



摘 要:
磷化铟(InP)晶圆的加工流程包括切割、研磨和抛光等,加工过程中造成的表面/亚表面损伤均严重影响材料性能、外延薄膜质量,以及器件性能和可靠性。概述了 InP 晶圆切割、研磨、抛光的研究现状,分析了当前存在的问题,并对 InP 超精密加工的未来发展趋势进行展望,给出可行实验方案。针对晶圆加工过程中的表面/亚表面损伤大、晶圆损耗大问题,可以采用理论计算-模拟仿真-实验验证等方法开展 InP晶圆力学性能及加工状态下的材料变形机理研究、多线金刚石线切割、游离磨料辅助固结磨料研磨、绿色环保化学机械抛光加工中表面/亚表面损伤的形成-影响-调控-去除机理研究,获取晶圆切、磨、抛加工过程中表面/亚表面损伤的调控机理及工艺方法,实现晶圆的高质、高效、无损、环保加工,获得衬底表面原子级精度的理论及加工方法。相关成果可为其他学者开展相关研究提供一定的参考和借鉴。
磷化铟(InP)是重要的Ⅲ-Ⅴ族化合物半导体材料,相比 Si、GaAs 等材料,InP 具有更优异的抗辐射性能,适用于航天航空领域作为卫星的太阳能电池。并且,和 GaAs 相比,InP 材料能形成高质量氧化物层,稳定的化学性质和出色的热稳定性成为制造大规模集成电路的理想选择。InP 独特的闪锌矿结构,赋予了其出色的电子传输能力和优异的光学性能,基于 InP 衬底材料制备的 InP/InGaAs 薄膜发光极管器件,其发光波长与石英光纤最低损耗窗口呈现匹配特性,此特性显著降低传输损耗,光通信系统的效率提升由此体现。此外,InP 材料具备高电子迁移速率及优异的光学性能,使之成为研制超高速、超高频器件的理想基材,并在光电器件与光电集成电路等领域中,均被视为一种极具价值的良好材料[5]。未来也将在数据中心、新一代显示、医疗器械、光纤通讯、航天航空、雷达、激光制导等领域扩展其用途,成为制造半导体器件的核心。商务部、海关总署也将 InP 材料及其相关技术资料(含工艺规范、工艺参数、加工程序等)列入出口管制清单。
在机械特性、电学性质、热传导性、光学表现及光电效应等诸多方面存在显著差异的半导体材料族系中,各类半导体物质均展现出独特的性能特征组合。大规模集成电路器件的制备过程中,基片材料扮演着核心载体角色,超大规模集成电路模块的制造同样依赖于半导体基底的支撑作用。外延工艺是半导体晶圆制备各种元器件所必须的关键工艺之一,需要利用晶圆和外延材料间晶格结构的繁衍性,在晶圆表面外延生长外延层。如果晶圆表面有微小缺陷时,将导致外延层原子排列无序,影响外延层的质量,会遗传给外延生长膜而成为元器件的致命缺陷。
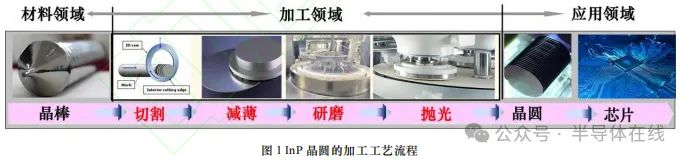
半导体晶圆加工是各种元器件制造技术的基础,需要采用超精密平坦化加工才能去除晶圆表面的微小缺陷以获得理想的“全局平坦化”无损伤超光滑表面。InP 晶圆超精密切割、研磨与抛光工艺的实现需要依赖于高刚性、高稳定性的超精密机床平台。InP 晶圆的加工需要经过长晶、切割、减薄、(研)磨平、抛光等机械加工过程,具体加工工艺流程如图 1 所示。InP 晶圆的加工遵循“进化”原则,由粗至精逐步加工直至获得满足应用需求的晶圆。减薄、研磨加工主要利用大粒径、高硬度砂轮/磨料对切割后的晶圆表面的切痕及粗糙凸峰进行高效去除来降低表面粗糙度和改善表面平整度,以利于晶圆的后期抛光。抛光是在前期研磨加工的基础上通过去除因研磨加工导致的表层微观缺陷及亚表面损伤区域,能够制备出满足外延生长技术要求的超光滑基底,此类表面具备极低的粗糙度数值、轻微的表面损伤程度以及优异的面形精度特性,以满足运用需求。
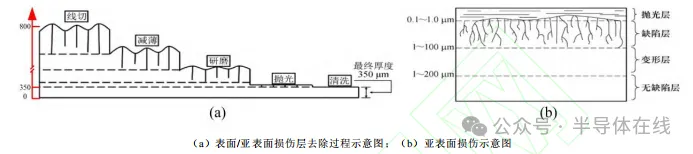
根据在光学显微镜下能否被直接观察到,可将 InP 晶圆表层的损伤划分为表面损伤(surface damage, SD)与亚表面损伤(subsurface damage, SSD)两类。表面损伤涵盖划痕、凸起及凹坑等多种形态,这类损伤能够借助光学显微镜进行直观检测。相比之下,亚表面损伤则主要存在于材料表层的下方区域,主要包括亚表面微裂纹、位错聚集、非晶相和残余应力等,无法通过光学显微镜直接观测。通过减薄、研磨、抛光等工艺,将切割时产生的损伤层依次去除,从而获得无损伤、低粗糙度的 InP 晶圆,具体流程如图 2 所示。
在 InP 晶圆的应用领域中,通常要求晶圆具有纳米级精度和极低的亚表面损伤。然而,InP 晶体因其较低的硬度及软脆的特性,在制造时其表面极易形成 SD/SSD,与硅、蓝宝石这类硬脆单晶材料相比,要制备出高品质的 InP 晶圆面临更大挑战。这些损伤在外延生长阶段会成为缺陷形核的核心位置,显著劣化外延薄膜的质量,并最终损害基于 InP 材料的器件性能及其工作可靠性,因此 InP 晶圆的加工质量和精度的优劣,直接决定 InP 基器件的性能,进而影响最终器件的服役性能。
因此,深入研究 InP 晶圆在切割、研磨、抛光加工过程中 SD/SSD 的产生与去除机制,提高良品率,降低 InP 晶圆加工成本,并大幅度减小甚至消除 InP 晶圆的亚表面损伤获得超光滑表面,对于高质量 InP晶圆的加工及应用至关重要,可以满足半导体产业升级要求,从根本上解决芯片制造发展的瓶颈,为国家创新战略目标的实施提供技术保障。为此,综述了 InP 晶圆切割、研磨、抛光的研究现状,分析了当前存在的问题,并对 InP 超精密加工的未来发展趋势进行了展望,给出了部分可能的实验方案。
1 切割加工研究现状分析
作为 InP 晶圆制造流程的初始环节,切割工序的质量直接制约着后续减薄、研磨与抛光等步骤的工艺水平。呈现脆性断裂特征的材料去除方式普遍存在于 InP 晶圆切割工艺中,表面下方微裂纹的形成由此不可避免,材料的 SD 与 SSD 问题也随之产生。实例表明,当前应用最为广泛的切割方法是采用游离砂浆线锯技术:金属线的运动带动砂浆使得磨粒到达加工区域,压力被施加于磨粒之上,当磨料与晶锭表面发生接触时,冲击作用导致磨粒尖端产生局部微破碎现象,致使裂纹形成及材料脱落,最终达成切割目的。
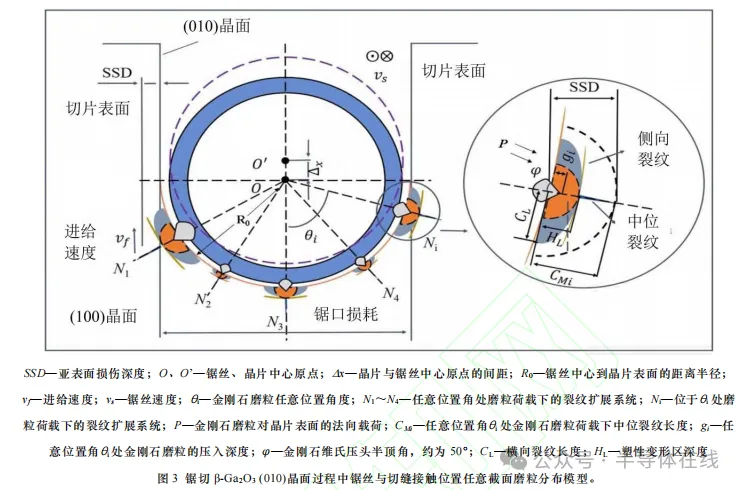
SUZUKI T 等采用高速固结磨料切割线锯对单晶硅进行切割实验。结果表明:使用更细的金刚石磨粒,能有效减少硅片表面的微凹痕和锯痕深度,从而降低表面粗糙度。在减小磨粒尺寸的过程中,切削加工由脆性模式向韧性模式转变,光滑表面以非晶硅为主;而在锯痕内,检测到非晶和亚稳态硅相的混合物。此外,硅非晶化和多晶化的程度与线速度密切相关。线速度越高,非晶层和多晶层越少。何艳等为改善SiC 晶圆在切割过程中存在的边缘崩边和亚表面损伤等问题,采用基于 Python 编程语言与 Abaqus 有限元分析平台的联合建模策略,构建超薄金刚石切割片切割 SiC 晶圆的模型。研究切割参数对切割过程中的切割力、切割温度、晶圆切割边缘形貌、切割边缘损伤宽度以及晶圆亚表面损伤深度的影响。结果表明:切割力、切割温度与切割深度正相关,切割边缘损伤程度和亚表面损伤深度存在最优值。WANG Y 等针对超 声 振 动 辅 助 线 锯 在 单 晶 硅 表 面 产 生 的 表 面 缺 陷 深 度 , 采 用 等 概 率 法 建 立 了 超 声 振 动 辅 助线锯 表 面 形 貌 模 型 和 SSD 深度 的 解 析 预 测 模 型 , 并 验 证 了 预 测 模 型 的 有 效 性 。 结 果 表 明 : 硅片的 SSD 深度 随 线 锯 速 度 的 增 加 而 减 小 , 随 线 锯 进 给 速 度 的 增 加 而 增 大 ; 与 线 锯 速 度 和 线 锯进给 量 相 比 ,工 件 转 速 对 SSD 深度 的 影 响 较 小 。李宗平 等采用基于 ABAQUS 的有限元仿真方法,对金刚石线锯切割 β-Ga₂O₃(010)晶面过程中的应力场进行了系统分析。结果表明:锯切热所引发的热应力效应于锯切过程的热力耦合应力体系中占据主导地位,由锯切力所产生的机械应力数值虽小却不可忽视。实例表明该机械应力影响着耦合应力的分布状态,显著增大现象出现在热力耦合应力中当锯丝速度或进给速度被提升时,恒定速比条件下,增大操作的参数组合亦会导致耦合应力的上升趋势,由此可见晶片亚表面微裂纹的扩展行为及破碎风险随之增加。高鹏程[28]研究了金刚石线锯切割工艺对 β-Ga2O3 晶圆 SSD深度及材料去除机理的影响规律,建立了切割过程中锯丝与切缝接触位置任意截面的磨粒分布模型,如图3 所示。结果表明:提高线速度或降低进给速度都能有效减少晶圆 SSD 深度、提高晶圆的表面质量。史艳磊等[29]研究了掺杂对 InP 单晶切割损伤层及翘曲度的影响,结果表明,在 InP 晶片的本征腐蚀速率方面存在差异性表现;由实验数据可知,掺 S 晶片的腐蚀速率最高观测到,高于掺 Fe 晶片的腐蚀速率;非掺杂晶片的腐蚀速率处于中间位置测定;掺 Zn 晶片的腐蚀速率最低记录;实例表明,四种类型晶片的排序关系为 S 掺杂型>Fe 掺杂型>非掺杂型>Zn 掺杂型。鉴于[001]取向晶圆表面不同区域的加工特性存在显著各向异性,致使材料去除状态呈现相应的非均匀分布,最终引发切割后的晶片出现“马鞍”形面型畸变,通过降低加工应力、根据掺杂种类优化腐蚀方案、适当提高切割片厚度可以有效降低 InP 切割片的翘曲度。
以上研究表明:切割加工中材料主要以脆性断裂机制被去除,这使得晶圆在发生破碎性材料剥离的同时,形成大量微裂纹和破碎剥落等缺陷。在晶圆衬底加工领域中,加工损伤与材料损耗的降低可通过延性去除方式实现。然而值得注意的是,该去除方式存在加工效率不足问题。由此可见,脆性去除与延性去除之间的最佳平衡点寻找成为关键所在。目前主要存在切割工艺参数的协同优化、材料的各向异性与惨杂效应带来的控制困难、亚表面损伤的有效预测与在线检测手段缺失等问题。切割过程诱发的表面与亚表面损伤(SD/SSD)是磷化铟晶圆制造环节中最为严重的缺陷类型。因此,通过改进切割技术的工艺进而控制InP 晶圆的 SD/SSD 的厚度,并抑制晶圆表层的损伤程度,对降低 InP 晶圆制造成本及促进 InP 基器件技术发展具有关键作用。

赞助商广告展示
2 研磨加工研究现状
研磨旨在消除切割工艺在磷化铟晶圆上造成的损伤层,并同步改善其整体厚度偏差、翘曲度与表面粗糙度,从而为后续抛光处理提供具备良好尺寸稳定性、几何精度及优异表面状态的衬底。
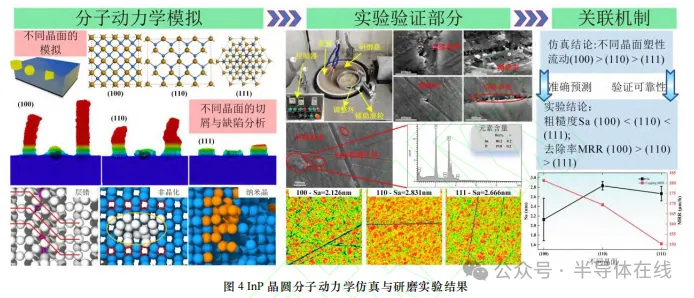
HU Y 等的研究表明,采用游离磨料可以改善单晶 SiC 表面质量,但属于效率低下性、磨料分布非均匀化以及运动轨迹不可控性等缺点的游离磨料加工方式,无法满足 SiC 晶圆的高效加工。YU Y 等的研究表明,采用固结磨料对 SiC 晶圆进行研磨加工能够获得较大的加工效率,但由于研磨盘中磨料出露高度不一致,易导致加工后的表面出现损伤,较难获得高质量的加工表面。吕欣泽等对 InP 晶圆的双面研磨工艺进行研究,研究了研磨加工参数(包括下定盘转速、研磨压力、研磨液配比、研磨粉粒径等)对 InP双面研磨粗糙度、研磨效率和损伤层深度的影响规律,并获得了 InP 双面研磨的优选工艺:下定盘转速优选 4~8 r/min,压力优选 150~180 N,研磨粉粒径 D50%优选 4μm<D50%<12 μm,研磨后的损伤层深度为 20~30 μm,不利于后续抛光加工。WEN X 等[35]通过分子动力学仿真与研磨实验验证相结合的方式系统揭示了InP 不同晶面((100)、(110)、(111))在研磨加工中的材料去除机制与表面质量差异。在该研究中使用粒径为 100 nm的金刚石磨料进行二次精磨,在此条件下(100)晶面呈现出塑性去除方式,而(110)和(111)存在脆塑共存的去除现象。(100)晶面原子塑性流动较好,(110)晶面则需累积临界切屑堆积量后方可激活塑性流动(临界切屑堆积量:指在该晶面需要产生塑性流动所需要积累的最小切屑堆积量),(111)晶面塑性最差。(100)晶面因连续切屑形成表现出最高的材料去除率(material removal rate, MRR)(MRR 为 181.27 μm/h)和最低粗糙度(Sa=2.126 nm),但因较多深划痕导致其误差波动范围较大;而(110)和(111)晶面因磨粒粒径接近材料脆塑转变临界值,表面呈现崩碎现象,结果如图 4 所示。王科荣等采用离散元仿真方法对微晶玻璃固结磨料研磨加工过程进行模拟,建立了与微晶玻璃力学性能相近的二维 BPM 模型,并进行了单颗磨粒模拟切削试验,以探究不同研磨压力下微晶玻璃的亚表面微裂纹和残余应力分布情况。结果表明:固结磨料研磨加工后,微晶玻璃存在纵向、横向微裂纹和残余应力等亚表面损伤。研磨压力越大,亚表面微裂纹层和残余应力层的深度也越大。残余应力层的分布深度大于微裂纹层,且在微裂纹尖端存在较大的残余拉应力。
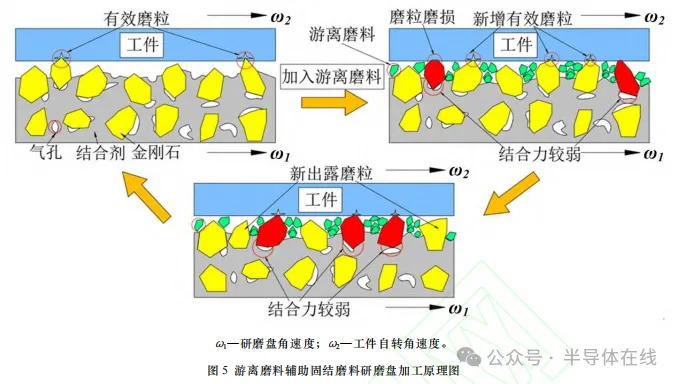
如何在提高研磨效率的同时改善研磨质量,是研磨加工的关键,因而,利用游离磨料辅助固结磨料研磨盘加工晶圆的研究引起了许多研究者的关注,其加工原理是在固结磨料研磨盘研磨加工过程中,在研磨液中加入游离磨料、利用加入的游离磨料一方面能增强研磨盘表面磨料粘结剂的去除率,提升研磨盘的自修整能力,同时游离磨料形成对研磨盘磨料的修锐机制改善磨料的自锐性,增加有效磨料数并参与晶圆的研磨加工。该方法能够在固结磨料高效加工的基础上,利用游离磨料的优势,进一步提高加工效率和表面质量,实现晶圆的高效、高质量加工,加工原理如图 5 所示。LEE T 等针对不同压力、速度、研磨液及晶圆材料开展自修整效应研究。结果表明:使用游离磨料时MRR 有限,游离磨料辅助固结磨料研磨加工可以提高 MRR,但MRR 随时间下降,研磨液能延迟磨料磨损,但对自修整效应影响不大,当使用切削液和锯切晶圆时,MRR 很高且没有下降。锯切晶圆上的形状误差和锯痕造成的集中载荷可以产生自修整效应,锯切晶圆即使在磨损的研磨盘上也能产生自修整效应。通过使用固结磨料研磨盘,获得了约 40 μm/min的高 MRR。为减少研磨过程中磨料颗粒对蓝宝石晶圆表面的损伤,YIN T 等提出利用超声辅助法选择SiC 磨料并制备相应的研磨液,用此研磨液对蓝宝石晶圆进行研磨实验,并对其研磨性能进行了分析。结果表明:磨料粒径是影响蓝宝石晶圆 MRR 和表面粗糙度 Ra 的主要因素;提高磨料浓度和研磨转速,可以显著提高 MRR;此外,通过选择合适的磨料粒径,并调整研磨液的 pH 值,可以控制磨料的聚集和分散,从而进一步减少研磨过程中基板表面的划痕,可以实现蓝宝石晶圆的高效精密研磨。
以上研究表明:采用磨料对晶圆进行研磨加工后的表面会存在不同程度的损伤层,无法得到原子级超光滑加工表面,研磨工艺目前还存在研磨效率与表面质量难以兼顾、游离磨料效率低且不均匀等问题。但研磨加工可以有效去除部分晶圆切割过程造成的损伤,同时改善晶圆表面质量,确保下一道加工工序能够达到优良的尺寸精度、形状精度和表面质量,研究研磨工艺对 InP 晶圆损伤层的影响规律具有重要意义。
3 抛光加工研究现状分析
抛光是晶圆表面加工的最后一道工序,其作用是使材料加工表面达到原子级,达到少/无损伤的超光滑表面。目前主要利用化学机械抛光(chemical mechanical polishing, CMP)来完成 InP 的抛光[40]。CMP 通过使用抛光液对材料进行化学腐蚀,形成易于机械去除的软质层,随后通过磨料去除该层并暴露新的基体材料,循环此过程以提升表面质量。
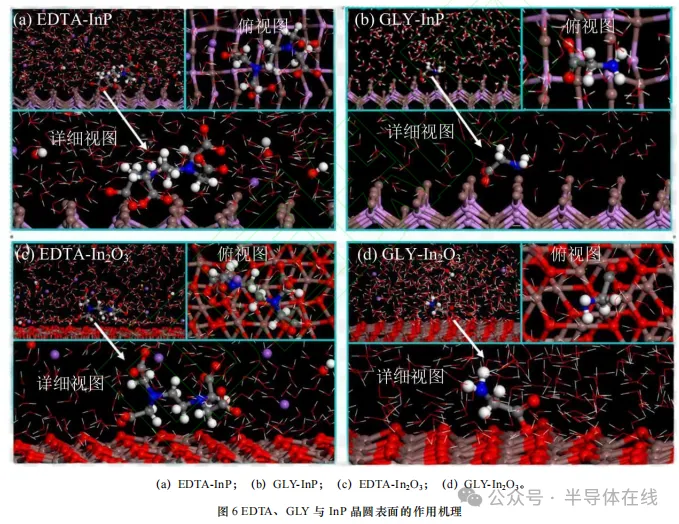
杨洪星等将 InP 晶圆的抛光过程分为粗抛、中抛以及精抛 3 个阶段,分别实现对 InP 的总厚度变化、局部厚度变化以及表面粗糙度的控制。MORISAWA Y 等的研究发现:InP 晶圆的 MRR 随 NaOCl 的浓度增加而先增大后减小,当 NaOCI 浓度约为 15%时,MRR达到最大值为 0.28 μm/min,实现了晶圆的高效加工。JIANG W 等的研究发现,在InP 晶圆的双面抛光过程中,随着 pH 值增大,MRR 逐渐减小。碱性条件下可观察到过氧化氢失稳分解现象的发生,削弱化学作用,导致 MRR 降低。PEDDETI S 等的研究结果表明:在酸性区域,InP 晶圆的 MRR 很高。但 pH 值大于 4 后,MRR 急剧下降,硬度较高的氧化铝磨料的抛光表面质量和 MRR 没有二氧化硅磨料的好。因为较软的二氧化硅磨料在抛光时对晶圆表面的损伤小,而且二氧化硅磨料会和 InP 晶圆发生化学反应,使得二氧化硅磨料的 MRR 大于氧化铝磨料。MATOVUJ使用粒径为 20、50、85 nm 的硅溶胶对 InP 晶圆进行CMP 加工,发现在一定浓度的磨料条件下,磨粒粒径越小,晶圆表面质量越高。MRR 正比于磨料浓度 C 与粒径 d 的比值。因此,当磨粒粒径减小或磨料浓度越大,MRR 越大。HAYASHI S 等研究了使用水对 InP 基板进行 CMP 时,抛光参数对晶体损伤的影响。结果表明:即使不使用磨料颗粒,抛光垫本身也能提供足够的机械磨损,并在柔软的 III-V 族材料上引起机械损伤。与多孔聚氨酯垫相比,较硬的聚酯纤维 Pellon 垫会诱导更多的晶体损伤。此外,抛光参数中更高的压力或更快的转速也会增加机械磨损,从而产生更大的晶体损伤。另外,BHONSLE R 等研究了III-V 族化合物半导体 InP 和 InGaAs 晶圆 CMP 后的缺陷检测、表征和分类方法,采用 Surfscan SP3 进行缺陷检查,并结合 E-beam Review (eDR7100)进行缺陷分类。结果表明:PG3012 浆料与软垫的组合在缺陷控制方面表现更好,表面粗糙度 Ra 可以达到 0.2 nm。QI M 等在碱性抛光液中添加质量分数为 1.1%的乙二胺四乙酸(EDTA)和甘氨酸(GLY)两种络合剂后,由于两种螯合剂通过其羧基与 InP 表面的铟形成络合物,其作用机理如图 6 所示,使得 InP 的 MRR 分别提高了 176 nm/min 和 162 nm/min,同时表面粗糙度降低。
以上研究表明:InP 晶圆通过 CMP能够实现高质量的表面制备,但该工艺过程需使用包括氧化剂与pH 调节剂等多种化学试剂,这些化学试剂对 InP 晶圆的作用机制不清,且会产生抛光废液,大量的废液不仅会影响晶圆的表面质量,而且会造成环境污染且产生安全隐患,目前普遍使用的抛光液含有强酸强碱,统一回收处理成本增加,还存在化学灼伤等风险[49-51],无法实现晶圆的低成本、高质高效环保抛光。此外,抛光加工属于一项涉及多参数协同作用与交互影响的复杂工艺过程,化学作用与机械去除的高效协同难以精确控制,现有研究多是基于单因素试验或正交试验,未考虑各参数间的相互影响,难以从整体上揭示各种工艺参数及它们之间的相互作用对晶圆加工的作用机制。因此,有必要深入研究抛光液对晶圆的氧化剂机理以及各工艺参数对晶圆加工的作用机制,并增加对环境友好型绿色抛光液研究,对实现 InP 晶圆表面高质量抛光及其推广应用具有一定意义。
4 结论和展望
切割、研磨、抛光加工过程中的表面质量控制机理研究与工艺方案优化是提高 InP 晶圆高质量加工的有效手段之一,结合 InP 晶圆加工存在的问题,在今后的研究中,可以从以下几方面入手:
(1)针对晶圆的自身力学性能及其在加工状态下的材料变形机理对晶圆超光滑表面加工的影响机制不清楚问题,可以利用仿真和实验相结合的方式深入研究 InP 晶圆的力学特性、弹塑性转变机理、磨料加工状态下 InP 晶圆位错的传播、原子位移、Von Mises 应力和相变等亚表面损伤形成的影响规律,为 InP 晶圆的切割、研磨、抛光加工提供理论依据。
(2)针对切割过程中造成晶圆SD/SSD 严重的问题,可以采用仅用去离子水为切割液的多线金刚石线切割来对晶圆进行高效切割,利用仿真和实验相结合的方法研究多线金刚石线切割参数对 InP 晶圆切割表面形貌、平整度、翘曲度、表面划痕和亚表面损伤层的影响,提高切割过程中的产品良率,减少线损耗,缩短后续的研磨、抛光时间,节约加工成本。
(3)针对研磨加工中存在加工效率与表面质量难以兼顾、游离磨料效率低且不均匀等问题,可以采用游离磨料辅助固结磨料研磨加工 InP 晶圆,利用仿真和实验相结合的方法研究研磨加工工艺参数对研磨力、温度、势能、相变、位错、平均摩擦系数、MRR 和亚表面损伤的影响规律,提高加工效率的同时改善加工质量,缩短后续的抛光时间。
(4)针对抛光中存在化学试剂对晶圆的化学作用机制不清、化学作用与机械去除的高效协同难以精确控制等问题,可以深入研究抛光过程中氧化剂对 InP 晶圆表面的化学作用机制(如增强抛光液的氧化活性、增强抛光液对晶圆的化学反应速度,氧化过程中氧化剂浓度的控制等)、研究抛光工艺参数对晶圆抛光加工中表面/亚表面质量的影响规律(如研究氧化剂浓度、抛光液 pH 值、抛光转速、磨料粒径、磨料浓度等参数对表面质量的影响规律),利用结合考虑交互作用的正交实验法和利用诸如决策树、随机森林法、多目标粒子群优化等方法研究加工过程中的表面/亚表面损伤层的形成、去除和控制机制,实现 InP 晶圆的高质、高效和无损加工。
(5)采用理论计算-模拟仿真-实验验证的方法进行面向原子级制造的 InP 晶圆力学性能-切割-研磨-抛光加工一体化关系研究,深入研究加工过程中 SD/SSD 的形成-影响-调控-去除机理,获取 InP 晶圆切割、研磨、抛光加工过程 SD/SSD 的调控机理及工艺方法,获得原子级精度的衬底表面。




微信号15150147049(备注公司名+姓名)