



й«ҳејәй’ўз„ҠжҺҘе·Ҙиүәз ”з©¶
й«ҳејәй’ўз„ҠжҺҘзӘ—еҸЈжҜ”иҪҜй’ўзӘ„пјҢеҰӮеӣҫжүҖзӨәдёәеҗҢжқҝеҺҡжҷ®йҖҡй’ўдёҺй«ҳејәй’ўзҡ„з„ҠжҺҘзӘ—еҸЈеҜ№жҜ”гҖӮ

й«ҳејәй’ўејәеәҰй«ҳйңҖиҰҒжӣҙеӨ§зҡ„з”өжһҒеҺӢеҠӣпјҢз„Ҡй’ійҖүеһӢж—¶еә”зЎ®дҝқе…¶жңҖеӨ§иҫ“еҮәеҺӢеҠӣгҖӮ
й«ҳејәй’ўжҲҗеҪўеҗҺеӣһеј№еӨ§пјҢеӣһеј№еј•иө·зҡ„иЈ…й…Қй—ҙйҡҷдјҡз»ҷзӮ№з„ҠеёҰжқҘе·ЁеӨ§зҡ„иҙҹйқўеҪұе“ҚпјҢи°ғиҜ•иҝҮзЁӢйңҖйҮҚзӮ№е…іжіЁжқҝ件жҗӯжҺҘгҖӮ
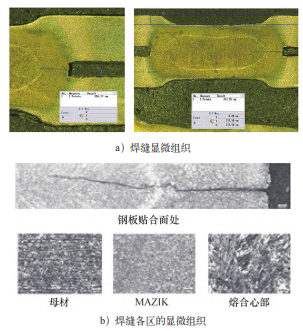
йҡҸзқҖжҜҚжқҗејәеәҰеҚҮй«ҳпјҢз„ҠзӮ№ејәеәҰеўһеҠ пјҢз•Ңйқўж–ӯиЈӮеҖҫеҗ‘д№ҹйҡҸд№ӢеўһеҠ пјҢз„ҠзӮ№йҡҫд»ҘеҪўжҲҗзәҪжүЈпјҢдҪҶеҚідҪҝз•Ңйқўж–ӯиЈӮд»Қе…·жңүиүҜеҘҪзҡ„жүҝиҪҪиғҪеҠӣгҖӮ
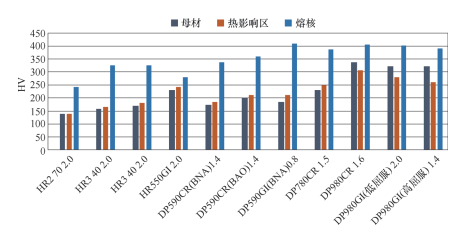
й«ҳејәй’ўз„ҠжҺҘеҢәзЎ¬еәҰй«ҳпјҢдҪҶ1000MPaд»ҘдёҠеҸҜиғҪеҮәзҺ°зғӯеҪұе“ҚеҢәиҪҜеҢ–зҺ°иұЎгҖӮеҜ№дәҺй«ҳејәй’ўз„ҠжҺҘиҖҢиЁҖпјҢйҡҸзқҖй’ўжқҗејәеәҰзҡ„жҸҗй«ҳпјҢжҜҚжқҗгҖҒзғӯеҪұе“ҚеҢәгҖҒзҶ”ж ёзЎ¬еәҰдёҺејәеәҰеқҮжҖ»дҪ“е‘ҲзҺ°еҚҮй«ҳи¶ӢеҠҝпјҢеҪ“ејәеәҰи¶…иҝҮдёҖе®ҡеҖјж—¶пјҢзғӯеҪұе“ҚеҢәзЎ¬еәҰе‘ҲзҺ°дҪҺдәҺжҜҚжқҗзЎ¬еәҰзҡ„и¶ӢеҠҝпјҢзғӯеҪұе“ҚеҢәеҸ‘з”ҹиҪҜеҢ–зҺ°иұЎпјҢеҰӮдёӢеӣҫжүҖзӨәпјҡ
й«ҳејәй’ўз„ҠжҺҘжҖ§иғҪеҲҶжһҗ
й«ҳејәй’ўз„ҠжҺҘжҺӘж–Ҫ
вҶ“ е…іжіЁдёңеҚҺдҪ°й“ҫзҪ‘еҫ®дҝЎе…¬дј—еҸ·пјҢиҺ·еҸ–жӣҙеӨҡиө„и®Ҝ вҶ“

еҫҖжңҹеӣһйЎҫпҪңREVIEW

е…ідәҺжң¬ж–Үпјҡ
зј–иҫ‘/зҺӢжҒ’иұ«
е®Ўж ё/жІҲзҗҰ
дҝЎжҒҜеҸӮиҖғпјҡеҗҙйқ’дә‘пјҢдҫҜзҺІпјҢзҺӢеӯҰж•Ҹ,жұҹж·®жұҪиҪҰиӮЎд»Ҫжңүйҷҗе…¬еҸёжҠҖжңҜдёӯеҝғ.жұҪиҪҰиҪҰиә«зү№з§Қй’ўжқҗзӮ№з„Ҡе·Ҙиүәз ”з©¶.йҮ‘еұһеҠ е·Ҙ,2023пјҲ3пјү.80-83пјҢдёңеҚҺдҪ°й“ҫзҪ‘з»јеҗҲж•ҙзҗҶпјӣ
еЈ°жҳҺпјҡжң¬ж–ҮзүҲжқғеҪ’еҺҹдҪңиҖ…жүҖжңүпјҢж–Үдёӯи§ӮзӮ№д»…дҫӣеҲҶдә«дәӨжөҒпјҢдёҚдҪңдёәеҶізӯ–е»әи®®пјҢеҰӮжңүж¶үеҸҠзүҲжқғй—®йўҳпјҢиҜ·иҒ”зі»еҲ йҷӨгҖӮ
зӮ№еҮ»дёӢж–№еӣҫзүҮй“ҫжҺҘ
иҝӣе…ҘдёңеҚҺдҪ°й“ҫзҪ‘еҫ®дҝЎе°ҸзЁӢеәҸ
д№°й’ўжқҗгҖҒжҹҘи®ўеҚ•гҖҒзңӢиө„и®Ҝ

зӮ№еҮ»вҖңйҳ…иҜ»еҺҹж–ҮвҖқдәҶи§ЈжӣҙеӨҡ
иө„и®Ҝж— д»· иҪ¬еҸ‘жҲ–зӮ№дә®вҖңеңЁзңӢвҖқ
