


有污水处理难题、项目合作需求,请联系我们~
1.行业概况
长三角地区(江苏、浙江、上海):占全国电镀产值约42%,以苏州、宁波、温州为代表,聚焦汽车零部件与高端装备制造
珠三角地区(广东):占全国产值约32%,以东莞、深圳、惠州为轴心,依托电子制造产业链,精密电镀企业密集
环渤海地区:占约16%,天津、河北等地有一定规模
中西部地区:占约10%,四川、湖北、安徽增速显著(年均8%-9%)
2.环保压力与政策趋势
入园化成为刚性要求:生态环境部明确要求,新建、扩建电镀企业原则上布局在依法合规设立的产业园区,广东、江苏、辽宁、山东、河北等省份力争2025年底专业电镀企业入园率达到75%。目前全国已建成电镀集中区137个,入园企业超1900家,占行业总产能67%以上。
在线监测全面覆盖: 超过70%的合规园区内企业已部署COD、pH、重金属在线监测平台,排放数据实时上传生态环境部门监管平台。抽查常态化,稍有异常即被判定超标。
电镀废水不是一种废水,而是一类废水的统称。根据HJ 2002-2010《电镀废水治理工程技术规范》,电镀废水按污染物类型可分为以下几类:
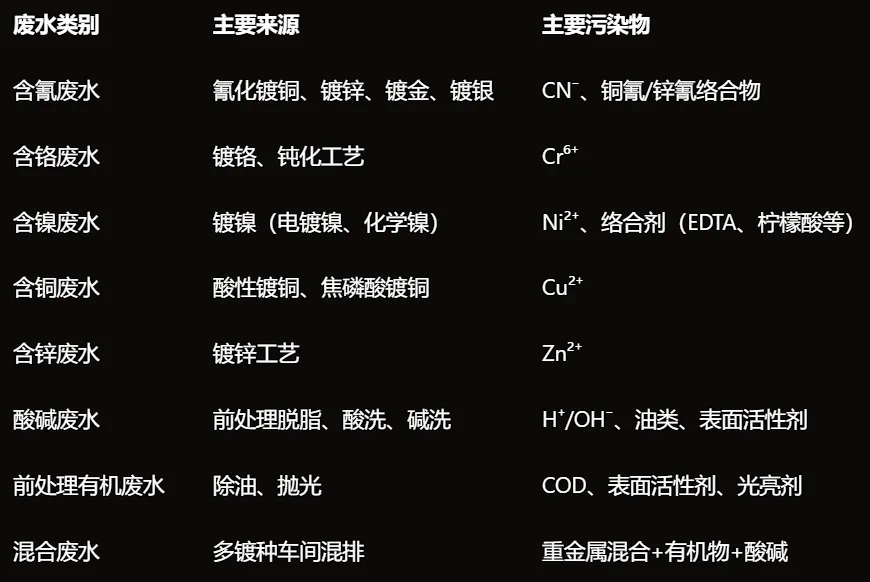
废水处理难点
电镀工艺为提升镀层质量,大量使用EDTA、柠檬酸、酒石酸、氨类等络合剂,与Ni²⁺、Cu²⁺形成稳定常数高达10¹⁶~10²⁰的络合物。常规化学沉淀法(加碱调pH沉淀)对此几乎无效——某电子厂曾因忽视络合态镍的处理,采用常规加碱沉淀,出水Ni²⁺始终超0.1mg/L标准,最终额外投入80万元增加破络单元。
电镀添加剂(糖精钠、聚乙二醇、光亮剂、表面活性剂等)可生化性极差(BOD₅/COD<0.3),高盐环境(电导率20-50 mS/cm)进一步抑制微生物活性,导致生化系统COD去除率低下。膜浓水中的有机物更是"死缠烂打",某电镀园区膜浓液生化出水COD仍在100 mg/L左右,传统生化手段已无能为力。
沉淀渣含重金属10%-20%,按危废处理。焚烧或固化费用2000-3000元/吨,占运行总成本30%以上。
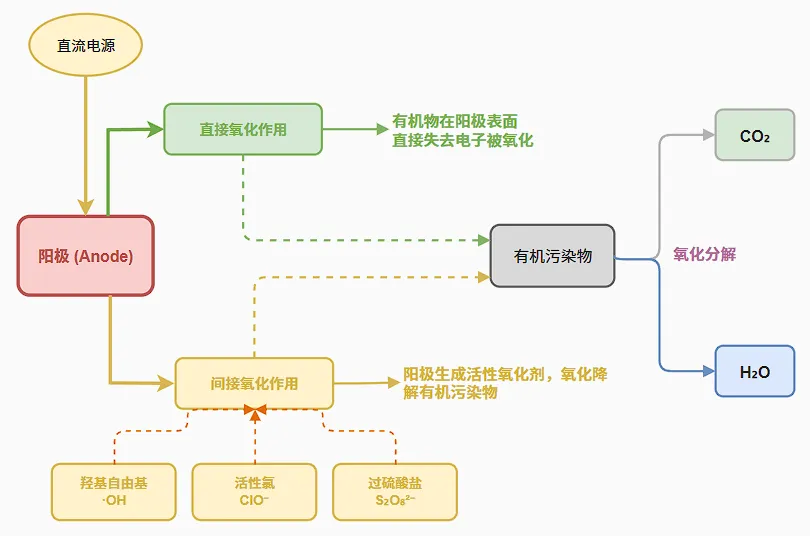
1.电催化氧化工作原理:
阳极表面生成强氧化剂,如羟基自由基·OH、 活性氯 ClO⁻ 、过硫酸盐 S₂O₈²⁻ 等逐步氧化、矿化有机污染物。或者有机污染物在阳极表面发生电子转移被直接分解。
能够有效去除COD、BOD、氨氮、有机磷、色度、臭味。
2.电催化氧化在电镀废水中的应用
·破络破氰:
电催化氧化通过·OH攻击配位键,使络合态重金属转化为游离态,再通过后续沉淀或离子交换深度去除。
这是目前解决"络合镍/络合铜超标"最有效的技术路径之一。
电催化氧化还能通过CN⁻→CNO⁻→CO₂+N₂路径,去除游离氰和络合氰。总氰去除率可达95%。
相比传统碱性氯化法,总氰去除率更高、运营成本更低。
·去除难降解COD:
电催化氧化对电镀废水中难降解有机物(糖精钠、聚乙二醇、光亮剂等)具有显著去除效果。不惧生物毒性。
适合含氰、高盐、含有机物的电镀废水处理项目。
服务客户涵盖养殖、皮革、造纸、印染、电镀等各行业。用成熟的电化学设备为客户解决出水达标难、药剂费用高、污泥产量大等水处理难题。

扫码交流
咨询!