


电梯轿厢围壁、门板等钣金件对材料的要求是多维的:既需满足结构强度,又需兼顾耐腐蚀性、表面美观度与全生命周期的稳定性。长期以来,冷轧钢板配合喷涂是国内电梯企业的主流方案,但喷涂工艺受劳动力成本上升与环保管控趋严的双重挤压,供应链不确定性增大。不锈钢凭借"材料即表面"的特质——无需喷涂、耐腐蚀、免维护——在客梯与精装修项目中逐步扩大了应用份额。
然而,纯奥氏体304不锈钢价格受镍铬合金波动影响显著,成本敏感型项目难以承受。行业往往用400系铁素体不锈钢(439、443)和节镍型201不锈钢,但前者折弯后外观缺陷突出,后者耐蚀能力先天不足。304复合不锈钢板正是基于这一行业困境提出的解决方案:以极薄304覆层承担表面防护,以镀锌钢板承担结构支撑,在性能与成本之间实现折中。该产品在国内电梯行业已应用十余年,多家整梯制造商已规模化使用,但行业对其性能边界与工艺适配性的系统认知仍有待深化。
1材料结构
304复合不锈钢板的截面由三个功能层构成。覆层为304奥氏体不锈钢,厚度0.20~0.26 mm,是复合板与外部环境直接接触的界面,承担全部表面防护和装饰功能。中间层为高分子粘接膜,厚约0.07 mm,通过热压工艺将覆层与基层永久结合,并兼具应力缓冲与振动吸收的辅助功能,其质量以180°剥离强度为核心指标,合格产品达到8 N/mm以上。基层为热镀锌钢板,在常见的1.0~1.8 mm成品规格中占总体厚度的70%~80%,承担主体结构功能,其锌镀层在覆层局部破损时以牺牲阳极方式提供额外腐蚀防护。
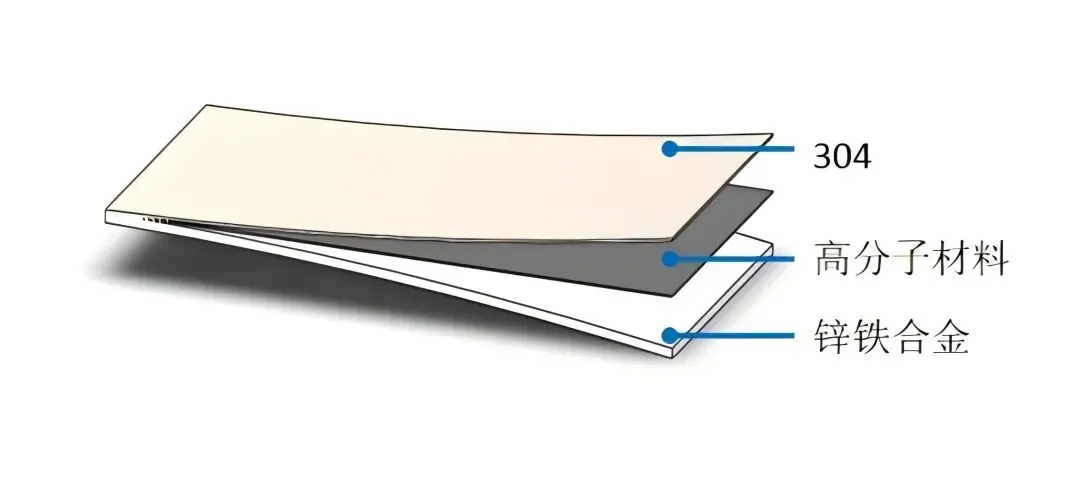
图1304复合不锈钢结构图
三层构型的成品总厚度通常为0.8~2.0 mm,最大宽度1250 mm。表面状态涵盖冷轧哑光、拉丝(发纹、长丝)、压纹镜面、喷砂等,亦可叠加镀色与抗指纹涂层。需要特别说明的是,目前国内不锈钢复合板相关规范主要涵盖爆炸法和轧制法,适用于工业用复合中厚板;而本文讨论的产品采用"高分子粘接膜连续复合工艺",以卷材方式生产,专为薄板领域开发,两者技术参数与适用场景不可混用。
2产品特性
复合板的力学性能由覆层与基层叠加决定,具体对比见表1。
材料 | 抗拉强度 /MPa | 屈服强度 /MPa | 延伸率 /% | 表面硬度 /HV | 180°折弯 |
201不锈钢 | 520~620 | 275~350 | 40~55 | ≤180 | 无异常 |
439不锈钢 | 400~460 | 240~280 | 30~38 | 130~145 | 微裂纹 |
443不锈钢 | 430~480 | 300~350 | 35~42 | 140~155 | 微裂纹 |
304纯不锈钢 | 620~680 | 270~300 | 55~65 | 160~175 | 无异常 |
SUS304FH复合板 | 480~560 | 225~270 | 45~60 | 150~165 | 无异常 |
表1五类材料力学性能对比(复合板数据来源于企业检测报告,其余为行业经验值)
复合板延伸率低于304纯不锈钢,因基层镀锌板延展性不及奥氏体钢所致,但在电梯钣金常规折弯范围内仍属合格。439和443折弯后出现微裂纹,是该类材料在电梯行业争议最多的问题。
耐腐蚀方面,201不锈钢以锰代镍,对氯离子尤其敏感,在沿海环境易出现点蚀。439、443虽通过提高铬含量弥补无镍短板,但抗氯离子能力仍逊于奥氏体钢。复合板的耐蚀机制建立在两个层次:304覆层的铬氧化钝化膜致密稳定,阻隔水分和氧气侵入;底层镀锌层以牺牲阳极方式优先腐蚀,延缓基体失效能力,其防腐能力等效门板/壁板的加强筋的性能。中性盐雾试验(5%氯化钠溶液,35℃持续喷雾)显示,经480~500小时后板面本体无腐蚀,304复合不锈钢的表面耐腐蚀能力显著优于439和443,与304纯不锈钢持平。
此外,复合板中间粘接膜的黏弹性赋予其单层金属所不具备的振动能量耗散能力——覆层与基层固有频率不同,粘接膜在两层之间起到阻尼作用,在轿厢壁薄板件中可部分抑制振动与噪声传递,为高端乘用梯舒适性提供附加价值。
4生产工艺
304复合不锈钢板采用高分子粘接膜连续复合工艺,与传统爆炸法或轧制法生产的中厚板复合工艺存在本质区别,整个生产过程以卷材为基本形态,在连续生产线上完成。
工艺起点是两种原材料卷材的同步开卷:304不锈钢精密薄带与热镀锌钢板分别展开,经表面清洁去除油污和氧化残留,确保后续粘接界面洁净。随后,在镀锌钢板表面均匀铺设高分子粘接膜,再将304薄带叠合其上,形成"钢—膜—钢"三明治坯料。坯料进入连续热压辊合段,在受控温度与线压力下,高分子膜软化熔融,覆层与基层在辊间压力下实现全界面粘合。出辊后的复合板带经冷却段固化定型,收卷为成品复合钢卷。
 |
图2复合不锈钢生产流程图
成品钢卷可按需进行后续加工:纵切分条、定尺横剪,或进行拉丝、镜面抛光、压纹、喷砂、镀色、抗指纹涂层等表面精整处理。质量检测涵盖尺寸精度、剥离强度、力学性能与盐雾耐蚀等项目,其中剥离强度需在耐温循环试验后仍保持8 N/mm以上方为合格。该连续化生产方式效率高、批次稳定性好,与爆炸复合和轧制复合的间歇式、中厚板定位形成了明确的技术分野。
5使用注意事项
复合板的三层异质结构在带来性能优势的同时,也对终端加工提出了有别于纯不锈钢的约束。正确理解这些约束,是发挥材料价值、规避工艺风险的前提。
(1)最小弯边限制。受材料特性影响,最小弯边宽度建议控制在板厚的10倍以上,过窄的折弯边应力集中严重,覆层与基层的变形协调性下降,同样会增加分层风险。对于折弯304复合不锈钢,建议选用无痕折弯膜或者折弯角度大于83度的折弯模具,另外模具下模顶角建议修正到R2以上,避免压痕出现。如你使用全自动折弯加工中心,下刀点建议提升,已获得更大的折弯力和负角度,已防止回弹。
(2)焊接方式。仅适用氩弧点焊或者激光焊点焊,不可进行连续缝焊。缝焊过程中持续高温会导致粘接膜大范围软化熔融,覆层与基层失去结合力,焊缝两侧出现起泡、剥落。以缝焊为主的企业导入复合板时,需改用点焊或增加铆接、螺柱连接等辅助工艺。
(3)激光切割工艺注意点。304复合不锈钢可以进行激光切割加工,但如果参数设置不妥当,可能会有毛刺。所以在调试304复合不锈钢激光切割程序前,建议更换大一号的切割头,切割焦点下移,另外建议使用氮气作为切割。
 图3 复合不锈钢1.2mm切割参数参考图
图3 复合不锈钢1.2mm切割参数参考图
(4)表面处理限制。不可采用浸泡式酸碱处理工艺。强酸强碱溶液会沿切割边缘渗入粘接界面,侵蚀高分子膜,造成层间结合力下降甚至脱层。表面清洁应采用中性清洗剂擦拭或局部处理方式。所以复合不锈钢不适用蚀刻工艺。
6产品优缺点分析
综合前述材料特性与使用约束,复合板的核心优势与局限可归纳如下。
优势一:折弯白边的系统性改善。439、443属体心立方(BCC)铁素体钢,可动滑移系少,折弯大变形时晶格畸变剧烈,钝化膜开裂后在折弯外侧形成白色氧化痕迹——即"白边"。304覆层面心立方(FCC)结构滑移系更多,冷变形硬化速率低,90°~180°折弯范围内钝化膜保持完整,直接降低外观件返工率和表面处理难度。
优势二:成本结构合理。复合板将镍的实际用量集中于0.20~0.26 mm覆层,以镀锌板替代80%基层,综合材料成本低于304纯不锈钢约30%左右,较443更具价格优势,大批量采购下绝对收益可观。
优势三:双重防腐机制。304覆层钝化膜加锌基层牺牲阳极的双重防护,在沿海、高湿度环境中表现优于439和443,与304纯不锈钢持平。
优势四:减振降噪。高分子粘接膜的阻尼效应可部分抑制轿厢壁振动传递,为单层板材所不具备。
同时需要正视以下局限:
局限一:焊接约束。只能点焊、不可缝焊,以缝焊为主的企业需改造工艺线,增加铆接或点焊设备。
局限二:最先折弯边宽度。折弯宽度过小,会导致覆层与基层的变形协调性下降,存在分层风险,建议最小弯边宽度建议控制在板厚的10倍以上。
局限三:不适用化学蚀刻工艺。化学蚀刻工艺加工过程大量使用药水,会腐蚀镀锌板与高分子材料,建议需要蚀刻工艺的采用激光蚀刻工艺。
五类材料的核心维度综合评价见表2。
评价维度 | 201 | 439 | 443 | 304 | 304复合板 |
折弯外观 | 合格 | 微裂纹 | 微裂纹 | 合格 | 合格 |
耐腐蚀性 | 一般 | 良 | 良偏上 | 优 | 优 |
材料成本 | 低 | 中 | 中偏高 | 高 | 中低 |
焊接适配性 | 良 | 良 | 良 | 良 | 仅点焊 |
综合加工性 | 良 | 一般 | 一般 | 优 | 良 |
表2五类材料综合评价对比(定性评价,基于行业应用经验)
7使用建议
复合板最适合以下场景:沿海及高湿度环境项目——耐蚀优势直接转化为产品可靠性提升;折弯外观要求高的客梯产品——从材料层面消除白边风险;已具备点焊或铆接工艺能力的企业——导入成本最低、对接最顺畅。
引入前建议做好三项准备:一是小批量试制,验证折弯方向、最小弯边宽度和焊接方式与实际结构的匹配性;二是设计端协同评审,排查折弯方向、包角处理和焊缝布局;三是核实供应商的第三方检测报告,关注覆层厚度均匀性、剥离强度和盐雾耐候性。
若企业以连续缝焊为主且短期内难以改造工艺线,或产品中存在大量反折结构、极小折弯边,以及工艺链必须进行浸泡式酸碱处理的,则暂不建议引入,待工艺路线调整到位后再评估。
结语
复合不锈钢板在电梯行业已走过十余年验证周期,技术成熟度获得先行者确认。它提供了443与304之间的真实选项:既不像443那样在折弯外观上留有隐患,也不像304那样在成本上过于厚重。当然,工艺约束真实存在——折弯边、点焊、边缘防护——这些约束不应被回避,而应成为选型时理性权衡的依据。企业应基于自身的产品定位、工艺能力和目标市场环境特征,以客观数据作出判断。