


高温合金的切削加工
高温合金含有W、Mo、Nb、Ta、Hf等固溶强化元素,Al、Ti等沉淀强化元素和B、Zr、Mg、Ce、Y等微量有益的晶界强韧化元素,合金化程度非常高,组织中硬质点多,从而使其硬度和强度非常高,塑性和韧性良好,弹性模量和导热率低,导致切削加工性很差,用传统切削加工方法,如车削、拉削、磨削、钻削等,很难进行机械加工。采用先进的刀具材料,优选刀具几何参数,优化切削加工工艺,可以较好的解决高温合金切削加工难题。对于高牌号高温合金,特别是g¢相数量超过60%的铸造高温合金,或者是加工难度大,生产效率很低的情况,可以采用物理或化学方法,所谓特种加工技术进行加工,如电解加工、电火花加工和激光加工等。本篇分两章分别介绍高温合金的切削加工性和切削加工工艺。
高温合金的切削加工性及其对策
高温合金由于固溶强化、沉淀强化和晶界强化,合金化程度非常高,因而进行切削加工十分困难。然而,高温合金零件毛坯,无论是变形合金或铸造合金,通常都必须通过切削加工,才能成为设计图纸所要求的高温合金零件。要想顺利地通过切削加工制备高温合金零件,首先需要了解高温合金的切削加工性,然后决定采用不同措施改善切削加工性,或者采用更合适的切削加工方法。
1.1 高温合金的切削加工性
1.1.1 高温合金属很难切削材料
1. 切削加工性的定量表达
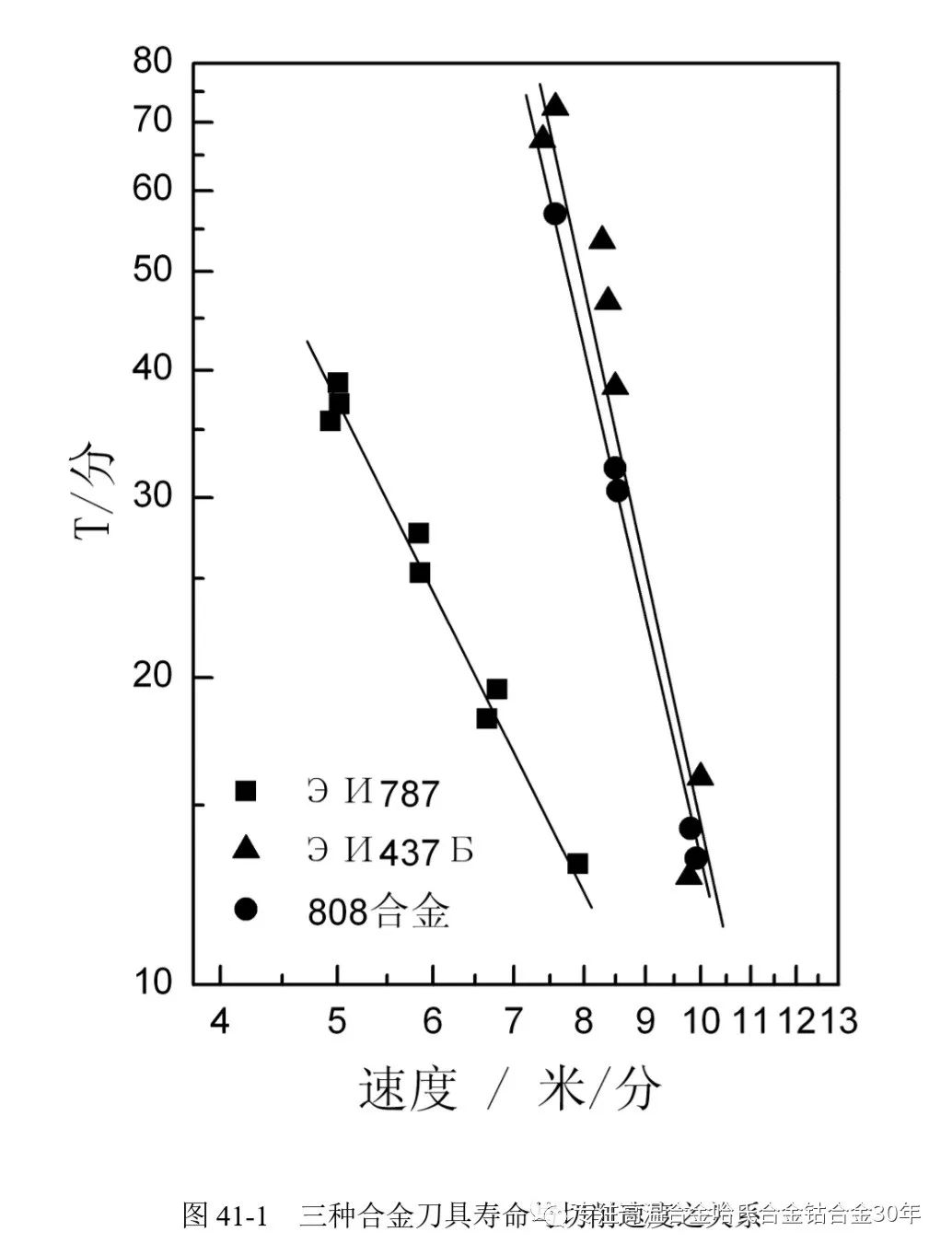
材料的切削加工性,就是对材料进行切削加工的难易程度。材料的加工性不仅和材料本身有关,而且随加工条件、加工要求等不同而异,因此,材料的加工性是一个相对的概念。衡量材料切削加工性的指标,一般认为有以下四个方面:刀具耐用度的大小,即在保证相同的刀具耐用度前提下,切削某种材料所允许的切削速度值;加工表面质量的优劣;切削力或切削功率的大小;材料的断屑性能[13961767712]。材料切削加工性的概念,仅适用于两种或几种材料之间的相互比较。GH2135合金是g¢相沉淀强化高温合金,可以制作航空发动机涡轮盘、涡轮叶片和燃气轮机火焰筒,制作涡轮叶片,需要进行断续切削。为了和镍基合金ЭИ437Б及铁基合金ЭИ787进行比较,开展了切削加工对比试验。为了模拟叶片切削加工状况,在园棒半径处开-90℃凹槽,造成断续切削条件,使用W18Cr4V高速钢刀具,在相同条件下,三种合金的刀具寿命与切削速度的关系见图41-1。可见GH2135合金切削加工性和ЭИ437Б相近,较ЭИ787合金容易加工。若保持刀具寿命相同,与ЭИ787合金比较,切削速度可提高70%左右。生产上都用相对加工性KV来衡量[13961767712]。
2. 影响高温合金切削加工的因素
影响高温合金切削加工的因素主要有硬度、强度、塑性与韧性、弹性模量和导热性等。
(1) 硬度
高温合金的硬度通常都很高。从表1-1可以看出,含有不同g¢数量的高温合金标准热处理状态的硬度,与45#钢正火状态硬度相比,可见合金化程度最高且g¢相数量最多的DZ417G合金硬度最高,含有中等g¢相数量的GH4413硬度次之,含有最少g¢相的GH2135合金硬度最低,但是所有这三种不同高温合金的硬度均比45#钢高50%以上。硬度高是高温合金高度合金化的结果,同时也是合金组织中存在硬化质点g¢相、碳化物、硼化物和Y2O3(弥散强化高温合金)等相的结果。同时,这些坚硬的质点还使高温合金摩擦力增大。因此,硬度愈高,硬质点愈多,刀具愈容易磨损,材料的切削加工性愈差。有些硬度特别高的高温合金,其硬度接近刀具硬度,甚至出现“切不动”现象。
表1-1 三种不同g¢相含量高温合金的硬度
| 合金牌号 | g¢相数量(%) | 布氏硬度 |
| DZ417G | 67 | 306-327 |
| GH4413 | 29 | 269-306 |
| GH2135 | 14 | 255-286 |
| 45#钢 | - | 179-207 |
(2) 强度
高温合金无论在室温还是在高温,强度都很高。都远远高于45#钢,从表1-2可以充分说明这一点。高温合金的强度高,可切削加工性差。所以45#钢比高温合金容易切削得多。
表1-2 三种不同g¢相含量高温合金的室温拉伸和冲击性能
| 合金牌号 | sb(MPa) | s0.2(MPa) | d(%) | j(%) | aK(KJ/m2) |
| DZ417G | 1050 | 760 | 14.0 | 16.0 | 200 |
| GH4413 | 1040 | 705 | 11.0 | 10.5 | 300 |
| GH2135 | 998 | 629 | 13.0 | 16.0 | 610 |
| 45#钢 | 600 | 340 | 15.0 | 40.0 | 250 |
(3) 塑性和韧性
高温合金,特别是变形高温合金,塑性和韧性良好,从表41-2可以看出,三种高温合金的塑性和韧性都比较高,延伸率都在11%以上,而冲击韧性都在200kJ/m2以上。材料的塑性和韧性高,切削加工时消耗的功大,切削时发热多,材料和刀具容易磨损。同时,塑性太大,易产生积屑瘤,影响加工精度。当然,塑性过份低,切屑和刀具的接触长度太短,切削力和切削温度集中于刀刃附近,也会使材料切削加工性变差。
(4) 弹性模量
高温合金的弹性模量,特别是含有高体积分数g¢相的铸造高温合金比较低,见表41-3。可以看出,DZ417G合金的弹性模量较45#钢要低60%。弹性模量低,材料切削加工后的回弹量大,刀具后刀面与工件表面的摩擦力大,加快刀具后刀面的磨损,使切削加工性变差[13961767712]。
表1-3 三种不同g¢相含量高温合金的室温弹性模量和导热率
| 合金牌号 | E(GPa) | l(w/(m c)) |
| DZ417G | 128 | 10.54 |
| GH4413 | 220 | 7.12 |
| GH2135 | 200 | 10.90 |
| 45#钢 | 210 | 48.15 |
(5)导热率
高温合金的导热率低。从表1-3可以看出,三种高温合金的导热率仅及45#钢的1/5-1/7。材料的导热率低,切削温度高,可切削加工性变差。
3. 高温合金切削加工的特点
由于高温合金在物理和力学性方面上述的种种特点,使高温合金切削加工具有如下特点。
(1) 切削力大
高温合金不仅室温强度高,而且高温强度也很高。切削一般金属材料,由于切削温度升高,强度下降很快,使切削易于进行。而高温合金强度下降缓慢,仍然保持很高的强度水平。从表1-4中DZ417G合金抗张强度、屈服强度和缺口抗张强度随温度变化可以说明,即使温度升高至950℃,抗张强度仍有640MPa,缺口强度仍保持在1000MPa。高温强度高,使切削力增大。通常切削高温合金的单位切削力要比中碳钢高1-3倍[1]。
表1-4 DZ417G合金的拉伸性能与温度的关系
| 温度℃ | 光滑试样 | 缺口试样 | |||
| sb(MPa) | s0.2(MPa) | d(%) | j(%) | sb(MPa) | |
| 20 | 1050 | 760 | 14.0 | 16.0 | 1160 |
| 650 | 1010 | 805 | 14.0 | 18.0 | 1390 |
| 700 | 1050 | 850 | 12.0 | 17.0 | 1320 |
| 800 | 1000 | 895 | 13.0 | 26.0 | 1450 |
| 900 | 785 | 665 | 26.0 | 43.0 | 1140 |
| 950 | 640 | 540 | 34.0 | 50.0 | 1000 |
(2)加工硬化现象严重
高温合金通常都是以奥氏体为基,切削过程中产生塑性变形,使切削时塑性变形区晶格歪扭,产生冷作硬化。另外,切削高温能促使高温合金中强化相从固溶体中分解出来,呈极细的弥散相分布,进一步加剧了加工硬化。加工硬化的出现使切削更加困难。
(3)切削温度高
切削温度高有两个方面的原因:一是切削高温合金时消耗的变形功多,而这些变形功大多数转变为热量,温度升高;一是高温合金的导热系数较小,切削产生的热量不易传出,而聚集在切削区,导致切削温度升高。温度可达1000℃以上,使磨损加快。在持续高温切削中,粘接物、熔接物受到后续加工的冲击而被冲离,从而造成刀具材料缺损和破损,所谓微崩和崩刃。
(4刀具易磨损
高温合金由于其高温强度高,加工硬化严重,而且含有很多金属碳化物,氮化物,硼化物以及金属间化合物等硬质点,尤其是具有g¢相构成的微质点,因而机械摩擦磨损严重;又因为其切削力大,切削温度高,而高温高压易使刀具/切屑界面产生黏结,造成刀具的黏结磨损;另外,在较高的切削温度下,加剧了刀具材料中某些合金元素向工件和切屑中的扩散作用,造成扩散磨损;同时,周围介质中的一些元素在高温条件下能容易侵入切削界面,使刀具材料生成脆性相,这就加剧了刀具材料表层组织的应力集中,使刀具产生裂纹,甚至崩刀[13961767712]。
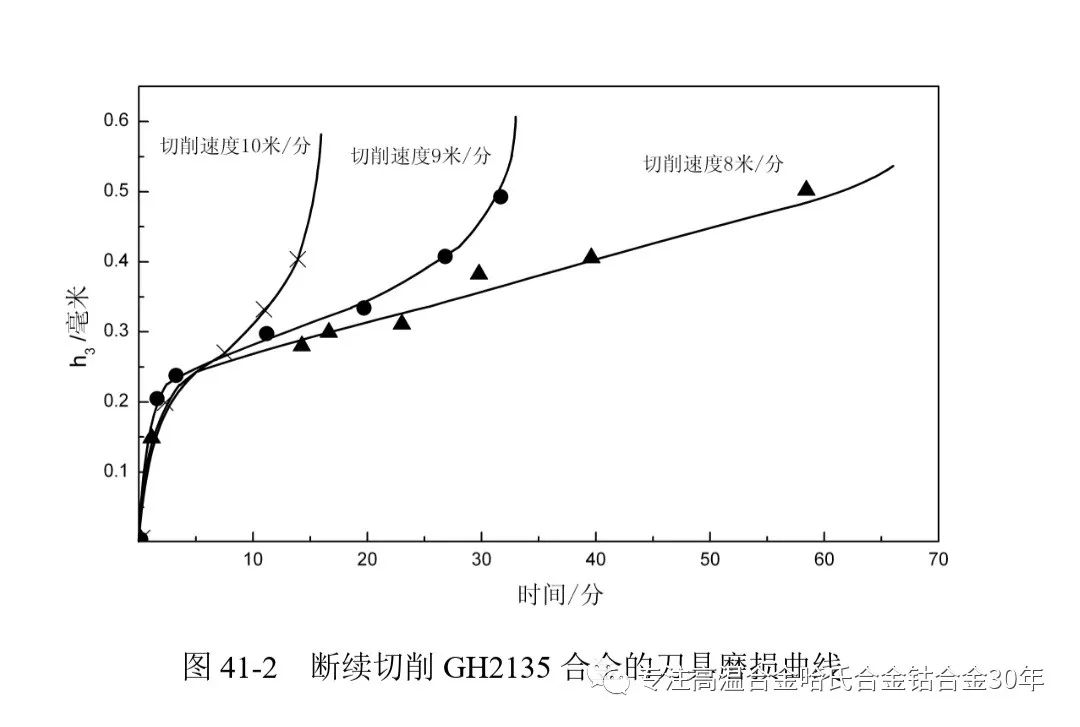
GH2135合金使用W18Cr4V高速钢刀具,切削深度1mm,切削速度0.21m/r,断续车削时刀具磨损曲线见图41-2,可见与一般高温合金具有相似规律,磨损主要产生在刀具后面,并在后面磨损值h3<0.5mm时为正常磨损阶段。而h3>0.5mm时迅速出现剧烈磨损,不过这种剧烈磨损现象比其他一些高温合金表现得更为明显。因此,取刀具磨钝标准h3=0.5mm。
(1) 加工生产效率低
过高的切削力以及刀具的严重磨损和破损极大地限制了切削速度、进给量和切削深度的提高,从而使切削加工生产效率降低。
(6)工件加工精度及表面完整性难以保证,不少特殊要求的加工表面更难以完成。
1.1.2 高温合金切削加工性差的对策
高温合金切削加工性差,必须采取不同方法和途径加以解决。
1.使高温合金零件毛坯尺寸尽量接近图纸尺寸
对于变形高温合金可以采用精密模锻,对于铸造高温合金可以采用无余量精密铸造生产零件毛坯,这样可以大幅度减少切削加工量。例如,GH2135合金一级涡轮盘,按普通工艺锻件重141-155kg,而按精密模锻盘件重仅87-92kg,每个盘减少重量54-63kg,相当于减少切削量54-63kg,效果是十分明显的[2]。又如精铸涡轮叶片,采用无余量技术,叶身可以不切削加工,榫槽部分少量加工,这些都是有效措施。
2.采取热处理改善切削加工性
对难加工的高温合金零件毛坯,可以在固溶处理状态下进行切削加工。因为固溶处理状态g¢相溶入基体,晶界的二次碳化物等相也溶入基体,此时硬度较低,适于切削。例如,GH4169涡轮盘模锻件,经固溶处理后进行粗车;GH4169涡轮轴长达1600mm左右,内孔长,小头孔口直径为68mm,中间孔径为98mm,大端孔口直径为115mm,是典型的薄壁细长易变形轴类零件,切削加工非常困难。为了改善加工性,毛料(棒料)经固溶处理后进行粗车和细车,最后进行精加工[13961767712]。
3.合理选用刀具材料
目前国内外经常使用的刀具材料有高速钢、硬质合金、陶瓷和超硬刀具材料四大类。可以根据每种高温合金的切削加工性,进行合理选用。
4.选择合适工具结构和几何参数
(1) 工具结构
选择合适的工具结构是非常重要的。因为刀具结构是决定切削刀具使用性能的重要因素,只有通过先进的刀具结构才能发挥刀具材料和涂层的优势,因此国内外刀具制造商都十分重视刀具结构的研究和开发。总的来说,新型刀具结构的发展方向,一是加大刀具的前角以降低切削力,使切削轻快并同时减轻刀具的载荷,提高切削效率;二是通过改变切削图形来降低切削力并加大进给速度;三是通过结构的设计减少铣削中的震动。例如,选用整体硬质合金刀具的弹性模量高,为淬硬钢的三倍;抗振性好,在高速加工时易保持平衡;对安装误差不敏感,更容易采用复杂几何形状,用于尺寸小于F18mm的整体硬质合金钻头等;又如,采用正前角刀片。由于切削工具材料性能提高,开始采用大前角,这样切削力明显减少,产生的热量少,机床功率消耗小,加工出来的零件表面粗糙度低,机床的磨损小,尤其是可普遍用于低功率的加工中心等等。
(2) 几何参数
在选用正确的刀具结构后,刀具的几何角度成为影响切削加工的最重的因素之一。因此,必须优选刀具的几何参数。
5.合理选择切削用量,优选切削液等等。
6.采用特种加工方法
为了解决高温合金难切削加工问题,提高生产效率,可以采用特种加工方法,包括电解加工、电火花加工和激光加工等。它们的特点是工具与工件基本上不接触,加工时无明显的机械作用力。所用能量不是机械能,而是电能、化学能和热能去除被加工材料,瞬时能量密度很高,可以加工任何高硬度材料,而工具的硬度却不很高[13961767712]。它们在高温合金的切削加工中将起非常重要的作用。
通过采取上述各项对策,无锡亨特镍合金公司的难加工的高温合金可以顺利通过切削加工制备出航空发动机和燃气轮机等高温工作的零件,满足国防工业和民用工业生产需要。




