


全球制药行业目前正处于从传统的批次制造(Batch Manufacturing)向连续制造(Continuous Manufacturing, CM) 转型的关键历史节点。这种转型不仅是生产工具的更新,更是制药工业质量管理哲学、供应链逻辑以及商业模式的系统性革命 。在过去的半个多世纪中,制药业长期依赖于离散的批次生产模式,物料在不同的单元操作之间停顿、存储并进行离线质量检测,这导致了极长的生产周期、大量的中间库存以及批次间难以避免的质量波动。随着“制药工业4.0”概念的提出,连续制造被公认为实现智能化、数字化和高效化生产的核心路径。
连续制造被定义为一种物料连续输入、持续转化并连续输出成品的集成工艺过程。相比之下,批次模式下生产周期的缩短通常受到物料转移、设备清洗和实验室检测周期的物理限制。连续制造通过消除这些固有的生产间隙,能将生产时间从数周甚至数月压缩至数天。在后疫情时代,全球供应链的脆弱性促使各国监管机构和制药巨头重新审视本土制造能力,而连续制造凭借其极小的物理足迹、高度的自动化程度以及快速响应市场波动的能力,成为了提升供应链弹性的关键技术。
连续制造的成功实施依赖于对工艺动力学的深刻理解,特别是物料流在系统中的动态行为。其核心逻辑在于通过精确的控制策略,使系统在整个运行时间内维持在预定义的“稳态” 。
在传统的批生产中,生产像是在“做饭”:先准备原料,在一个大锅里搅拌,然后停机检测,合格后再进行下一道工序。而连续制造更像是“流水线”或“自来水系统”,原料在动态状态下完成反应、混合、干燥及压片等所有环节。

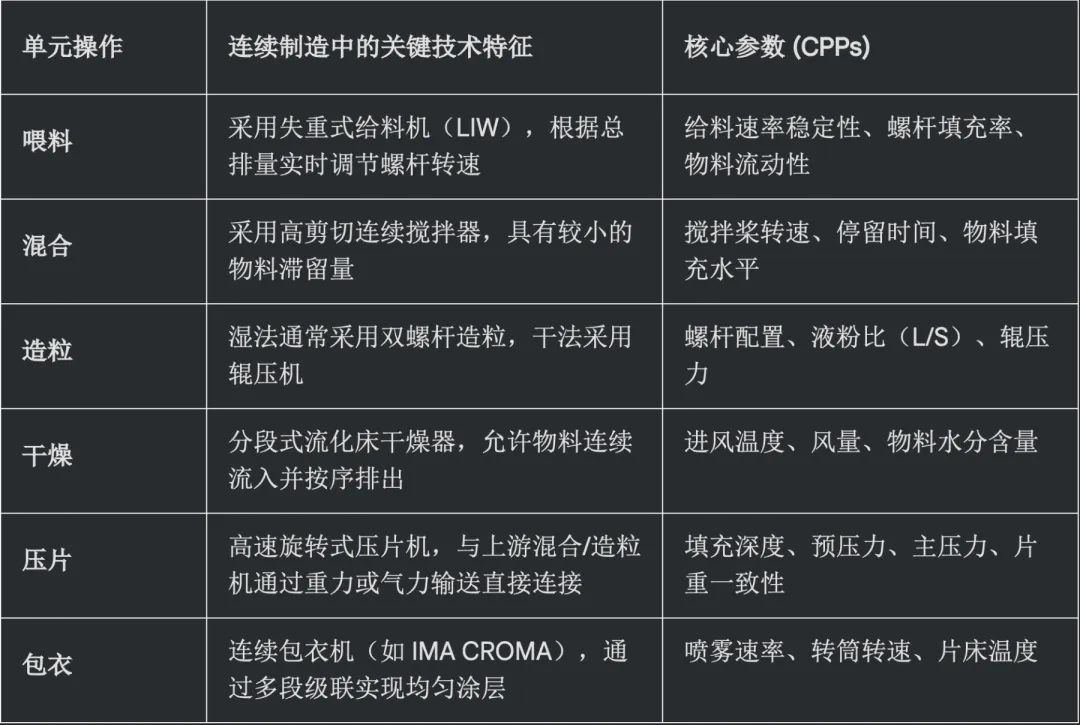
例如在口服固体制剂(OSD)的连续制造线中,生产流程通常从原材料的精准喂料开始,随后经过混合、造粒(可选)、干燥、压片和包衣等一系列集成步骤。
连续制造的核心优势之一是它与质量源于设计(QbD)原则的天然契合。在连续系统中,质量不再是“检测出来的”,而是通过对工艺参数的实时监控和控制“制造出来的”。实时放行测试(RTRT) 是连续制造的终极目标,它允许企业根据在线传感器采集的数据(如 NIR 测量的含量均匀度)直接释放产品,而无需等待数天的实验室分析。这不仅显著降低了仓储成本,还提高了药品的市场响应速度。
过程分析技术(PAT)是连续制造的“眼睛”,它通过在线、在线旁路或近线的分析手段,实时捕捉关键质量属性(CQAs)的变化。
光谱技术在实时监测中的角色
近红外光谱(NIR)和拉曼光谱(Raman)是目前制药连续制造中应用最广泛的 PAT 工具。
近红外光谱 (NIR):NIR 具有较强的穿透深度和极快的采样速度,非常适合监测粉末混合的均匀度、水分含量以及 API 的浓度波动。例如,在 Vertex 的 Trikafta 生产线中,NIR 探头安装在混合器的出料口,每秒采集多次光谱,通过化学计量学模型实时计算三种 API 的效价。
拉曼光谱 (Raman):相比 NIR,拉曼光谱对分子结构的变化更敏感,常用于监控连续合成反应中的中间体转化、多晶型的形成以及结晶过程。
化学计量学模型与生命周期管理
PAT 的应用并非仅仅是安装一个传感器,其背后的化学计量学模型才是核心 。这些模型必须能够处理复杂的光谱数据,滤除环境噪声,并将光谱信号转化为准确的物理/化学参数。
根据行业领先实践,PAT 模型的管理包括以下挑战和程序:
● 模型标定与预处理:通常需要采用平滑、标准正态变量变换和均值中心化等多种预处理步骤,以消除颗粒大小不一带来的光散射影响。
● 实时诊断与报警:在生产过程中,系统必须生成统计指标(如 Q-Residuals 和 Hotelling’s T-squared)来监测模型的“健康状况”。如果当前的物料超出了模型的校准范围,系统必须能够识别并预测结果,触发报警以防止误判。
● 模型维护与更新:API 或辅料的批次变更、设备的老化都会影响模型的准确性。更新一个稳健的模型通常需要两个月的时间,涉及到样本采集、实验室参考值的获取以及重新验证。
在连续制造中,如何确定某一特定时刻生产出来的药片是由哪一批原材料组成的?这是物料溯源的核心难题。停留时间分布(RTD)模型为这一问题提供了数学解答。
RTD 的物理意义与建模方法
RTD 描述了进入系统的物料粒子在系统内停留不同时间的概率分布。由于混合器和转运管道中的轴向扩散和径向混合,物料并不会像“塞流”那样齐步走,而是会发生铺展。通常采用“级联搅拌釜模型”来模拟这种非理想流动
智能剔除策略:扰动传播的控制
当上游给料机发生短暂波动(扰动)时,RTD 模型可以预测该扰动在下游各个单元操作中是如何平滑、稀释或传递的。
● 固定窗口法:基于检测点到剔除点的实验延迟时间进行简单剔除,但这往往会导致剔除过多合格产品。
● RTD 卷积法:利用卷积积分计算出口处的实时成分。如果预测值超出了预定义的限度(如标示量的 95%-105%),系统会自动切换剔除阀。这种方法极大地降低了不合格品混入成品的风险,同时最大限度地提高了收率。