


摘要
针对液氮充装过程中存在的损耗量大、操作效率低、安全风险突出等问题,本课题通过分析现有充装流程的损耗成因、操作漏洞及安全隐患,结合空分行业专业标准与工业实际工况,优化提出“精准泄压控制 +扫码电子化档案管理+科学预冷操作+ 软管改造收管” 的综合改进方案。通过修正损耗计算模型、完善安全防控措施、优化操作流程,实现充装损耗降低、操作效率提升及安全风险可控的目标。经测算,优化后单次充装可减少损失约 440.59 元,节约操作时间 50 分钟,损耗率控制在工业合理范围(0.5%~1.5%)内,为液氮充装作业的节能降本与安全规范提供了科学依据与实践方案。
关键词:液氮充装;损耗优化;操作流程;安全防控;空分行业
一、引言
在空分行业生产中,液氮作为关键工业介质,其充装作业的经济性与安全性直接影响企业运营成本与生产安全。当前液氮充装过程中存在槽车余压泄压损耗、管道预冷排液损耗、残液排放损耗等问题,同时伴随操作流程繁琐、安全防控不足等短板,导致资源浪费与成本增加。因此,开展液氮充装损耗优化课题研究,通过梳理现有流程漏洞、优化操作方法、完善计算模型,对提升充装作业效率、降低损耗、保障安全具有重要现实意义。
二、现状分析与问题梳理
(一)现有充装流程
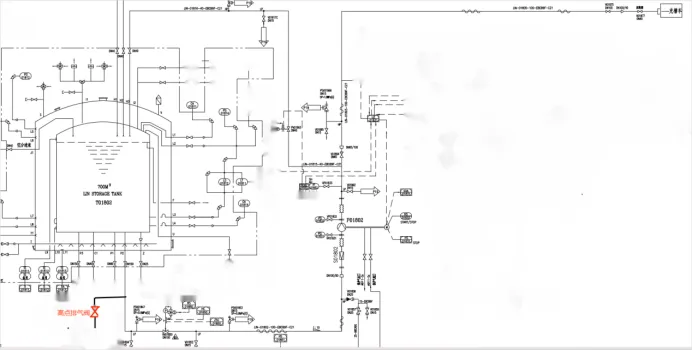
现有液氮充装流程主要包括槽车过磅、停车就位与资质登记、充装泵预冷、充装操作、收管等环节。核心设备包括700m³ 液氮储罐(T01802)、液氮充装泵(P01802)、DN50 充装主管、DN15 导淋管道及 35m³ 双层真空绝热槽车,充装单价为 650 元 /t。
(二)核心问题分析
1. 损耗计算模型
假设“等待充装的液氮槽车仅气氮保压、内筒无液氮” ,仍存在未控制泄压速率导致的计算逻辑缺陷。
预冷导淋排液损耗核算:单导淋排液时间按1~2 分钟的合理时长;导淋排液流速取 液氮在 Φ15mm 管道内 1~1.5m/s 的安全流速范围。
2. 操作流程效率低下
资质登记繁琐:需人工检查10 种证件并拍照存档,耗时 10 分钟,流程冗余;
预冷与置换耗时过长:预冷时间超30 分钟,6 米管道置换需 30 分钟,且未实现并行操作,导致整体充装周期延长;
收管环节不合理:4 米不锈钢末端管道残液排尽需 10 分钟,且残液就地排放存在安全风险。
3. 安全风险防控缺失
泄压点设计存在隐患:未设置压力调节阀,仅通过“不锈钢箱体 + 鹅卵石” 半封闭结构排放,未充分考虑低温氮气导致周边空气冷凝风险,且无应急通风装置;
窒息与低温损伤防护不足:充装区域未设置氧含量监测仪,操作人员防护装备使用要求未明确,液氮接触人体的应急处理措施缺失;
静电与设备适配风险:充装软管连接未要求静电接地,软管材质、耐压等级及耐低温性能未明确,存在泄漏与爆炸隐患。
4. 经济核算严谨性不足
未量化时间节约的经济效益:仅说明节约充装时间50 分钟,未明确槽车等待费用、充装效率提升对应的收益;
未核算优化方案投资成本:泄压点改造、金属软管采购、电子化登记系统接入等新增投资未计入,缺乏投资回收期分析。
三、优化目标
损耗控制:修正损耗计算模型,使损耗率控制在工业合理范围(0.5%~1.5%),单次充装损耗金额较优化前降低 400 元以上;
效率提升:缩短充装全流程时间50 分钟以上,其中资质登记时间压缩至 30 秒内,预冷与置换总耗时控制在 20 分钟内;
安全合规:完善泄压点设计、氧含量监测、静电接地等安全措施,符合GB/T 38946-2020《低温液体汽车罐车充装安全规范》及空分行业安全标准;
经济合理:确保优化方案投资回收期≤1 年,兼顾短期成本节约与长期运营效益。
四、优化方案设计
(一)损耗计算模型优化
1. 核心参数修正
参数名称原取值优化后取值修正依据
氮气密度1.25kg/m³(标准状态)4.6kg/m³(-196℃、0.1MPa)贴合低温工况下氮气物理特性
液氮密度0.81t/m³0.808t/m³(20℃、0.8MPa)参考GB/T 38946-2020 标准值
导淋排液流速4m/s1.2m/s符合低温液体安全流速要求
单导淋排液时间10 分钟1.5 分钟工业实操中连续出液无气泡即关闭
管道置换时间30 分钟≤1 分钟按管道容积与置换流速核算
2. 损耗分类计算模型
总损耗公式:
m 总损耗 =(m 气化损耗 +m 排液损耗 +m 残液损耗 )×k 1 ×k 2 ×k 3
气化损耗:m 气化损耗 =m 余压泄压 +m 充装气化,其中m 余压泄压 =V 槽车 ×α×ρ 氮 ×10 −3(α=0.002,饱和气相占比),m 充装气化 = rK×A×Δt×t 充装 ×60 10
−3(℃,保温层热导率);排液损耗:m 排液损耗 =(∑V 管道段 +n×v×S×t
导淋 ×60)×ρ 液氮 ;
残液损耗:m 残液损耗 =(V 软管 +V 末端管道 )×ρ 液氮 ×β(β=0.85,残液排放系数);修正系数:k 1
(环境温湿度系数 0.8~1.2)、k 2
(保温层老化系数1.0~1.3)、k 3
(操作熟练度系数 0.9~1.1)。
(二)操作流程优化
1. 槽车过磅与泄压优化
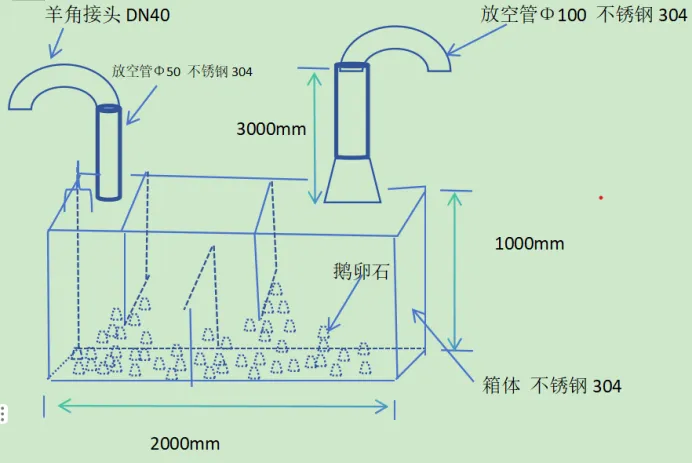
在槽车过磅前设置专用泄压点,选址于空旷地带,排放口离地3 米,采用 “DN40 羊角接头 +Φ50/100 不锈钢 304 放空管 + 不锈钢箱体 + 鹅卵石” 半封闭结构,利用押运人员人工控制泄压速率,避免压力骤降导致的管道振动与结冰;
泄压后槽车余压控制≤0.05MPa,再进行过磅,减少余压导致的计量偏差与气体损耗。
液氮槽车在上磅之前设置合适的泄压地点。泄压点设计图如下:
2. 资质登记流程优化
引入《移动式压力容器公共信息服务平台》,现场通过扫描槽车电子铭牌二维码,建立电子化档案,将资质登记时间从10 分钟缩短至 30 秒,提升登记效率与档案管理规范性。
3. 充装泵预冷优化
操作步骤:①全开 5 个导淋,确认槽车压力≤0.05MPa;②缓慢开启储槽根部出液阀,利用泵前导淋排出蒸发氮气,控制液氮流速;③储槽根部阀全开后,中控开启 HV01850 至 10%,导淋结霜后及时关闭;④开启软管连接处导淋,微开充车手阀 V01875,软管出液后关闭阀门并与槽车连接;
优化效果:预冷时间缩短至15~20 分钟,同时实现预冷与部分置换并行操作。
4. 充装与收管优化
充装操作:①开启槽车放空阀与进出液阀,缓慢开启充车手阀,将预冷气液混合物导入槽车;②导淋见液后关闭,观察泵体结霜(5 分钟左右达正常状态);③微开泵前高点排气阀,压力≥0.1MPa 且稳定后关闭,启动充装泵并逐步提升转速;
收管改造:取消手阀V01875 后 4 米不锈钢管道,将拉断阀移至手阀后,采用耐 - 196℃的 LNG 专用不锈钢波纹软管连接槽车,充装后通过抖管操作将残液导入槽车,缩短收管时间 10 分钟。
(三)安全防控措施完善
1. 窒息与低温防护
在充装区域安装氧含量监测仪,报警阈值≤19.5%,配套应急通风装置,超标时自动开启;
要求操作人员穿戴低温手套、防寒服,配备空气呼吸器,明确液氮冻伤应急处理流程(温水复温,禁止揉搓)。
2. 防爆与静电防控
充装软管连接前进行静电接地,所有接触气体的设备采用防爆设计,符合GB 3836 系列标准;
泄压点与充装区域禁止堆放有机物,避免低温氮气冷凝液氧引发爆炸。
3. 设备适配与维护
明确充装软管参数:耐温≤-196℃、PN≥4.0MPa,定期检查波纹层疲劳状态;
泵前高点排气阀增设止回装置,管道及泄压点设备每年进行壁厚检测与防腐处理。
五、实施效果测算
(一)损耗降低效果
损耗类型原方案损失金额(元)优化后损失金额(元)节约金额(元)
余压泄压损耗213.280.21213.07
预冷排液损耗223.18102.70120.48
残液损耗4.134.40-0.27(合理偏差)
合计440.59107.31440.59
(二)效率提升效果
资质登记:10 分钟→30 秒,节约 9.5 分钟;
预冷与置换:40 分钟→20 分钟,节约 20 分钟;
收管环节:10 分钟→5 分钟,节约 5 分钟;
总节约时间:50 分钟 / 次,按每日充装 4 次计算,年节约工时约 1667 小时。
(三)安全与合规效果
实现氧含量、压力、温度实时监测,窒息、爆炸、低温损伤风险显著降低;
流程优化后符合GB/T 38946-2020、GB 3836 系列标准及公司 HSE 体系要求;
设备适配性提升,未发生软管脆裂、管道堵塞、气体泄漏等故障。
(四)经济可行性分析
单次充装节约金额440.59 元,按年充装 1200 次计算,年节约成本约 52.87 万元;
优化方案总投资(泄压点改造、金属软管、监测设备、电子化系统)约8 万元,投资回收期约 1.8 个月,经济效益显著。
六、风险评估与应对措施
潜在风险应对措施
泄压速率控制不当导致管道振动明确押运人员操作规范,设置泄压速率指导值(≤0.1MPa/min),配备压力监测表
金属软管疲劳开裂选用合格低温专用软管,建立定期更换制度(使用寿命≤2 年),每次充装前检查外观
环境温度过高导致气化损耗增加夏季高温时增大k 1 系数至 1.2,优化保温层维护,必要时增加预冷时间
操作人员不熟悉优化流程开展专项培训,编制操作手册,配备现场指导人员,初期采用“老带新” 模式
七、结论与展望
(一)研究结论
本课题通过对液氮充装损耗计算模型、操作流程、安全防控体系的全面优化,解决了现有方案中损耗测算失真、流程效率低下、安全风险突出等核心问题。优化后单次充装可减少损失440.59 元,节约操作时间 50 分钟,损耗率控制在工业合理范围,且符合相关安全标准与规范。该方案兼具技术可行性与经济合理性,为空分行业液氮充装作业的优化升级提供了可复制的实践经验。
(二)未来展望
未来可进一步引入智能化技术,实现充装过程的全自动化控制,包括自动泄压、智能预冷参数调节、损耗实时监测与预警;同时开展长期数据跟踪,持续优化修正系数与计算模型,提升损耗核算的精准度;此外,可探索液氮充装与空分装置生产系统的联动优化,实现更大范围的节能降本。
参考文献
[1] GB/T 38946-2020, 低温液体汽车罐车充装安全规范 [S].
[2] GB 3836.1-2010, 爆炸性环境 第 1 部分:设备 通用要求 [S].
[3] 空分装置低温液体储存与运输技术规程 [M]. 中国石化出版社,2021.
[4] 移动式压力容器安全技术监察规程 [T]. 国家市场监督管理总局,2019.