【DT未来产业】免热处理铝合金是新能源汽车一体压铸技术的关键材料,它解决了传统压铸铝合金需要热处理的痛点,避免了零件变形、尺寸精度失控、生产周期长、成本高企等问题,与一体压铸 "大尺寸、一体化、高效率、低成本" 的产业需求完美适配。
行业背景:一体压铸爆发,带动免热处理铝合金成为刚需
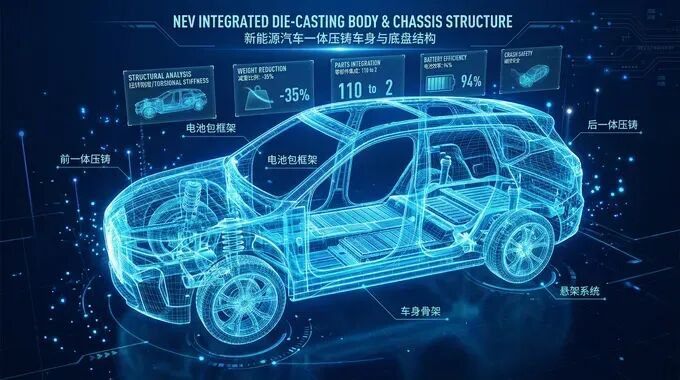
一体压铸已成为新能源车企降本增效的核心技术路线,它用大吨位压铸机将原本数十上百个焊接的车身零件,一次性压铸成型为 1-2 个大型整体件,生产效率、车身性能、制造成本均实现质的飞跃。
据 GGII 公开数据,2024 年国内新能源汽车一体压铸渗透率已达 18%,预计 2025 年将突破 35%,2030 年渗透率超 70%。对应免热处理铝合金市场规模,2024 年国内市场规模达 42 亿元,预计 2025 年将突破 80 亿元,2027 年市场规模有望突破 200 亿元,年复合增长率超 60%。
传统车身结构件用压铸铝合金,需经过 T6/T7 热处理才能达到≥120MPa 屈服强度、≥10% 延伸率的车身结构件性能要求,但热处理会带来三大无法适配一体压铸的痛点:尺寸精度失控、生产效率大幅降低、成本显著上升。
免热处理铝合金通过成分优化,在压铸成型后无需热处理,即可满足车身结构件的强韧性要求,完美适配一体压铸的技术需求,已成为全球车企一体压铸路线的标配材料。
材料配方:核心性能量化与主流技术路线
免热处理铝合金的配方核心逻辑,是通过合金元素配比优化,在铸态下实现 "高强度 + 高延伸率 + 高压铸性能" 的平衡,同时兼顾材料成本与量产稳定性。目前行业主流技术路线分为两大体系,均已实现规模化量产落地。
两大主流配方体系与性能量化参数
Al-Mg-Si 系(硅镁系) | Si、Mg 为主,添加 Mn、Ti、Zr 等微量元素细化晶粒 | 抗拉强度 240-300MPa,屈服强度 120-180MPa,延伸率 10%-18% | 强韧性平衡好,压铸流动性佳,抗热裂性能优,可适配壁厚 2-5mm 的大型复杂压铸件,是目前行业主流路线 | 立中集团 LDHM 系列、帅翼驰 CZ-Al 系列、广东鸿图 HT-01、美国美铝 EZCAST 系列 |
Al-Mn 系(锰系) | Mn、Mg 为主,低 Si 无 Cu | 抗拉强度 220-260MPa,屈服强度 100-140MPa,延伸率 15%-22% | 延伸率极高,抗冲击性能、折弯性能优异,适配碰撞吸能区零件,压铸性能稳定 | 德国莱茵菲尔德、江苏大学自研体系、蔚来合作开发牌号 |
核心配方设计的关键细节
Mg 元素是核心强化项,Mg 含量直接决定材料的铸态强度,主流配方中 Mg 含量控制在 3%-6%,超过 6% 会导致材料脆性上升、压铸流动性下降,低于 3% 则无法满足铸态强度要求。
微量元素是 "性能稳定剂",Ti、Zr、Sr 等微量元素添加量仅 0.05%-0.2%,但能显著细化晶粒,解决大型压铸件局部晶粒粗大、性能不均的问题,这些微量元素是保证大尺寸一体压铸件整体性能稳定的关键。
Fe 元素是 "双刃剑",微量 Fe 元素能提升材料的抗粘模性能,减少压铸模具损耗,但 Fe 含量超过 0.15% 会导致材料延伸率大幅下降,主流免热处理铝合金均将 Fe 含量严格控制在 0.08%-0.12% 区间。
国内企业自研配方量产案例
立中集团是国内首家实现免热处理铝合金规模化量产的企业,其核心牌号 LDHM-02 是国内应用最广的自研配方,公开可查的核心参数与落地情况:
铸态性能:抗拉强度 270MPa,屈服强度 140MPa,延伸率 16%,性能远超《汽车用铝合金压铸结构件》行业标准要求。 量产适配:可适配 6000 吨 - 12000 吨大吨位压铸机,最大可成型尺寸超 1.8 米的大型一体压铸件,压铸废品率控制在 2% 以内,远低于行业平均 5% 的水平。 认证与落地:已通过比亚迪、理想、小鹏、零跑等多家车企认证,2024 年配套一体压铸件出货量超 12 万吨,国内市场占有率超 30%。
小米在 SU7 系列车型中全栈自研了泰坦免热处理铝合金,是国内车企中为数不多的自研材料牌号,结合其 9100 吨一体化压铸工艺落地,官方披露的核心量化数据:
材料性能:屈服强度超 130MPa,延伸率超 10%,同时压铸流动性较传统牌号提升 20%,完美适配小米后底板一体压铸件的复杂结构。 工艺适配:配合 9100 吨压铸机,将原本 70 多个车身零件整合为 2 个大件,零件数量减少 97%,车身扭转刚度提升 17%。 量产落地:已在北京亦庄工厂实现规模化量产,2024-2025 年累计配套 SU7 系列车型超 20 万台,是国内车企自研免热处理铝合金规模化落地的标杆案例。
帅翼驰是国内最早与特斯拉合作的免热处理铝合金企业,其自研 CZ-Al21 牌号已通过特斯拉全球工厂认证,核心量化参数:
铸态性能:抗拉强度 260MPa,屈服强度 130MPa,延伸率 14%,同时材料的抗疲劳性能较传统牌号提升 30%; 认证与落地:通过特斯拉、蔚来、奇瑞、吉利等车企认证,2024 年配套特斯拉上海工厂 Model Y 后底板一体压铸件,年供货量超 8 万吨,是长三角地区核心的免热处理铝合金供应商。
一体压铸工艺适配:材料与工艺的协同降本增效量化
免热处理铝合金的价值落地,离不开与一体压铸工艺的深度适配,材料配方决定了性能上限,而工艺参数优化则决定了量产稳定性与降本效果。目前行业主流的工艺适配方案,均围绕 "材料特性 - 压铸参数 - 零件性能" 的协同优化展开。
免热处理铝合金带来的一体压铸核心价值量化
对比传统冲压焊接工艺 + 热处理铝合金,免热处理铝合金 + 一体压铸的组合,在生产效率、制造成本、车身性能三大维度实现了全面突破,行业通用量化数据如下:
生产效率 | 单零件压铸成型时间 45-90 秒,全流程生产周期 1-2 小时 | 单零件冲压 + 焊接 + 热处理全流程周期 12-24 小时 | 生产效率提升 10 倍以上 |
零件数量 | 车身后底板 1-2 个零件 | 传统后底板 70-80 个零件 | 零件数量减少 97% 以上 |
焊接点 | 50 个以内 | 700-800 个 | 焊接点减少 90% 以上 |
车身重量 | 较传统工艺降低 10%-30% | 基准值 | 车身轻量化提升 10%-30%,对应续航提升 3%-5% |
制造成本 | 单后底板零件成本 400-600 元 | 传统工艺单后底板成本 800-1200 元 | 制造成本降低 40%-50% |
模具损耗 | 单套模具可压铸 10 万 - 15 万模次 | 传统冲压模具单套寿命 30 万 - 50 万模次,但需配套数十套模具 | 综合模具成本降低 30% 以上 |
核心工艺适配要点与车企量产案例
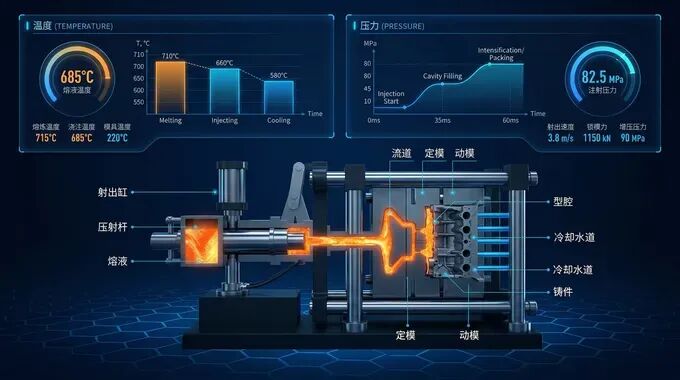
免热处理铝合金对压铸工艺的核心要求,集中在压铸吨位、熔体温度、模具温度、冷却速度四大参数,不同配方体系的工艺适配窗口差异显著,主流车企的量产工艺方案如下:
特斯拉是全球首个将免热处理铝合金 + 一体压铸规模化落地的车企,其上海工厂 Model Y 后底板一体压铸的工艺方案,是行业标杆:
材料适配:采用美铝 EZCAST 免热处理铝合金,国内工厂配套帅翼驰同体系国产化材料,适配 6000 吨 - 9000 吨力劲压铸机。 核心工艺参数:熔体温度控制在 680±10℃,模具温度控制在 180-220℃,压射速度 4-6m/s,增压比压≥80MPa,配合高压点冷工艺,实现铸件从表到心的均匀冷却,解决大型铸件晶粒不均的问题。 量产效果:单台 Model Y 后底板压铸成型时间仅 80 秒,较传统工艺单车制造成本降低约 2000 元,2024 年上海工厂累计生产超 45 万台,压铸良品率稳定在 98% 以上。
小鹏 X9 是国内首款采用前后一体压铸的纯电 MPV,其免热处理铝合金工艺适配方案,针对 MPV 大尺寸车身做了专项优化:
材料适配:采用广东鸿图 HT-01 免热处理铝合金,适配 12000 吨压铸机,最大成型零件尺寸超 2.1 米,是目前国内量产的最大尺寸一体压铸车身件。 工艺优化:针对大尺寸铸件易变形的问题,通过材料配方微调提升抗热裂性能,同时采用分区温控模具技术,将铸件不同区域的温差控制在 30℃以内,零件平面度误差控制在 0.15mm 以内。 量产效果:前后车身零件总数从 159 个减少至 3 个,焊接点减少 1690 个,车身扭转刚度达到 40500N・m/deg,成为国内 MPV 车身刚性标杆,2024 年上市后累计量产超 6 万台,压铸良品率稳定在 97% 以上。
蔚来 ET5 采用了高延伸率的 Al-Mn 系免热处理铝合金,针对后地板碰撞吸能区做了专项材料 - 工艺协同优化:
材料适配:采用与德国莱茵菲尔德联合开发的高韧性免热处理铝合金,铸态延伸率超 20%,碰撞吸能性能较传统牌号提升 40%。 工艺适配:采用低压铸造 + 高压压铸结合的工艺,压射速度降低至 2-3m/s,减少铸件内部气孔,同时提升材料的抗冲击性能,完美适配后碰撞吸能区的安全要求。 量产效果:后地板零件数量从 92 个减少至 1 个,车身后碰变形量减少 30%,后排乘员舱安全性大幅提升,2024 年累计配套量产超 12 万台。
车企认证:准入门槛与量产落地核心流程
车企认证核心流程与周期
免热处理铝合金的车企认证,分为 5 个核心阶段,全流程周期通常在 12-24 个月,只有完成全流程认证,才能进入车企的正式供应链体系:
材料性能实验室验证 | 对材料的铸态力学性能、化学成分、压铸性能、抗疲劳性能、耐腐蚀性能进行全维度实验室检测 | 所有性能指标需满足车企图纸要求,批次性能波动≤5%,耐腐蚀性能满足 1000 小时盐雾试验无锈蚀 | 2-3 个月 |
小批量压铸试模 | 用目标零件模具进行小批量压铸试生产,验证材料的压铸适配性、成型稳定性、良品率 | 试模批次≥3 批,每批≥50 件,压铸良品率≥95%,零件尺寸精度满足图纸 ±0.2mm 要求 | 3-4 个月 |
零件性能台架试验 | 对压铸成型的零件进行力学性能、疲劳性能、碰撞性能、环境老化性能台架测试 | 完成 100 万次疲劳试验无损坏,-40℃~85℃高低温循环 1000 次性能衰减≤5%,碰撞测试满足 GB 7258-2017 国标要求 | 6-8 个月 |
整车路试验证 | 将零件装配至整车,进行整车可靠性路试、极端环境路试 | 完成 10 万公里整车路试,零件无开裂、无变形、性能衰减≤3%,满足整车质保要求 | 6-9 个月 |
PPAP 量产批准 | 完成生产件批准程序,包括产能验证、质量管控体系、供应链稳定性验证 | 量产产能满足车企供货要求,过程能力指数 CPK≥1.33,批次不良率≤2% | 1-2 个月 |
国内主流车企认证与量产落地现状
目前国内免热处理铝合金的车企认证,呈现出 "头部材料企业率先完成多车企认证,新进入者聚焦细分车企突破" 的格局,核心落地情况如下:
已完成多车企规模化认证的企业:立中集团、帅翼驰、广东鸿图三家企业,是国内免热处理铝合金的第一梯队,均已完成比亚迪、特斯拉、蔚来、小鹏、理想等头部车企的认证,2024 年三家企业合计占据国内免热处理铝合金市场 75% 以上的份额。 车企自研自用认证:小米汽车、特斯拉、蔚来等头部车企,均自研了专属免热处理铝合金牌号,完成了内部车企认证,仅配套自有车型量产,不对外供应。 细分赛道突破企业:上海交通大学、江苏大学等高校与企业联合开发的牌号,已完成哪吒、零跑、奇瑞等二线车企认证,在细分车型上实现了规模化配套,2024 年市场份额快速提升至 15% 左右。
认证核心壁垒:不是 "性能达标" 就可以通过
从行业实际落地情况来看,免热处理铝合金的车企认证,核心壁垒并非实验室性能达标,而是量产稳定性与成本控制能力,两大核心考核维度:
批次稳定性:车企要求材料企业连续 10 批次以上供货,化学成分偏差≤0.05%,力学性能偏差≤5%,压铸良品率波动≤1%,这对材料企业的熔炼工艺、成分管控能力提出了极高要求,也是多数中小材料企业无法通过认证的核心原因。 成本与产能匹配:头部车企年需求量通常在 5 万吨 / 年以上,要求材料企业具备 10 万吨 / 年以上的稳定产能,同时材料报价需较进口牌号低 10%-20%,才能进入供应链体系。
市场格局与产业发展趋势
市场格局:国产替代已基本完成
免热处理铝合金赛道,早期由美国美铝、德国莱茵菲尔德等海外企业垄断,国内车企一体压铸发展初期,核心材料高度依赖进口。但随着国内企业技术快速突破,目前国产替代已基本完成:
2020 年,进口免热处理铝合金国内市场占有率超 80%。 2024 年,国产免热处理铝合金国内市场占有率已超 90%,进口牌号仅在少数合资车企高端车型上小批量应用。 核心原因:国产牌号在性能上已与进口牌号持平,同时价格较进口牌号低 15%-25%,且能配合车企完成材料 - 工艺协同定制化开发,响应速度远快于海外企业。
核心产业发展趋势
材料体系向 "高性能 + 低成本" 双方向发展:一方面,高延伸率、高抗疲劳性能的免热处理铝合金,将向碰撞吸能区、电池包壳体等更多车身部位拓展;另一方面,通过配方优化降低稀土、贵金属元素添加量,进一步降低材料成本,是行业核心研发方向。 材料 - 压铸 - 车企一体化绑定加深:头部车企与材料企业、压铸厂的联合开发模式,将成为行业主流。比如小米与立中集团、小鹏与广东鸿图、特斯拉与帅翼驰,均采用了 "联合开发材料 - 定制化工艺适配 - 独家配套量产" 的模式,大幅缩短认证与量产周期,形成供应链壁垒。 再生铝应用比例持续提升:免热处理铝合金对原材料杂质敏感度低,可适配高比例再生铝原料。目前行业主流配方再生铝添加比例已达 30%-50%,未来有望提升至 80% 以上,既能进一步降低材料成本,又能满足车企碳中和要求,是行业确定性发展趋势。
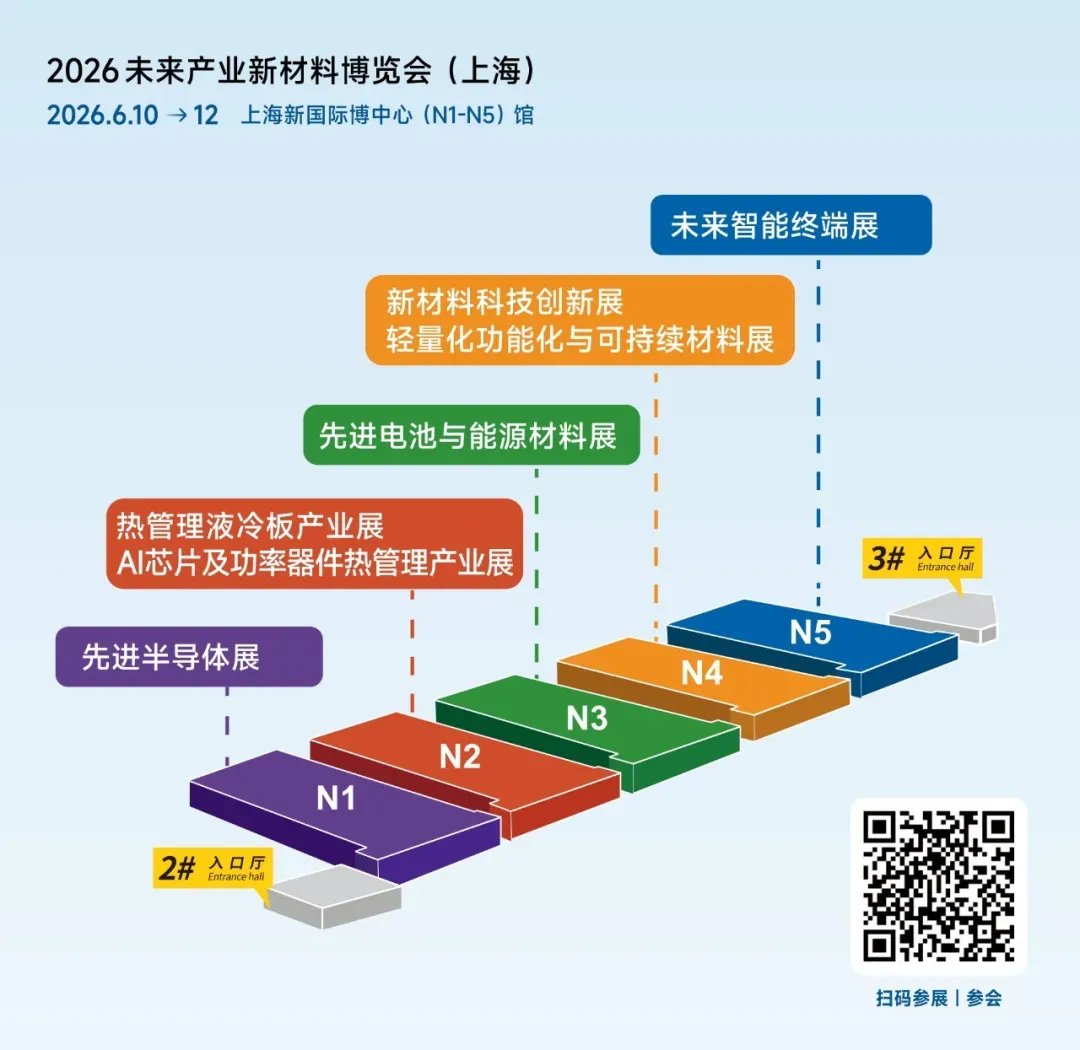
新能源汽车免热处理铝合金作为一体压铸技术的核心材料,已成为汽车轻量化领域的核心创新赛道。FINE2026 未来产业新材料博览会将特设新能源汽车创新材料论坛、轻量化功能化与可持续材料展,深度聚焦免热处理铝合金、一体化压铸技术、车身轻量化材料等核心方向,汇聚头部材料企业,以及整车厂的技术专家,分享免热处理铝合金的材料创新、工艺适配、车企认证与量产落地经验,打造新能源汽车材料全产业链交流与对接平台。

更多关于未来智能终端的优质企业、创新技术和材料产品,欢迎参加,2026年6月10-12日,上海新国际博览中心,2026未来产业新材料博览会。