


(一)锂离子电池构成分析
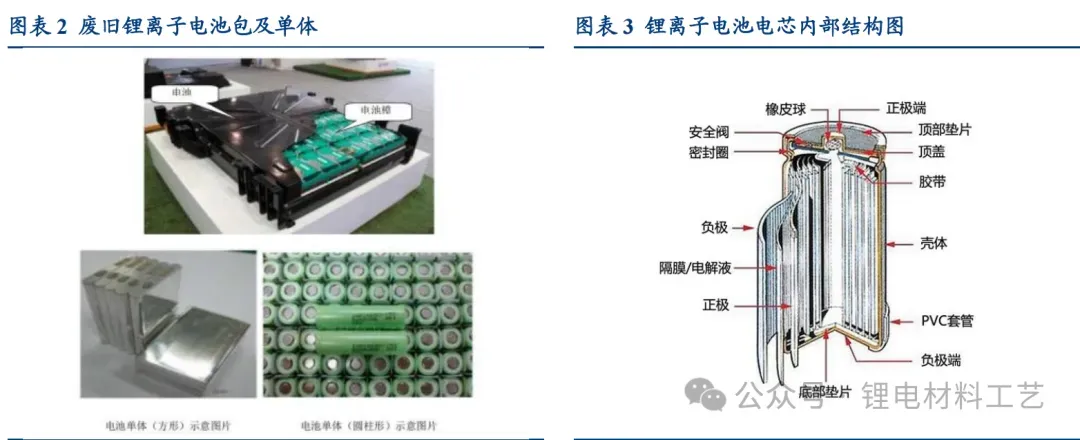
锂离子电池主要结构包括电池壳和电芯,其中电芯包括正极、负极、隔膜、集流体和电解液。
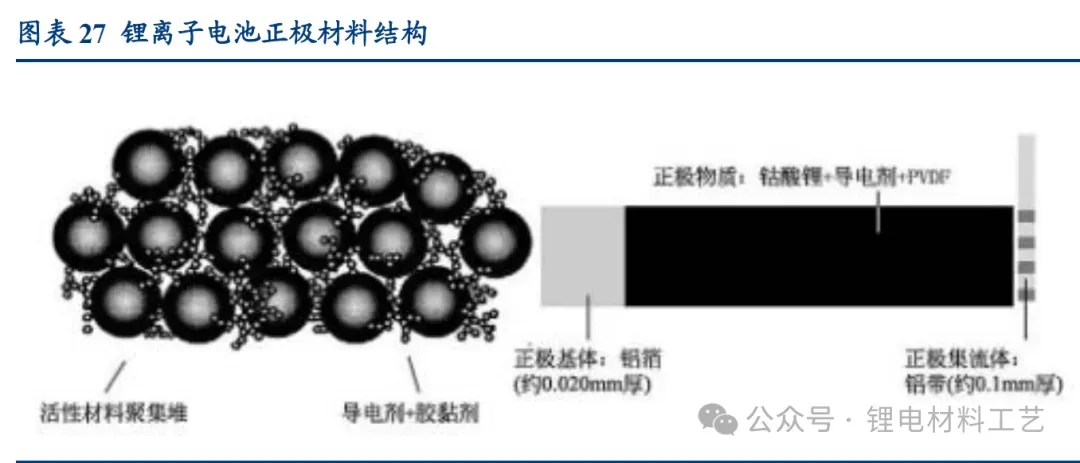
锂离子电池单体主要结构及组成
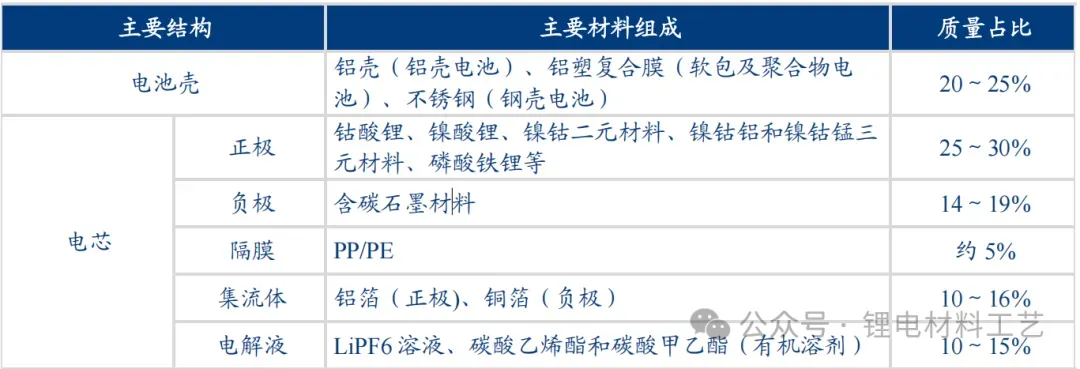
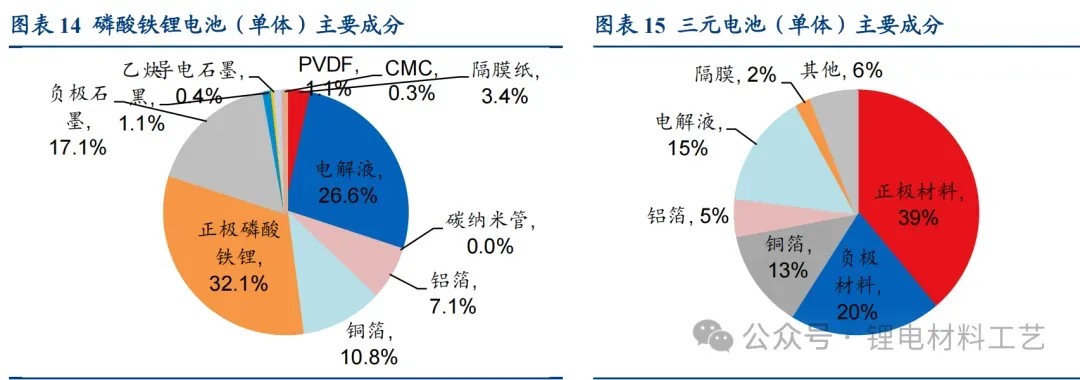
正极:88-89wt.%正极活性材料、7-8wt.%乙炔黑导电剂和 3-4wt.%有机粘合剂,均匀混合后涂布于 10-20 微米的铝箔集流体上,即组成锂离子电池正极。常见正极活性材料包括 磷 酸 铁 锂 ( LiFePO4 , LFP )、 钴 酸 锂 ( LiCoO2 , LCO )、 镍 钴 锰 三 元 材 料(LiNixMnyCo1-x-yO2,NCM)、镍钴铝三元材料(LiNixCoyAl1-x-yO2,NCA)等。
负极:88-90wt.%的负极活性材料(石墨或近似石墨结构的碳)、4-5wt.%的乙炔黑导电剂和 6-7wt.%有机粘结剂,均匀混合后涂布于 7-15 微米的铜箔集流体上,即组成锂离子电池负极。
有机电解液:主要由电解质盐、有机溶剂和添加剂组成。电解质锂盐包括 LiPF6、LiBF4等;有机溶剂包括酯类、醚类、砜类、腈类和硝基化合物等;添加剂按功能可分为 SEI成膜添加剂、正极保护添加剂、锂盐稳定剂、过充过放保护剂和阻燃添加剂等。
隔膜:一种经特殊成型的高分子薄膜微孔结构,可以让锂离子自由通过,而电子不能通过。主要有聚烯烃隔膜(聚乙烯、聚丙烯等聚合物)、无纺布类隔膜(天然纤维、微纤化纤维素和纤维素类纳米纤维)和陶瓷复合隔膜等。
(二)废旧电池大规模退役催生电池回收行业蓬勃发展
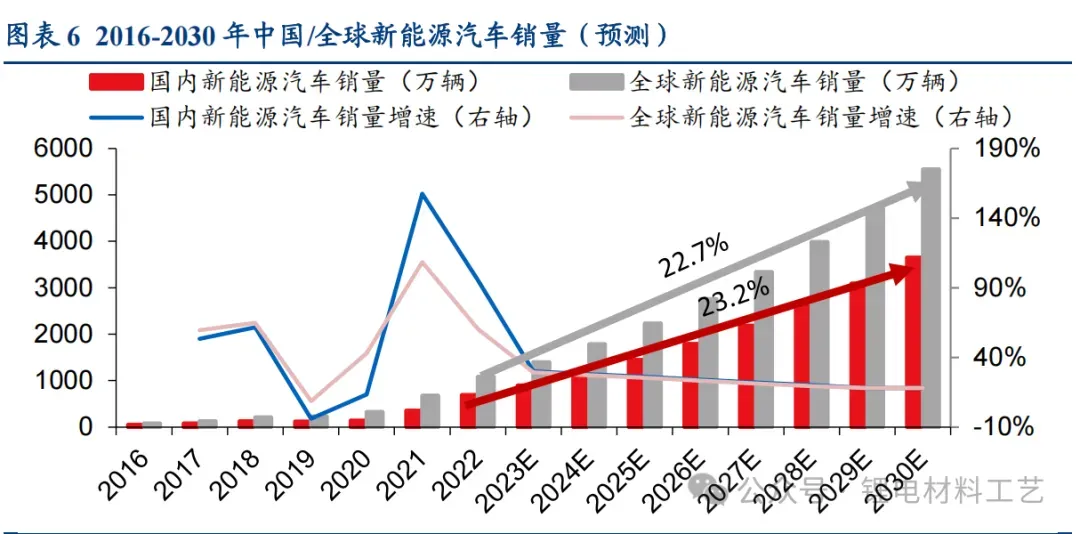
中国是全球最大的锂离子电池生产与消费国,拥有完整产业链和一批具有国际竞争力和领导地位的电池头部企业。近年来国家政策持续支持新能源行业发展,新能源和储能呈快速增长趋势,带动锂电池行业同步快速扩张。根据 GGII,2022 年国内锂离子电池出货量 655GWh,同比+100.3%,其中动力电池是我国锂电池最大细分品类,2022 年占比73%。
当前动力电池的寿命约 8-10 年,但对新能源汽车动力电池来说,当其电池容量衰减至额定容量的 80%时,就不再满足使用要求,因此实际有效寿命约 5-7 年。退役后的动力电池可直接回收,也可梯次利用在低性能要求的场景中。梯次利用适用于容量衰减至额定容量 70-80%以下的动力电池,这类电池虽然不满足电动汽车的使用标准,但剩余电池容量仍能够满足其他设备的能源需求。对此类电池可实施拆解、筛分、重组,再系统集成为小型电池包,应用在一些对能量密度要求不高的领域,例如低速电动车(电动自行车、快递车等)、太阳能路灯、通信基站等。对于电池容量衰减超过 40%的动力电池,则会进入拆解回收工序。由于磷酸铁锂电池平均循环寿命相对更长(4000 次),电池容量衰减方式为缓慢均匀衰减,因此更适用于梯次利用;而三元电池平均循环寿命相对较短(2000 次),稳定性较差,且含有镍钴锰等稀有金属,因此回收方式以拆解回收利用为主。


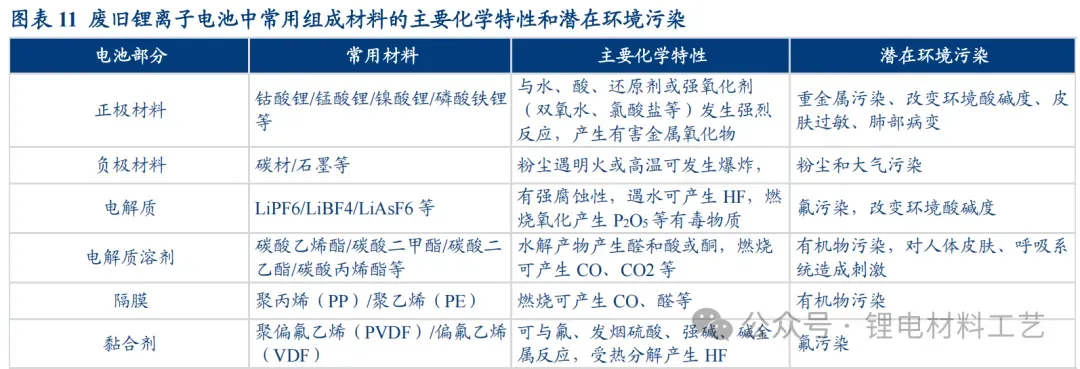
对于逐渐增长的报废动力锂电池市场,其回收的必要性主要体现在环境保护和经济性两方面。环境保护角度来看,锂离子电池含有多种重金属、有机和无机化合物等有毒有害物质,一旦泄漏进入土壤、水体和大气,就会造成严重污染;钴、镍、铜、铝、锰等金属还具有累积效应,通过食物链富集在人体,具有极大的危害性。因此需对废旧锂离子电池进行集中无害化处理,回收其中的金属材料,确保人类的健康和环境的可持续发展。
此外,参考郝思越,张伟等的《废旧动力电池回收再生利用概况》,回收再利用废旧动力电池的原料可有效减少矿石原料碳排放的 40%以上。经济性角度来看,废旧锂离子电池正极材料通常含有 Li、Co、Ni 和 Mn 等有价金属元素,其金属含量甚至高于一些天然矿石;从矿石中提炼有价金属需要较高的成本和能耗,从报废电池供回收这些金属不仅能获得高纯度产品,还可有效降低成本,产生可观的经济效益。
二、预计废旧电池可回收金属市场空间 2025 年为 364 亿元,2030 年为 1309亿元
目前行业主要原材料来自废旧电池包和电池包/正极生产过程中的边角料。回收对象来看,废旧电池/边角料回收以金属材料为主;主要分布在外壳、集流体和正极材料中。外壳和集流体中的金属基本以单质形式存在,包括铜、铝、铁等;金属单质的回收较为简单,前期拆解、剥离即可完成。正极中的金属包括钴、镍、锂、锰、铝、铁等,稀缺金属具有较高的价值量;但由于这些金属以化合物的形态存在,回收较为困难,因此也是当前的回收工艺核心。
每吨锂离子电池包/电池模组拆解材料组成

对于正极材料生产边角料的回收:总质量中 88-89wt.% 为正极活性材料、7-8wt.% 为乙炔黑导电剂、3-4wt.% 为有机粘合剂。
对于废旧电池包/电池包生产边角料的回收:根据邦普循环,磷酸铁锂电池包质量构成来看,单体占比 60%、外壳占比 24%。其中磷酸铁锂电池单体中,正极活性材料磷酸铁锂占比 32.1%,因此对于磷酸铁锂电池包整体,磷酸铁锂占比约 20%。三元聚合物锂电池包质量构成来看,单体占比 68.2%、外壳占比 21%。其中正极材料在三元锂电池质量中占比 39%。参考正极材料中 88-89 wt.% 为正极活性材料,因此对于三元锂电池包整体,三元材料占比约 24%。
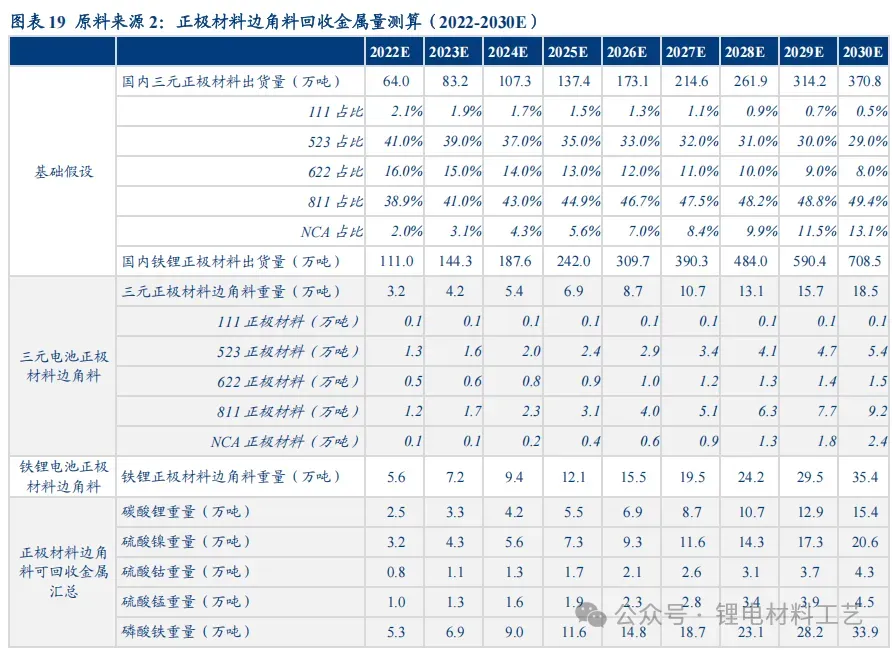
根据电池回收厂三种原料来源,我们进行了分别的测算,其中假设:
1) 废旧电池包/边角料中,回收对象(高价值量金属)主要来自于正极活性材料;
2) 三元动力电池包中正极活性材料质量占比 24%,磷酸铁锂动力电池包中正极活性材料质量占比 20%;
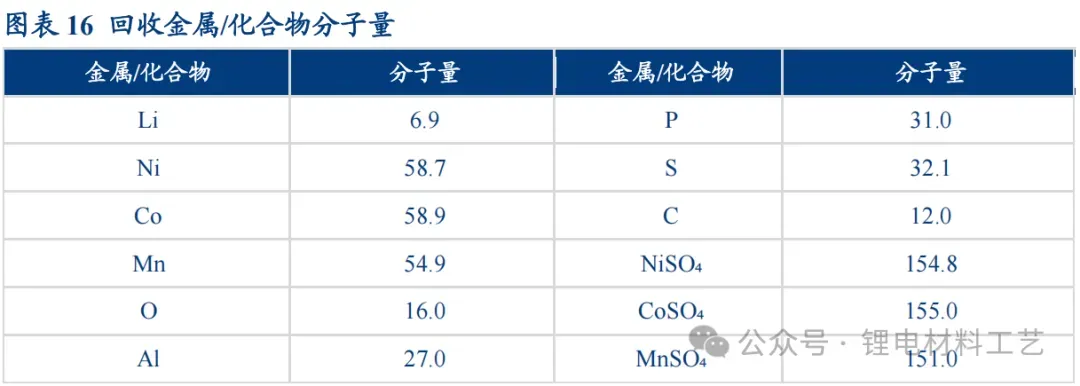
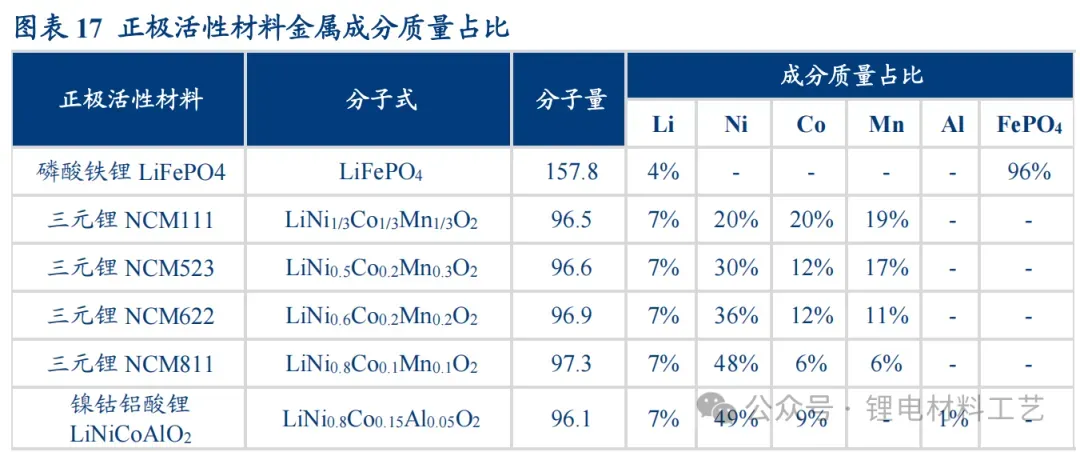
3) 正极活性材料中,各金属质量占比参考图表 14、15;由于正极活性材料回收较少以金属单质形式,因此我们以主流金属化合物测算市场空间,镍、钴、锰、锂对应的金属化合物分别为硫酸镍、硫酸钴、硫酸锰、碳酸锂。
整体来看,3 种原料来源下,预计 2025 年废旧电池/边角料中可回收硫酸镍、硫酸钴、硫酸锰、碳酸锂、磷酸铁分别为 19.4、4.9、4.4、12.2、20.3 万吨;2030 年分别为 61.9、13.6、12.2、44.6、93.3 万吨。如按照硫酸镍 3.5 万元/吨、硫酸钴 4 万元/吨、硫酸锰 0.5万元/吨、碳酸锂 20 万元/吨、磷酸铁 1.5 万元/吨的价格计,则 2025 年可回收金属总市场空间为 364 亿元,2022-2025 年 CAGR 31.8%;2030 年为 1309 亿元,2025-2030 年CAGR 29.2%。




三、回收工艺剖析与成本测算
锂离子电池主流回收工艺分为四种:湿法工艺、火法工艺、联合工艺和修复再生工艺。
传统回收工艺主要为湿法、火法冶金回收。废旧锂离子电池经过放电、拆解、破碎、分选等预处理步骤,将正极、负极、隔膜从集流体上分离,再经过破碎、过筛、磁选等操作,得到高价值的失效正极粉末。将正极材料经过火法或湿法处理,重新得到正极材料的前驱体,混合一定量的锂盐,烧结再生成新的正极材料。两种回收工艺通过完全破坏电池中材料的原有成分和结构,提取其中的元素作为新原料合成的前驱体。
新兴直接回收技术一般从失效材料的成分和结构入手,不破坏材料固有结构并实现结构再生,恢复材料的电化学活性。正极材料直接回收主流技术包括固相法、熔融盐法、水热锂化、低共熔溶剂常压锂化等。固相法操作简单、应用广,但能耗高;熔融盐法反应温度低,但对锂盐用量和热处理时间要求严格;水热法锂化温度更低、时间更短、反应更均匀,但高压环境存在一定的安全隐患;低共熔溶剂法可在常压下实现对失效正极再生,且 DESs 绿色环保、可循环利用,能大幅度降低回收成本,有望用于大规模回收,但目前相关研究较少,适用于不同正极材料的 DESs 体系还有待开发。目前废旧电池的直接再生工艺仍处于研发实验阶段,暂未实现大规模使用。
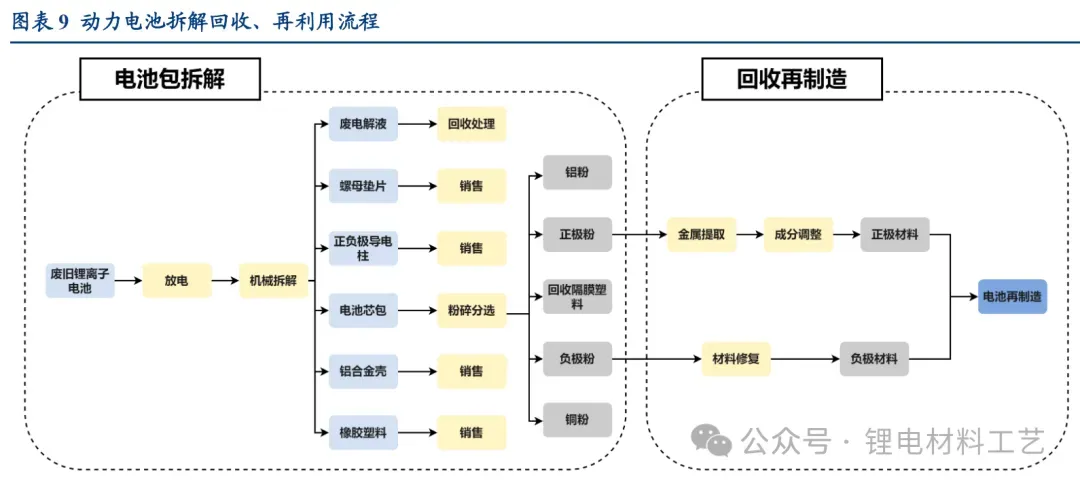
国内现有电池回收以传统工艺拆解+湿法冶金为主。回收企业先把退役电池人工/机械拆解破碎为不同材料,以拆解为主业的企业会将外壳塑料、铝粉、铜粉、正极粉等不同材料卖给下游关联企业,下游对材料进行冶炼;一体化程度高的企业则直接将废粉进行相应冶炼,可制成硫酸钴、硫酸镍等硫酸盐,也可以制成氢氧化镍、氢氧化钴等前驱体。
参考邦普循环电池回收定向循环工艺:首先拆解废旧动力电池获得金属外壳,再热解去除有机溶剂,过程用旋风除尘、碱液喷淋吸收,最后经过机械破碎分选分理塑料外壳、正极、负极和隔膜等材料。正极材料酸浸后用 P204、P507 萃取除铜、除铁铝后,净化液通入氨水碱化沉淀生成镍钴锰氢氧化物,再添加回收的碳酸锂,烧结制备三元材料。
相较于国内,海外回收工艺以火法冶金为主,将预处理后的活性物质放在焚烧炉中高温去除有机物,熔炼得到金属合金,再通过浸出/萃取等工艺得到金属化合物。
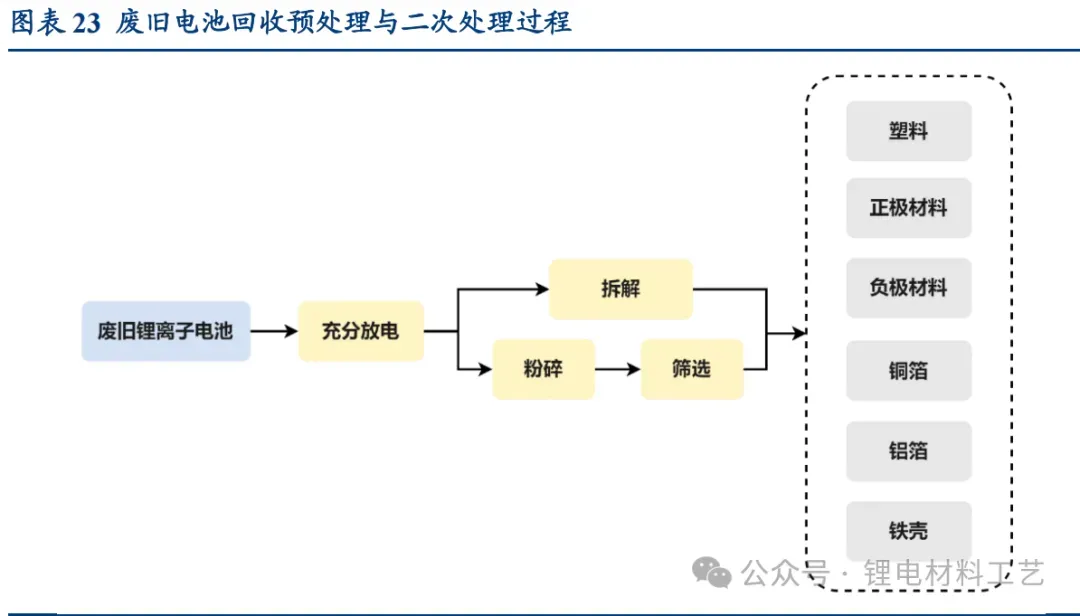
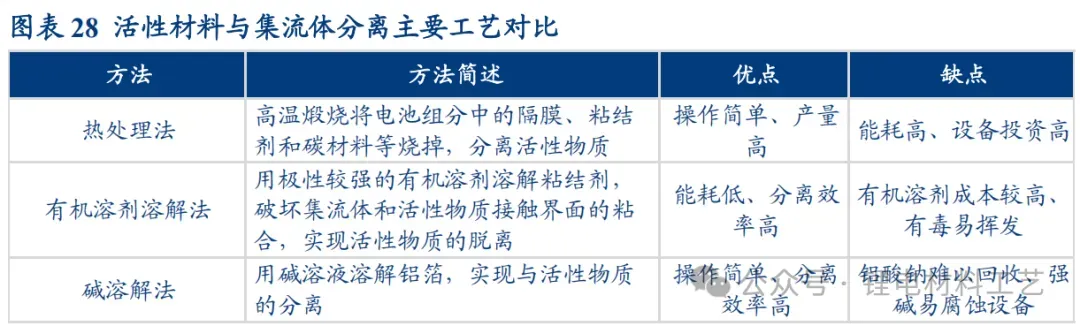
具体操作来看,废旧电池回收处理主要分三个过程:预处理、二次处理与深度处理。预处理主要进行深度放电、破碎、物理分选。二次处理是为了使正负极活性材料与基底发生分离,主要有热处理法、有机溶剂溶解法、碱液溶解法等。深度处理包括浸出和分离提纯,对有价值的金属材料进行提取,是回收过程的关键。

(一)预处理与二次处理:放电、拆解与材料分离
由于锂离子电池成分复杂、结构致密,直接采用高温冶金或湿法冶金的方法回收效率较低。为提高回收利用效率,在从废电池中回收有价金属之前,通常需进行放电和初步分离预处理,以减少金属的混合和回收过程中试剂与能量的消耗
1) 放电
为防止废旧电池短路、自燃,在拆解电池之前,首先需要对电池进行放电处理
。主流的做法是将电池正负极浸入导电盐溶液中,实现短路放电;这种方法效率高且稳定,成本低廉,适合小型废旧电池的放电处理。对于电动汽车用锂离子电池组,由于残余容量较多,也可使用充放电机收集残余电量,检测残余电压处于安全范围后再进入拆解粉碎阶段。
对于高容量电池的大批量工业化应用,也可使用低温冷冻法,即将废旧电池冷冻至极低温度(如液氮冷冻)失活并安全破碎;但该方法对设备要求较高,初期建设成本较高,目前采用该方法的公司有美国 Umicore 和 Toxco。
2) 分拣拆解
由于不同活性材料、不同使用目的、不同电池制造商生产的电池在体积、包装、材料组分等方面的差异较大,分拣拆解的目的在于去掉废旧电池(组)的外壳和包装,减小电池体积,有针对性地分类处理不同类型废旧电池。
在实验室研究和尚未规模化回收的企业,人工拆解是主要的拆解方式。操作人员用刀、锯等工具手动拆卸废旧电池单体,去掉塑料或金属外壳,将外壳、正负极、隔膜等分离开。这种方式得到的活性物质纯度相对较高,电芯作为一个整体进入后续处理阶段,杂质含量少。但人工拆解效率低、处理量小,仅能作为研究阶段或小作坊生产,难以实现规模化工业应用。
面对大规模的回收过程,机械拆解在经济和工业应用方面更具优势。机械操作把塑料或金属外壳封装的电池用钢锯切割除去两端及壳体,获得电池内部的材料,再依据正极材料的化学组分采用更具针对性的回收工艺进行批量处理。在电池分选方面,飞利浦设计的传感器能够感应每块电池的磁场,测出相应反应频率,准确率能达到 99%,但是电池必须逐个通过传感器,分拣速度较慢。在德国,按照电池形状、大小经过简单人工拣选后,利用 X 射线检查法来进一步细分不同组成成分的电池,放置在传送带上的电池经过X 射线的扫描,实时分析出电池类型,机械分选至不同的容器,分选速度能达到 12 块/秒。
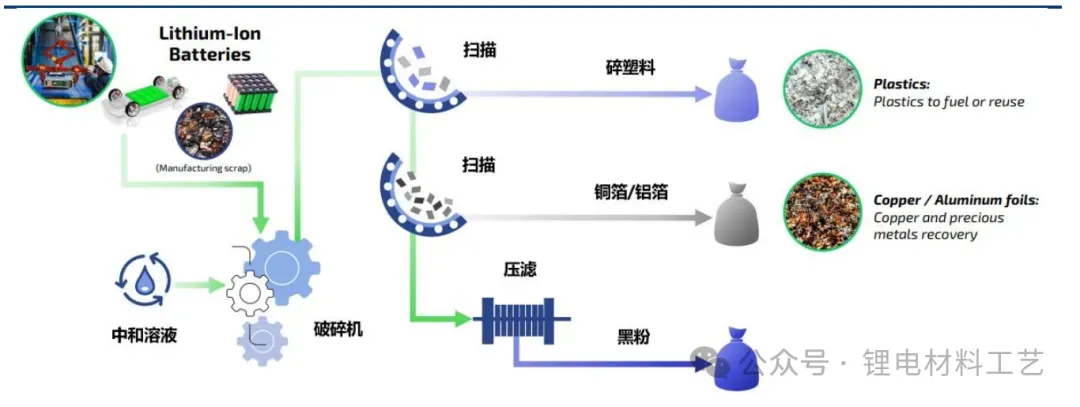
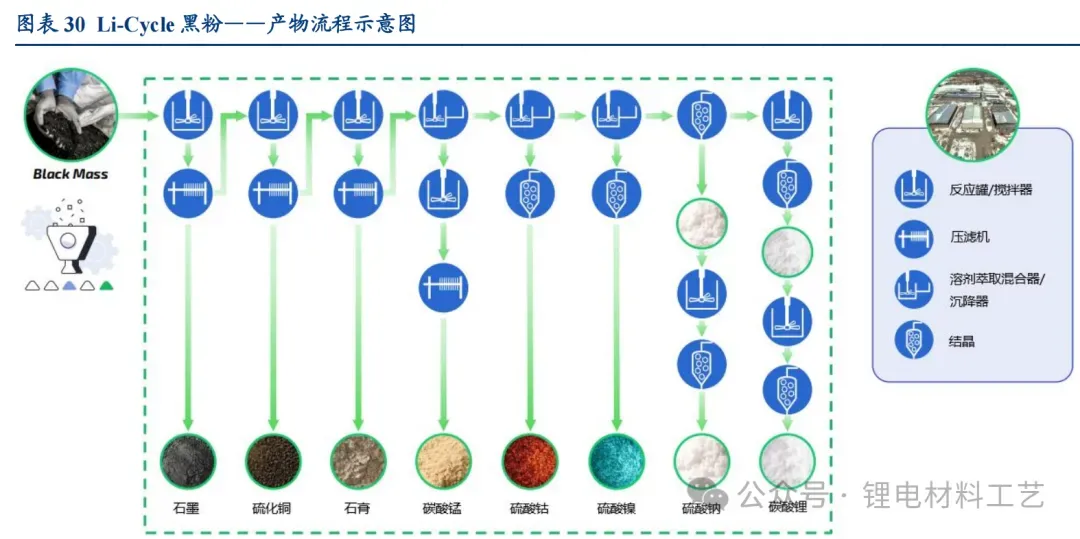
在实际应用中,电池包-模组、模组-单体的拆解以手工为主,少数企业尝试采用自动化拆解;而从电芯到废粉,大部分企业都采用自动化拆解。工艺流程来看,废旧电池包由输送机物料首先送入一级破机中进行粗破碎;粗破碎后的物料通过输送机送入二级破机中进行次破碎;次破碎后的物料进经过输送机和磁选器去除铁后,再进入三破机中进行细破碎至粉末。粉末状态的物料由负压系统进入到旋风分离器中进行空气过滤,并通过风机落至气流分选机上;气流分选机使不同密度的物质分层,将金属分选出来,并使非金属由负压系统带入脉冲除尘器进行集中。过滤得到的尾气由负压系统送入尾气处理设备中空气净化,达到排放标准后再进行高空排放。
Li-Cycle 电池包——黑粉机械破碎拆解流程示
3) 粉碎筛分&活性材料与集流体分离
分拣拆解后,需要进一步分选出含有金属的材料,包括干法和湿法工艺。干法回收工艺是指不通过溶液等介质,直接对有价金属进行回收,主要采用热处理+机械分离联合处理。机械分离法是利用电池不同组分密度、磁性等物理性质的差异,采用浮选、振动筛选、磁选等方式筛选分类破碎后的电池材料,实现塑料、金属外壳、铜箔、铝箔及电极材料的初步分离。但电池活性材料是通过粘结剂粘附到集流体上的,机械处理直接分离活性材料的分离率较低:如果破碎强度较小许多活性材料不能完全回收,强度过大又会使一些铜和铝被破碎成细小颗粒进入活性材料。因此去除有机粘结剂是机械破碎前的必要步骤,首先通过热处理法将放电、拆解后的电极废料高温煅烧去除隔膜、粘结剂和碳材料等,再通过一系列机械处理(如粉碎、筛分等)实现活性材料和集流体的分离。干法回收操作工艺简单,在高温条件下反应迅速,适合用于处理大量或者结构比较复杂的电池;但高能耗且容易造成大气污染,前期设备投资也较高
湿法回收工艺是通过酸碱溶液对废旧锂电池中金属离子进行溶解,再使用沉淀、吸附、萃取等方法将溶液中的离子进行再提取,使其以氧化物、盐等形式分离。在活性材料与集流体分离工段,主要的湿法工艺有有机溶剂溶解法、碱溶解法等。有机溶剂浸泡法利用相似相溶原理,采用极性较强的有机溶剂溶解粘结剂,破坏集流体和活性物质接触界面的粘合,实现活性物质的脱离;该方法不破坏材料结构且不改变活性材料组分,回收效率高;但有机溶剂大多价格昂贵,且有毒易挥发,不适合大规模工业应用。碱液溶解法是利用铝的两性性质,利用碱溶解铝箔,而活性物质不溶于碱液,实现二者分离;该方法操作简单、分离效率高,但生成的铝酸钠较难回收处理,强碱也易腐蚀设备。
湿法回收工艺过程较复杂精细,但回收产品纯度更高,因此是目前废旧电池回收工艺的首选。
(二)深度处理:目标金属的浸出与分离提取
电池回收的深度处理是在预处理放电、拆解、破碎、分离后,将电极材料溶解浸出,使其中的金属及化合物以离子形式进入到浸出溶剂中,再分别进行对应金属的分离回收;主要可分为浸出和提取两个阶段。
1) 浸出
浸出是废电池回收湿法工艺中的关键步骤,主要是将预处理后的正极活性物质中的金属元素转化为溶液中的离子,便于后续分离回收工序,常用的酸包括无机酸(HCl、H2SO4、HNO3、H3PO4 等)、有机酸(草酸、柠檬酸、苹果酸等)。传统无机酸中,盐酸浸出效果最佳,但易挥发,在反应过程中会生成 Cl2;硝酸不仅易挥发,还具有强氧化性,容易生成有毒的氮氧化物,且价格高于盐酸和硫酸;硫酸价廉易得,沸点较高,可采用较高的浸出温度提高浸出速率和溶解率。但硫酸的浸出效率相对较低,因此实际操作过程常在硫酸溶液中添加还原剂 H2O2,且需要较高的浸出温度和较大的液固比。但由于 H2O2稳定性差、易分解,当前有很多研究致力于寻找更高效稳定的替代物。
除无机酸外,对环境友好的有机酸也是目前的关注方向:有机酸较无机酸不会产生有毒气体,废液也没有强酸性,便于处理,对设备腐蚀较小;但有机酸价格较高,浸出速度较慢,且液固比高于无机酸,对应正极材料处理能力远小于无机酸,因此难适用于大规模处理。如果需要先回收金属 Al,也可采用两步法先用碱液对金属材料溶解浸出,再酸浸其他金属。整体来说,酸浸过程的核心是反应温度、时间、酸浓度、固液比和还原剂含量,直接影响到金属离子的浸取率。
2) 提取
正极活性物质浸出后,重点回收的钴、锂、镍、锰等金属均以离子形式存在于浸出液中,需通过进一步的深度处理,进行彻底的分离、提纯并回收,主流工艺包括化学沉淀法、溶剂萃取法、电化学沉积法等。
化学沉淀法是向金属浸出液中加入适当的沉淀剂,与金属离子发生沉淀反应达到分离效果。化学沉淀法的分离机理是一定 pH 下金属化合物的不同溶解度,在不同 pH 值下对Ni、Co、Mn、Li 等不同金属离子进行梯次沉淀分离;这种方法提取率高、成本低、对设备的要求低,但由于部分金属沉淀条件苛刻,如果没控制好沉淀剂用量和溶液酸碱度,可能会出现多种金属同时沉淀的现象,难以分离,造成不必要的资源浪费。
萃取法是选择一种特定的萃取剂或几种萃取剂的混合物,通过与目标金属离子形成稳定的配合物,在有机相中与浸出液分开,再将配合物反萃实现金属离子的分离提纯。萃取法优势在于目标金属离子提取准确、能耗低、操作简便,回收率和纯度都比较高;但缺点在于需要大量化学试剂,存在污染环境的风险,溶剂在萃取过程中也会有一定流失,成本较高。通常情况下,混合萃取剂具有更好的协同效应,萃取效果优于单一萃取剂。
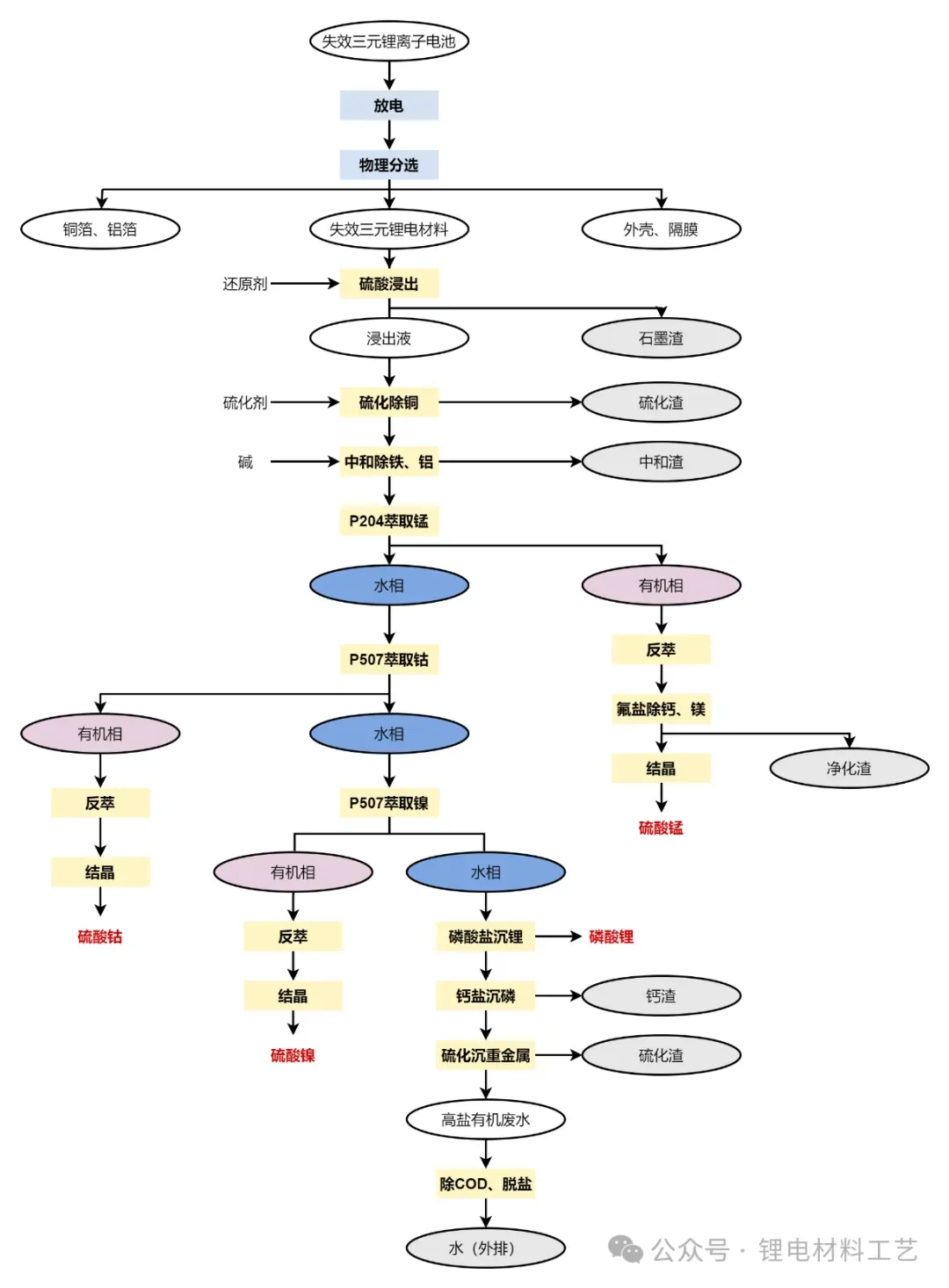
目前国内电池回收工厂主要采用分步萃取的方法回收浸出液中的金属离子:首先将 Cu、Al、Fe 等杂质化学沉淀去除,净化液采用 P204 萃取锰,负载有机相经过硫酸溶液反萃、净化后得到纯净硫酸锰溶液;萃余液再采用 P507 在不同 pH 条件下分别萃取 Co、Ni,负载有机相经过硫酸溶液反萃的到纯净硫酸钴、硫酸锰溶液。该方法可制备纯的 Mn、Co、Ni 硫酸盐产品,但萃取过程使用的 P204 和 P507 萃取剂均需皂化处理,碱消耗量大;另外整个萃取流程相对较长、级数较多。
国内电池回收厂主流湿法回收工艺(三元锂离子电池)
电化学沉积法是指在外电场作用下,通过金属的电极电位差异,使浸出液中的目标金属离子在阴极发生电化学还原反应得到金属的方法。该方法简单易行、操作中不需添加化学试剂、引入杂质少,不仅使产品的纯度和回收率很高,也避免了后续处理工艺的复杂化。但缺点是需消耗较多的电能,另外为避免其它金属离子的共沉积,需要在前处理过程中纯化活性材料。
(三)电池回收成本&产物价值量分析
成本端来看,电池回收成本结构主要分为两大块:废电池本身的费用和加工费。废电池本身的费用占比通常超过总体的 50%,其他加工费包括辅助材料成本、燃料动力成本、环境治理成本、设备成本、人工成本、其他支出(场地费、公摊费、税费)等。参考黎华玲等《锂离子动力电池的电极材料回收模式及经济性分析》及 SMM 近期废电池回收价格,对于磷酸铁锂电池,假设电池包回收价格为 18000 元/吨,干法与湿法回收单吨成本(购买电池包以外)分别为 5900 元/吨与 11300 元/吨,总回收成本分别为 23900 元/吨与 29300 元/吨;对于三元电池,假设电池包回收价格为 38000 元/吨,干法与湿法回收单吨成本(购买电池包以外)分别为 6000 元/吨与 14400 元/吨,总回收成本分别为44000 元/吨与 52400 元/吨。


尽管干法工艺相对简单、回收成本较低,但其产物中杂质更多、处理过程中污染更大,目标产物回收率也低于湿法,存在一定工艺缺陷;因此目前国内电池回收产线以湿法为主。
对于磷酸铁锂电池,当前主要回收产物是废铜、碳酸锂、磷酸铁。参考本文第二章的测算,磷酸铁锂动力电池包中,单体质量占比约 60%,单体中正极材料质量占比约 32.1%(活性材料在正极材料中质量占比 88-89%),铜箔质量占比约 10.8%;按照回收率铜箔98%、碳酸锂 90%、磷酸铁 95%假设,则单吨磷酸铁锂电池包可提取废铜 63.5kg、碳酸锂 35.9kg、磷酸铁 154.8kg,对应主要回收产物价值量 1.7 万元/吨磷酸铁锂电池包。
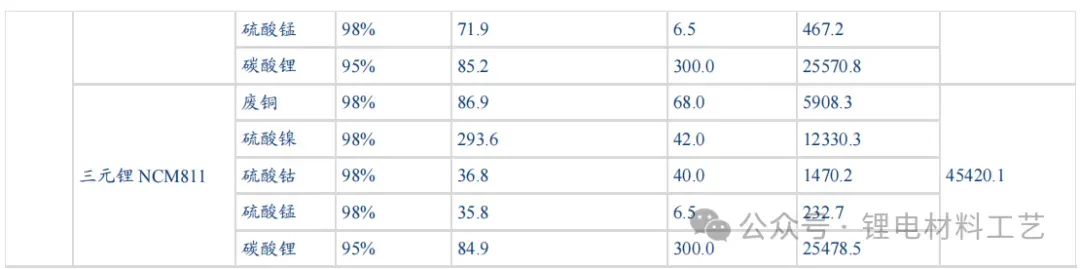
对于三元电池,当前主要回收产物是硫酸镍、硫酸钴、硫酸锰、碳酸锂。参考本文第二章的测算,三元动力电池包中,单体质量占比约 68.2%,单体中正极材料质量占比约 39%(活性材料在正极材料中质量占比 88-89%),铜箔质量占比约 13%;按照回收率铜箔98%、硫酸镍 98%、硫酸钴 98%、硫酸锰 98%、碳酸锂 85%假设,则单吨不同三元电池包 可 提 取 废 铜 86.9kg 、 硫 酸 镍 123.4~293.6kg 、 硫 酸 钴 36.8~123.6kg 、硫酸锰35.8~120.4kg、碳酸锂 84.9~85.7kg,对应主要回收产物价值量 4.2-4.5 万元/吨三元电池包。

通过成本与收益的核算,目前锂电回收行业仍处于微利甚至亏损的状态;主要在于2022 年以来原材料端废旧电池包的高溢价。此前由于锂价较低,三元电池回收以镍钴为主,因此计价折扣系数仅体现镍、钴的价值;22 年锂价大幅上涨,为体现锂价值量,只能调高镍、钴的折扣系数;叠加行业参与者激烈争夺废旧电池包资源,电池包的折扣系数由正常情况下的 70-80%大幅飙升,最高超过 200%,与实际价值量水平存在较大偏差。
废旧三元电池包主流折扣系数计价规则


优质企业推荐
供采信息 | 山东金顿新材料科技有限公司专业生产负极材料预碳化石墨碳化硅坩埚
供采信息| 吉林市北洋炭素炉窑有限公司炭素炉窑设备技术研发,制造,EPC总包
优质企业|新乡市东瀚新材料有限公司专业生产炉头电极、多灰炭块、石墨匣钵、石墨板材和立柱
供采信息 | 青岛丰稔石墨科技有限公司专业生产膨胀石墨、石墨纸
优质企业 |青岛正望新材料股份有限公司专业生产负极材料专用石墨坩埚、石墨匣钵,石墨碳化硅坩埚
供采信息 | 深川变频股份为石墨粉体行业定制IP56高防护等级变频器
优质企业 | 宁夏文顺新型炭材制品有限公司生产石墨坩埚,石墨方,炉头电极,石墨电极,预焙炭砖,半石墨碳化硅炭砖,自焙炭砖,冷捣糊
供采信息| 河南力富特起重运输机械专往于高端智能起重机,欧式起重机、多用途起重机
供采信息 |新乡市桂和机械设备有限公司专业生产超声波振动筛、除磁机、方形摇摆筛
优质企业 |山东瑞耐新材料有限公司拥有150米高温隧道窑3条,现承接石墨负极预碳化,高温碳化。石墨炉专用耐火砖生产
供采信息 |山东永达环保科技主要提供负极材料石墨纯化废酸的回收提纯工艺及设备
供采信息 |郭氏集团四川津大坩埚耐材有限公司专业生产碳化硅坩埚、石墨化坩埚、石墨匣钵
供采信息| 专业生产石墨电极,石墨匣钵,石墨增碳剂,柱状增碳剂,再生坩埚
供采信息 | 河南锐能机械设备生产负极材料包覆造粒反应釜自动化配料、加卸料输送生产线
供采信息 |潍坊市友信粉体设备有限公司生产气流粉碎机(气流磨)、气流分级机、超细粉碎机、立式机械磨、卧式机械磨、球化机、整形机
供采信息 | 新乡市胜宇机电有限公司磁选及筛分过滤为特长的科技型机电企业
供采信息 |林机集团(吉林)敦化新能源材料有限公司建设有年产10万套石墨坩埚工业园
供采信息 |深圳市美景环保设备科技有限公司是一家集环保产品研发、制造及安装服务和环境规划于一体的高新技术企业
供采信息 | 辉县市五星石墨制品有限公司生产销售石墨匣钵,石墨坩埚等
供采信息 |福建省铸兴新材料科技有限公司专业生产石墨化坩埚碎、石墨化碎箱板、石墨化除尘粉、石墨化增碳剂
供采信息 | 吉林省北腾钢结构工程有限公司集钢结构生产制作、加工、安装、工程总承包、技术服务等为一体的钢结构企业
供采信息 | 青岛欧维斯节能材料有限公司专业生产氧化锆系列、天然鳞片石墨系列、锂电池新材料系列产品
供采信息 | 兰州金海成石化产品有限公司专业生产坩埚增碳剂,半石墨化增碳剂
优质企业推荐 | 山东鼎泽辰新材料科技有限公司专业生产全石墨化增碳剂、半石石墨化增碳剂;配套破碎、筛分、子母包打包等设备
供采信息 | 河南辉县三得利石墨有限公司专业筛分高纯石墨颗粒
供采信息| 辽宁聚驰新材料有限公司专业生产各型号天然鳞片石墨
供采信息 | 哈尔滨北方石墨有限公司生产正负极各种规格的石墨匣体,单晶硅,多晶硅,光伏,半导体,石墨轴承,密封环,石墨加热器
供采信息| 潍坊新翰泽能源科技有限公司专业生产硬碳酸洗线,多孔碳酸洗线,碳纳米管酸洗线,石墨提纯生产线,可膨胀石墨生产线
供采信息 |淄博科尔福风机有限公司专业生产窑炉风机,高温离心风机,高压助燃风机,不锈钢风机
优质企业 |大连北盟科技有限公司生产石墨电极一次焙烧清理机、自动化上料加工生产线
优质企业 | 南京龙清环境科技有限公司致力于大气污染防治行业,脱硫脱硝除尘EPC
优质企业 | 广东众大智能科技有限公司全球领先的锂电行业智慧工厂解决方案供应商
广告位招商热线:13264594991(微信已满);17862733572(加微信)
优质企业推荐
供采信息 | 山东金顿新材料科技有限公司专业生产负极材料预碳化石墨碳化硅坩埚
供采信息| 吉林市北洋炭素炉窑有限公司炭素炉窑设备技术研发,制造,EPC总包
优质企业|新乡市东瀚新材料有限公司专业生产炉头电极、多灰炭块、石墨匣钵、石墨板材和立柱
供采信息 | 青岛丰稔石墨科技有限公司专业生产膨胀石墨、石墨纸
优质企业 |青岛正望新材料股份有限公司专业生产负极材料专用石墨坩埚、石墨匣钵,石墨碳化硅坩埚
供采信息 | 深川变频股份为石墨粉体行业定制IP56高防护等级变频器
优质企业 | 宁夏文顺新型炭材制品有限公司生产石墨坩埚,石墨方,炉头电极,石墨电极,预焙炭砖,半石墨碳化硅炭砖,自焙炭砖,冷捣糊
供采信息| 河南力富特起重运输机械专往于高端智能起重机,欧式起重机、多用途起重机
供采信息 |新乡市桂和机械设备有限公司专业生产超声波振动筛、除磁机、方形摇摆筛
优质企业 |山东瑞耐新材料有限公司拥有150米高温隧道窑3条,现承接石墨负极预碳化,高温碳化。石墨炉专用耐火砖生产
供采信息 |山东永达环保科技主要提供负极材料石墨纯化废酸的回收提纯工艺及设备
供采信息 |郭氏集团四川津大坩埚耐材有限公司专业生产碳化硅坩埚、石墨化坩埚、石墨匣钵
供采信息| 专业生产石墨电极,石墨匣钵,石墨增碳剂,柱状增碳剂,再生坩埚
供采信息 | 河南锐能机械设备生产负极材料包覆造粒反应釜自动化配料、加卸料输送生产线
供采信息 |潍坊市友信粉体设备有限公司生产气流粉碎机(气流磨)、气流分级机、超细粉碎机、立式机械磨、卧式机械磨、球化机、整形机
供采信息 | 新乡市胜宇机电有限公司磁选及筛分过滤为特长的科技型机电企业
供采信息 |林机集团(吉林)敦化新能源材料有限公司建设有年产10万套石墨坩埚工业园
供采信息 |深圳市美景环保设备科技有限公司是一家集环保产品研发、制造及安装服务和环境规划于一体的高新技术企业
供采信息 | 辉县市五星石墨制品有限公司生产销售石墨匣钵,石墨坩埚等
供采信息 |福建省铸兴新材料科技有限公司专业生产石墨化坩埚碎、石墨化碎箱板、石墨化除尘粉、石墨化增碳剂
供采信息 | 吉林省北腾钢结构工程有限公司集钢结构生产制作、加工、安装、工程总承包、技术服务等为一体的钢结构企业
供采信息 | 青岛欧维斯节能材料有限公司专业生产氧化锆系列、天然鳞片石墨系列、锂电池新材料系列产品
供采信息 | 兰州金海成石化产品有限公司专业生产坩埚增碳剂,半石墨化增碳剂
优质企业推荐 | 山东鼎泽辰新材料科技有限公司专业生产全石墨化增碳剂、半石石墨化增碳剂;配套破碎、筛分、子母包打包等设备
供采信息 | 河南辉县三得利石墨有限公司专业筛分高纯石墨颗粒
供采信息| 辽宁聚驰新材料有限公司专业生产各型号天然鳞片石墨
供采信息 | 哈尔滨北方石墨有限公司生产正负极各种规格的石墨匣体,单晶硅,多晶硅,光伏,半导体,石墨轴承,密封环,石墨加热器
供采信息| 潍坊新翰泽能源科技有限公司专业生产硬碳酸洗线,多孔碳酸洗线,碳纳米管酸洗线,石墨提纯生产线,可膨胀石墨生产线
供采信息 |淄博科尔福风机有限公司专业生产窑炉风机,高温离心风机,高压助燃风机,不锈钢风机
优质企业 |大连北盟科技有限公司生产石墨电极一次焙烧清理机、自动化上料加工生产线
优质企业 | 南京龙清环境科技有限公司致力于大气污染防治行业,脱硫脱硝除尘EPC
优质企业 | 广东众大智能科技有限公司全球领先的锂电行业智慧工厂解决方案供应商
广告位招商热线:13264594991(微信已满);17862733572(加微信)

供求信息发布每日更新,助您成交百万商机,公众号,微信群,朋友圈,抖音、快手、视频号全网推广,联系13264594991(微信已满);17862733572(加微信)
