


зӮ№еҮ»дёҠж–№и“қеӯ—е…іжіЁжҲ‘
дёҖгҖҒжҰӮиҝ°
В В В В дёҠжңҹж–Үз« д»Ӣз»ҚдәҶжӢүжҢӨжҲҗеһӢе·ҘиүәдёӯеӯҳеңЁзҡ„й—®йўҳеҸҠе…¶зӣёеә”дёҫжҺӘпјҢдҪҶеңЁе®һйҷ…з”ҹдә§дёӯпјҢиҝҳйңҖиҰҒжӣҙеҠ 科еӯҰзҡ„з®ЎзҗҶпјҢдёәжҜҸдёӘз”ҹдә§жөҒзЁӢеҲ¶е®ҡйў„йҳІйЈҺйҷ©зҡ„жҺӘж–ҪпјҢжңҖз»Ҳз”ҹдә§еҮәзҡ„дә§е“ҒжүҚдјҡжңүжӣҙеҘҪзҡ„иҙЁйҮҸгҖӮжүҖд»ҘпјҢиҝҷжңҹж–Үз« е°Ҷеӣҙз»•зқҖ"еҰӮдҪ•з§‘еӯҰз®ЎзҗҶжӢүжҢӨе·Ҙиүәпјҹ"иҝҷдёӘй—®йўҳиҝӣиЎҢзӣёе…ізҡ„жҺўи®ЁдёҺз ”з©¶гҖӮ
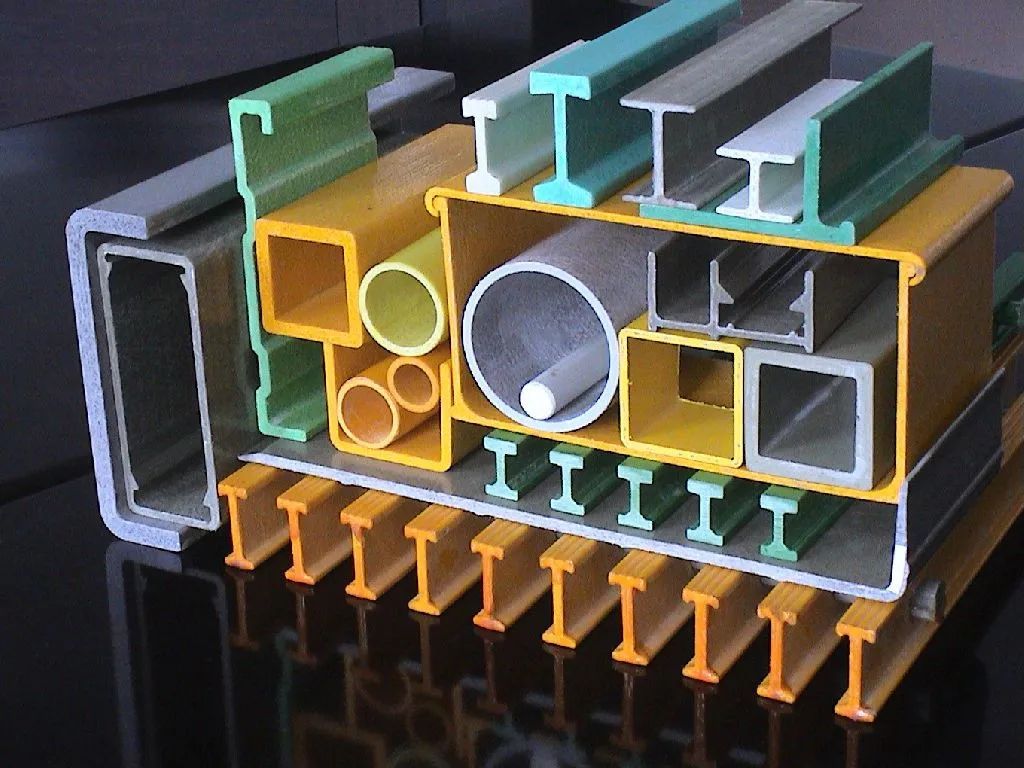
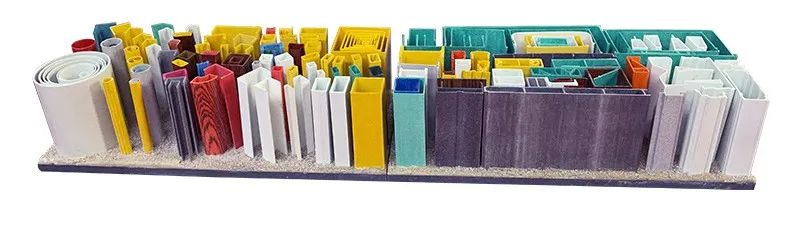
еҗ„зұ»зәӨз»ҙеӨҚеҗҲжқҗж–ҷжӢүжҢӨеһӢжқҗ
дәҢгҖҒжӢүжҢӨе·Ҙиүәзҡ„科еӯҰз®ЎзҗҶ
жӢүжҢӨе·Ҙиүәзҡ„科еӯҰз®ЎзҗҶеҶ…е®№жңүпјҡ
В В В В В В в‘ еҺҹжқҗж–ҷйӘҢ收пјӣ
В В В В В В в‘Ўдёӯй—ҙжқҗж–ҷжЈҖйӘҢпјӣ
В В В В В В в‘ўе·ҘиүәеҸӮж•°жҺ§еҲ¶пјӣ
В В В В В В в‘ЈжЁЎе…·з®ЎзҗҶпјӣ
В В В В В В в‘Өдә§е“ҒжЈҖйӘҢпјӣ
В В В В В В в‘ҘдҪҝз”ЁжЁЎжӢҹе®һйӘҢпјӣ
В В В В В В в‘ҰжҖ§иғҪиЎЁеҫҒгҖӮ
1гҖҒеҺҹжқҗж–ҷйӘҢ收
ж №жҚ®дә§е“ҒжҖ§иғҪиҰҒжұӮеҸҠе·Ҙиүәи®ҫи®ЎжқҘйҖүжӢ©жқҗж–ҷпјҢеҺҹжқҗж–ҷйӘҢ收зҡ„еҶ…е®№еҰӮдёӢпјҡ

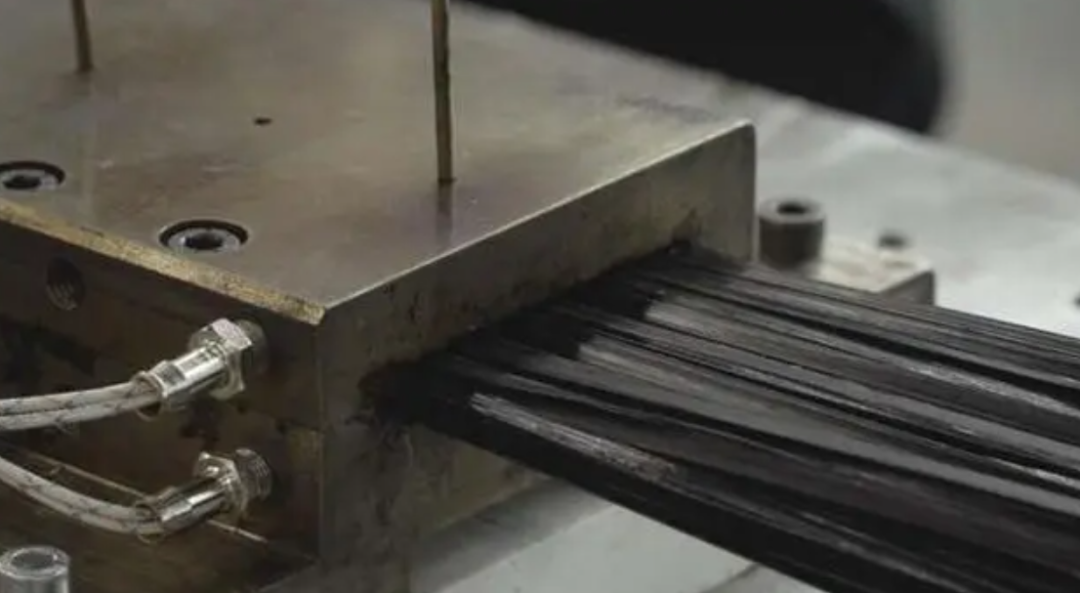
зҺ„жӯҰеІ©иҝһз»ӯзәӨз»ҙ
дёӯй—ҙжқҗж–ҷжҲ–иҝҮзЁӢжқҗж–ҷдё»иҰҒжҳҜжҢҮй…ҚеҲ¶еҘҪзҡ„ж ‘и„Ӯиғ¶ж¶Іе’Ңз”ұзәұжһ¶еј•еҮәзҡ„еўһејәзәӨз»ҙпјҢдёӯй—ҙжқҗж–ҷжЈҖйӘҢзҡ„еҶ…е®№еҰӮдёӢпјҡ
жҢүй…Қж–№еҲ¶й…Қзҡ„ж ‘и„Ӯзҡ„жҖ§иғҪжҳҜдёӯй—ҙжқҗж–ҷдёӯжһҒдёәйҮҚиҰҒзҡ„пјҢж ‘и„Ӯдёӯзҡ„жүҖжңүз»„еҲҶеҝ…йЎ»е……еҲҶж··еҗҲгҖҒеҲҶж•ЈеқҮеҢҖгҖӮж ‘и„Ӯй»ҸеәҰдёҖиҲ¬дёә0.22~1.2PaВ·sгҖӮе…¶еҸҚеә”жҙ»жҖ§SOIжөӢиҜ•з»“жһ„еҜ№е·ҘиүәжңүеҸӮиҖғд»·еҖјпјҢжӣҙеҘҪзҡ„ж–№жі•жҳҜDSCжі•пјҢе®ғеҸҜжөӢе®ҡеңЁдёҖе®ҡзҡ„еҚҮжё©йҖҹеәҰдёӢж ‘и„ӮдҪ“зі»зҡ„иө·е§ӢеӣәеҢ–еҸҚеә”жё©еәҰгҖҒеӣәеҢ–еҸҚеә”з»ҲдәҶжё©еәҰе’Ңж”ҫзғӯеі°пјҢжӯӨж–№жі•зҡ„жӢүжҢӨе·ҘиүәжӣҙжҺҘиҝ‘гҖӮдёәдәҶдёҺе·ҘиүәйЎ№еҢ№й…ҚпјҢеңЁжөёиғ¶жё©еәҰдёӢзҡ„ж ‘и„Ӯеҝ…йЎ»жңүиҫғй•ҝзҡ„дҪҝз”Ёжңҹ/еҮқиғ¶ж—¶й—ҙпјҢдёҖиҲ¬йҖӮз”Ёжңҹеә”еӨ§дәҺ8hпјҢиҮіе°‘еә”зӯүдәҺеңЁжӯЈеёёжӢүжҢӨйҖҹеәҰдёӢпјҢзәӨз»ҙжқҹд»Һиғ¶ж§ҪиҮіеҮәжЁЎе…·жүЈжүҖйңҖзҡ„ж—¶й—ҙгҖӮ
иҝһз»ӯзәӨз»ҙжҜЎзҡ„е№…е®ҪиҰҒжұӮдёҘж јпјҢеӨӘе®ҪжҲ–еӨӘзӘ„йғҪдјҡз»ҷз”ҹдә§е·ҘиүәжҲ–дә§е“ҒиҙЁйҮҸеёҰжқҘдёҚиүҜеҗҺжһңпјҢиҰҒзү№еҲ«е…іжіЁзІ—зәұзј з»“еҗҲзҺ»з’ғжҜӣиҒҡз§ҜгҖӮеҶ…жҠҪеӨҙзәұдҪҝз”ЁеҲ°еҗҺжңҹдјҡеҮәзҺ°е‘Ёеӣҙзәұеҗ‘еҶ…йғЁеЎҢйҷ·пјҢеҜјиҮҙзәұзј з»“пјҢжөёжёҚзІ—зәұиҮіиғ¶ж§ҪеҸЈж—¶пјҢеә”з”ЁеҲ®иӮЎеӯ”жқҝеҲ®жҺүзІ—зәұдёҠеӨҡдҪҷзҡ„ж ‘и„ӮжөҒеӣһиғ¶ж§ҪпјҢдҪҶжЁЎе…·е…ҘеҸЈеӨ„жҢӨеҮәзҡ„ж ‘и„ӮдёҖиҲ¬дёҚиғҪеҶҚз”ЁпјҢеӣ дёәе®ғе·Іе’ҢзғӯжЁЎжҺҘи§ҰпјҢдә§з”ҹзғӯжұЎжҹ“гҖӮзІ—зәұзҡ„жӮ¬еһӮеәҰдёҚе®ңиҝҮеӨ§пјҢзү№еҲ«жҳҜеңЁзәұеӣўеӨҡж—¶жҳ“йҖ жҲҗзәұй—ҙжЎҘжһ¶гҖҒзЈЁжҚҹзӯүпјҢдјҡеҜјиҮҙж–ӯзәұгҖҒзҺ»з’ғж— иҒҡз§ҜгҖӮ

3гҖҒе·ҘиүәеҸӮж•°жҺ§еҲ¶
жӢүжҢӨйҖҹеәҰе’ҢжЁЎе…·жё©еәҰжҳҜжңҖйҮҚиҰҒзҡ„жӢүжҢӨе·ҘиүәеҸӮж•°пјҢз”ҹдә§дёӯе…·дҪ“жҺ§еҲ¶зҡ„еҸӮж•°жңүжЁЎе…·жё©еәҰеҲҶеёғгҖҒжӢүжҢӨйҖҹеәҰгҖҒжЁЎе…·еҶ…ж ‘и„Ӯж”ҫзғӯеі°зҡ„дҪҚзҪ®гҖҒзүөеј•еҠӣгҖҒеӨ№жҢҒеҠӣгҖӮ

4гҖҒжЁЎе…·з®ЎзҗҶ
жӢүжҢӨжЁЎе…·йҖҡеёёйҮҮз”Ёе·Ҙе…·й’ўпјҢзІ—еҠ е·ҘеҗҺеҶҚзІҫеҠ е·ҘпјҢиЎЁйқўй•Җ硬铬пјҢдҪҝжЁЎеҶ…еһӢйқўзҡ„зЎ¬еәҰиҫҫеҲ°65~70HRC пјҲжҙӣж°ҸзЎ¬еәҰпјүпјҢжңҖеҗҺз”Ёе·Ҙе…·жҠӣе…үпјҢдҪҝеһӢйқўиҫҫеҲ°еҫҲй«ҳзҡ„е…үжҙҒеәҰгҖӮиҝҷж ·дёҚд»…еҸҜеҮҸе°Ҹж‘©ж“Ұзі»ж•°пјҢ延й•ҝжЁЎе…·зҡ„дҪҝз”ЁеҜҝе‘ҪпјҢиҖҢдё”д№ҹдјҡж”№е–„еҜ№ж ‘и„Ӯзҡ„йҳІй»Ҹзү№жҖ§гҖӮй•Җ铬иүҜеҘҪзҡ„е·Ҙе…·й’ўжЁЎе…·пјҢжӢүжҢӨ10~30kmзҡ„еһӢжқҗеҗҺпјҢеһӢйқўејҖе§ӢйҖҗжёҗзІ—зіҷпјҢз»ҸеёёжҺүеӨҙдҪҝз”ЁжҲ–йҮҚж–°з»ҙдҝ®пјҲ2~3ж¬ЎпјүеҗҺпјҢжңҖеӨҡеҸҜжӢүжҢӨ70~80kmзҡ„еһӢжқҗгҖӮи®ҫи®ЎжЁЎе…·дё»иҰҒиҖғиҷ‘зҡ„еӣ зҙ жңүжЁЎе…·жқҗж–ҷеҸҠе…¶зғӯиҶЁиғҖжҖ§е’Ңж ‘и„Ӯзҡ„еӣәеҢ–收缩зҺҮгҖӮ
жЁЎе…·жЈҖжҹҘзҡ„еҶ…е®№жңүжЁЎе…·еһӢйқўзҡ„зЎ¬еәҰе’Ңе…үжҙҒеәҰгҖҒеҗҲжЁЎзІҫеәҰгҖҒжЁЎе…·еӨ№зҙ§еҠӣгҖҒжЁЎи…”е°әеҜёзӯүгҖӮжЁЎе…·йңҖиҰҒиҝӣиЎҢдҝқе…»дёҺз»ҙдҝ®гҖӮдёҘзҰҒз”Ёй’ўеҲ¶е“ҒеҲ’дјӨеһӢйқўгҖӮжЁЎе…·дёҚз”Ёж—¶еә”е°ҶжЁЎеҶ…и…”жё…зҗҶе№ІеҮҖпјҢдҝқжҠӨеҘҪгҖӮеҰӮжңүиҠҜжЁЎиҰҒе°ҶиҠҜжЁЎжҢӮиө·пјҲйҳІжӯўз”ұйҮҚеҠӣеј•иө·зҡ„ејҜжӣІеҸҳеҪўпјүгҖӮ
дёҖиҲ¬жқҘиҜҙпјҢжӢүжҢӨеҲ¶е“ҒеҫҲе°‘йңҖиҰҒдҝ®йҘ°гҖӮжӢүжҢӨеҲ¶е“ҒжЈҖйӘҢзҡ„еҶ…е®№жңүеӨ–и§ӮжЈҖйӘҢгҖҒж•ҙдҪ“жҖ§жЈҖйӘҢе’Ңе°әеҜёжЈҖйӘҢгҖӮ
жӢүжҢӨеҲ¶е“Ғз”ҹдә§зјәйҷ·зҡ„еҺҹеӣ еӨ§иҮҙжңүдёүзұ»пјҡжқҗж–ҷз»„жҲҗгҖҒе·ҘиүәеҸӮж•°е’Ңе·Ҙиүәж–№жі•гҖӮжқҗж–ҷз»„жҲҗжҳҜжҢҮз”ұж ‘и„Ӯй…Қж–№гҖҒзІ—зәұгҖҒзҺ»з’ғзәӨз»ҙжҜЎзӯүиҙЁйҮҸеӣ зҙ еј•иө·зҡ„зјәйҷ·пјӣе·ҘиүәеҸӮж•°жҳҜжҢҮжЁЎе…·жё©еәҰгҖҒжӢүжҢӨйҖҹеәҰзӯүеј•иө·зҡ„зјәйҷ·пјӣе·Ҙиүәж–№жі•жҳҜжҢҮдёҺж ‘и„ӮжөёжёҚж–№жі•гҖҒеҜјзәұжңәжһ„гҖҒйў„жҲҗеһӢжЁЎе…·гҖҒжҲҗеһӢжЁЎе…·е’ҢжӢүжҢӨи®ҫеӨҮзӣёе…ізҡ„зјәйҷ·гҖӮ
6гҖҒдҪҝз”ЁжЁЎжӢҹе®һйӘҢ
жҖ§иғҪиЎЁеҫҒжҢҮзҡ„жҳҜеҜ№жқҗж–ҷжҲ–дә§еҮәзҡ„дә§е“ҒиҝӣиЎҢжЈҖжөӢпјҢ并еҒҡеҮәжңүзҗҶи®әдҫқжҚ®зҡ„иҜ„д»·гҖӮйҖҡеёёзҡ„иЎЁеҫҒжҠҖжңҜеҢ…жӢ¬еҜ№жқҗж–ҷжҲ–дә§е“Ғзҡ„еҪўиІҢпјҢзү©зӣёпјҢжҲҗеҲҶпјҢзғӯжҖ§иғҪпјҢеҠӣеӯҰжҖ§иғҪзӯүиҝӣиЎҢиҜ„дј°е’ҢеҲҶжһҗпјҢд»ҺиҖҢеҫ—еҲ°дёҖзі»еҲ—е…ідәҺжқҗж–ҷзҡ„жҖ§иғҪж•°жҚ®пјҢиҝӣиҖҢдёә科еӯҰз”ҹдә§жҸҗдҫӣеҸҜйқ зҡ„ж•°жҚ®ж”ҜжҢҒгҖӮ
зҺ»з’ғй’ўжӢүжҢӨеһӢжқҗжҳҜз”ұзҺ»з’ғзәӨз»ҙжҜЎеҢ…иҰҶиҝһз»ӯзҺ»з’ғзәӨз»ҙжөёе…ҘдёҚйҘұе’ҢиҒҡй…Ҝж ‘и„ӮеҠ жё©гҖҒжӢүжҢӨеҲ¶жҲҗпјҢе…¶з§Қзұ»иҫғеӨҡпјҢеҰӮ:зҺ»з’ғй’ўеңҶз®ЎгҖҒзҺ»з’ғй’ўж–№з®ЎгҖҒзҺ»з’ғй’ўзҹ©еҪўз®ЎгҖҒзҺ»з’ғй’ўеңҶжЈ’гҖҒзҺ»з’ғй’ўе·Ҙеӯ—й’ўгҖӮ
зҺ»з’ғй’ўеһӢжқҗйқһеёёеқҡйҹ§зүўеӣәпјҢе…¶зәөеҗ‘ејҜжӣІејәеәҰе’ҢеҶІеҮ»ејәеәҰзҡ„з»қеҜ№еҖје·Іи¶…иҝҮжҷ®йҖҡй’ўжқҗгҖӮеҗҢж—¶е…·жңүиүҜеҘҪзҡ„йҳІи…җиҡҖжҖ§иғҪгҖҒиҖҗй«ҳжё©жҖ§иғҪгҖҒз»қзјҳжҖ§иғҪпјҢе·Іиў«е№ҝжіӣеә”з”ЁеңЁе·Ҙдёҡе’Ңж°‘з”Ёеҗ„ж–№йқўгҖӮ
дёәдҝқиҜҒдә§е“ҒиҙЁйҮҸпјҢдјҒдёҡдёҖиҲ¬дјҡйҖүжӢ©з¬¬дёүж–№жЈҖйӘҢжЈҖжөӢжңәжһ„иҝӣиЎҢзҺ»з’ғй’ўжЈҖйӘҢжЈҖжөӢгҖӮжҢүз…§ж ҮеҮҶGB/T 31539-2015гҖҠз»“жһ„з”ЁзәӨз»ҙеўһејәеӨҚеҗҲжқҗж–ҷжӢүжҢӨеһӢжқҗгҖӢпјҢзҺ»з’ғй’ўеһӢжқҗжЈҖйӘҢжЈҖжөӢеә”еҪ“д»Һзү©зҗҶжҖ§иғҪгҖҒеҠӣеӯҰжҖ§иғҪгҖҒе…ЁжҲӘйқўеҺӢзј©жҖ§иғҪгҖҒиҖҗд№…жҖ§иғҪе’ҢеҠҹиғҪжҖ§зӯүеҮ дёӘж–№йқўиҝӣиЎҢиҜ•йӘҢгҖӮеҰӮдёӢиЎЁ:
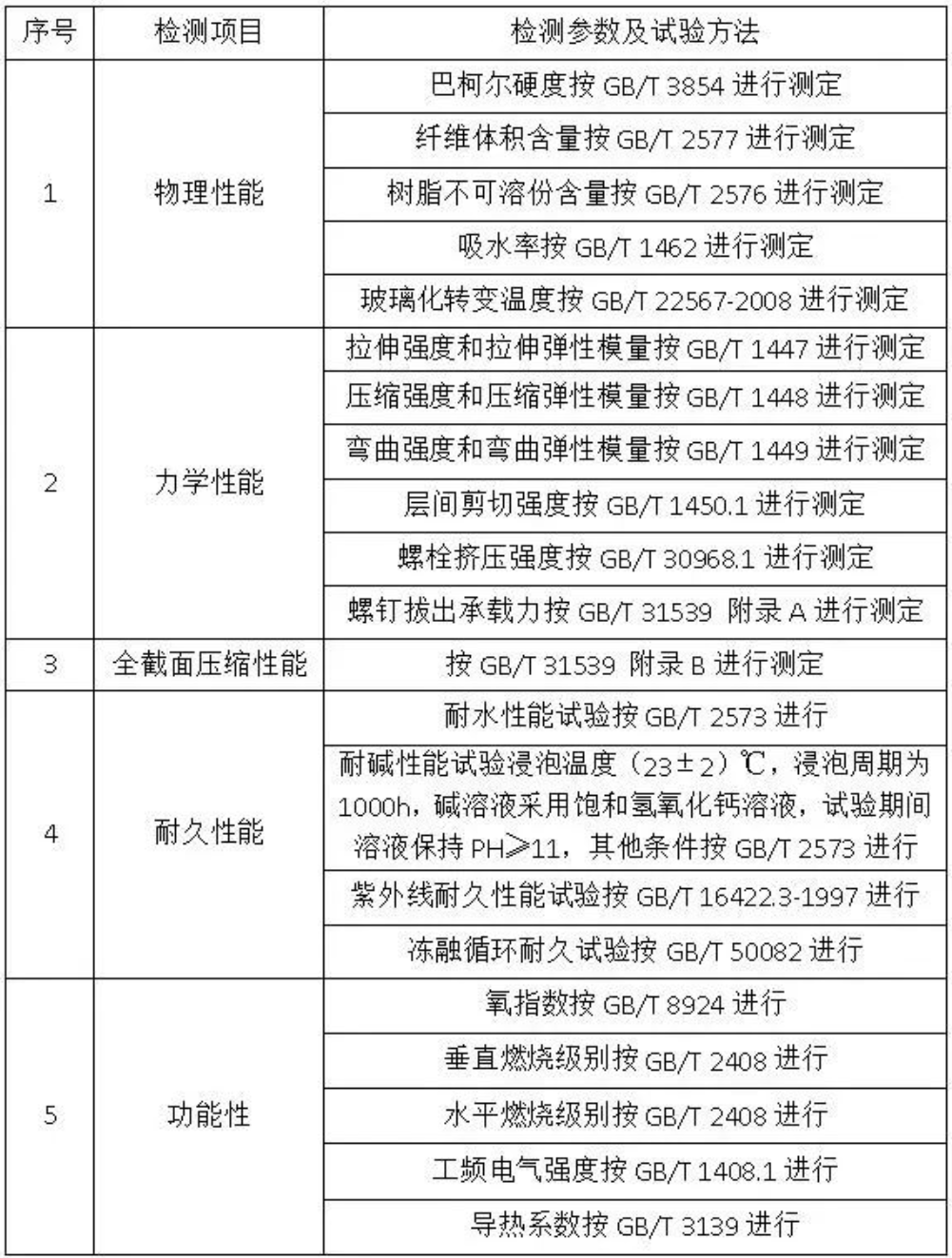
дјҒдёҡеңЁиҝӣиЎҢеҮәеҺӮжЈҖйӘҢж—¶пјҢжЈҖйӘҢжЈҖжөӢйЎ№зӣ®еә”еҢ…жӢ¬:еӨ–и§ӮгҖҒе°әеҜёгҖҒе°әеҜёеҒҸе·®гҖҒе·ҙжҹҜе°”зЎ¬еәҰгҖҒзәӨз»ҙдҪ“з§Ҝеҗ«йҮҸгҖҒзәөеҗ‘жӢүдјёејәеәҰгҖҒзәөеҗ‘жӢүдјёеј№жҖ§жЁЎйҮҸгҖҒжЁӘеҗ‘еҺӢзј©ејәеәҰгҖҒзәөеҗ‘ејҜжӣІејәеәҰгҖҒе…ЁжҲӘйқўеҺӢзј©жҖ§иғҪзҡ„жЈҖжөӢгҖӮ

зҺ„жӯҰеІ©зәӨз»ҙеҗҺеҲ¶е“ҒпјҲеӣӣе·қ科ж¶ҰжұҮй‘«ж–°жқҗж–ҷ科жҠҖжңүйҷҗе…¬еҸёпјү
в–је·ҘиүәдјҳеҢ–В | жӢүжҢӨжҲҗеһӢе·Ҙиүәзҡ„жҪңеңЁй—®йўҳеҸҠзә жӯЈжҺӘж–Ҫ
вҶ“вҶ“вҶ“
жү«з Ғ
е…Қиҙ№иҺ·еҸ–е®ҳж–№дә§е“Ғз”»еҶҢ

й•ҝжҢүеӣҫзүҮпјҢжү“ејҖеҫ®дҝЎжү«дёҖжү«иҺ·еҸ–
зӣ®еүҚ100000+дәәе·Іе…іжіЁеҠ е…ҘвҖқ科ж¶ҰжұҮй‘«ж–°жқҗж–ҷвҖң
й•ҝжҢүдёӢж–№дәҢз»ҙз Ғе…іжіЁ
 В
В  В
В  В
В  В
В  В
В  В
В  В
В 
 В
В  В
В  В
В  В
В  В
В  В
В  В
В
дёӯеӣҪ.зәӨи°·
еӣӣе·қ科ж¶ҰжұҮй‘«ж–°жқҗж–ҷ科жҠҖжңүйҷҗе…¬еҸё
й”Җе”®зғӯзәҝпјҡ0818-6057567 В В В 400-166-9468 В В 15692819111
