料酒、复合调味料)深度分析报告
中国医药市场(消化系统疾病、心血管疾病、内分泌系统疾病、炎症疾病、神经系统疾病、创新肿瘤药、眼科药物)行业深度分析报告
国内中长期发展规划▶行业标准▶《混凝土结构设计标准》GB T50010-2010(2024年修订)
绝版资料▶
招股说明书解读▶
行业分析报告▶
中国人身险中介行业深度分析报告
全球及中国钼行业深度分析报告(资源分布、监管政策、现状趋势、竞争格局)
全球调味品行业(酱油、蚝油、食醋料酒、复合调味料)深度分析报告
中国医药市场(消化系统疾病、心血管疾病、内分泌系统疾病、炎症疾病、神经系统疾病、创新肿瘤药、眼科药物)行业深度分析报告
国内中长期发展规划▶行业标准▶《混凝土结构设计标准》GB T50010-2010(2024年修订)
绝版资料▶