①搅拌轴的要求
有要求时,填料密封处的轴或轴套表面应进行抛光处理,其表面粗糙度Ra 应小于或等于0.8 μm; 当使用金属编制填料时,轴或轴套表面硬化处理后粗糙度Ra 应小于或等于0.4μm。
采用填料密封时宜设置有轴套,当采用填料密封且无轴套时,密封段轴的表面硬度应符合下列规定:
a) 对于采用碳钢和低合金钢制的轴,应对密封段进行调质处理,碳钢轴硬度应达到190HBW~250HBW ,铬合金钢轴硬度应达到240HBW~ 290HBW;
b) 对于采用奥氏体不锈钢制造的轴,应对密封段进行硬化处理,如镀硬质铬或者氮化,堆焊、喷涂陶瓷,镀层或涂层厚度应大于或等于0.1mm.
3.机械密封处的轴径表面粗糙度Ra 小于等于0.8μm,机械密封轴套与轴的配合为F8/h7 。
4.
轴向窜动量:
当采用弹簧机械密封时,≤0.2mm;
当采用波纹管械密封时,≤0.4mm.
5.
6.平衡试验应符合下列要求:
a) 当60 r/min≤搅拌器转速< 150 r/min,或轴长≥2.5m 时,搅拌桨应进行静平衡试验;
b) 当150 r/min≤搅拌器转速<400 r/min ,或轴长≥3.6m 时,搅拌桨和轴应进行组装后的静平衡试验:
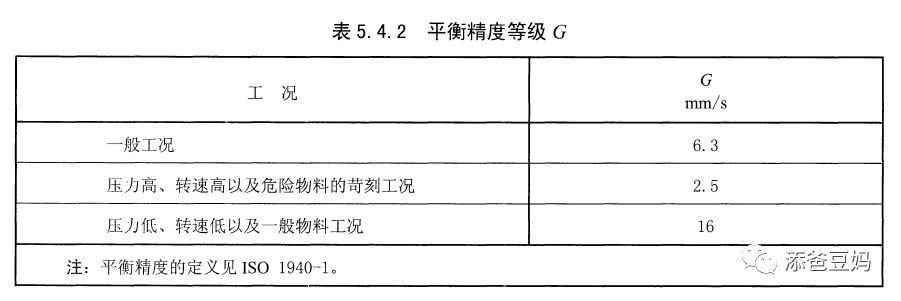
c) 当搅拌器转速≥400 r/min ,或柔性轴设计时,搅拌器主要零部件均应进行动平衡试验:
d) 当搅拌器主要零部件需进行动平衡试验时,平衡精度等级应符合表5. 4. 2 要求。
②密封形式
1.填料密封
a.填料密封不得用于爆炸危险性介质,或毒性程度为极度、高度、中度危害介质。
b.填料密封不宜用于搅拌容器内工作压力大于1. 6MPa (G) 或工作温度大于300"C 的场合。
c.填料箱本体下法兰的密封面应与轴线垂直,其垂直度为法兰外径的0.4‰ 。
d.填料宜采用软质填料,具体材料由买方和卖方协商确定。
e. 当搅拌轴线速度超过1m/s 时,填料箱应设有冷却、润滑结构。
f.搅拌容器内介质温度大于200"C 时,填料箱外应设置水冷夹套进行有效冷却。
2.机械密封
a.搅拌容器内工作压力大于0.6MPa (G) 时,应采用平衡型机械密封。
b.单端面机械密封可用于非危险介质场合。对于密封要求较高场合,如易爆、有毒、强腐蚀等,应采用双端面湿式机械密封。当要求搅拌容器内介质零泄漏,且不允许任何密封液漏入容器中,同时搅拌器为顶部插入安装方式时,可采用双端面干式密封。当搅拌介质与密封装置接触且介质内含有固体颗粒时,应采用双端面机械密封。密封与介质侧应设有隔离固体颗粒防止阻塞补偿环的措施。
c.机械密封的泄漏量应符合以下要求: 对于应用在压力小于或等于6.3MPa (G) 且线速度小于或等于3m/s 场合的湿式双端面机械密封,当轴或轴套外径小于或等于80mm 时,单个密封端面的泄漏量应小于或等于5mL/h; 当轴或轴套外径大于80mm 时,单个密封端面的泄漏量应小于或等于8mL/h;
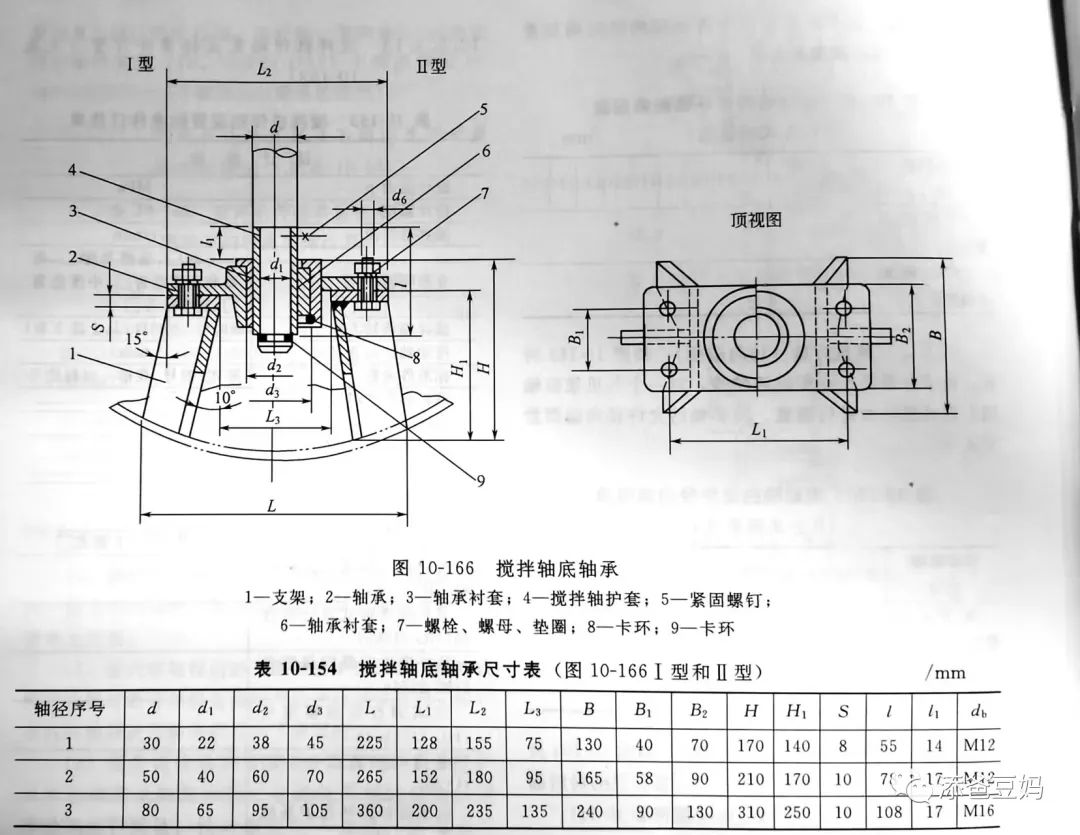
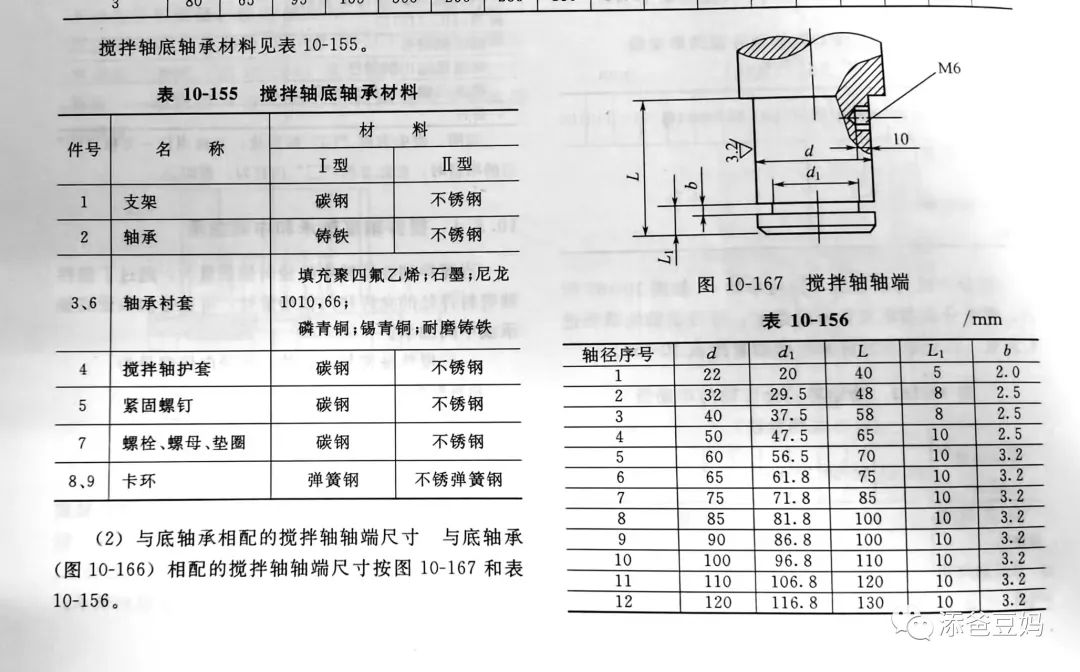
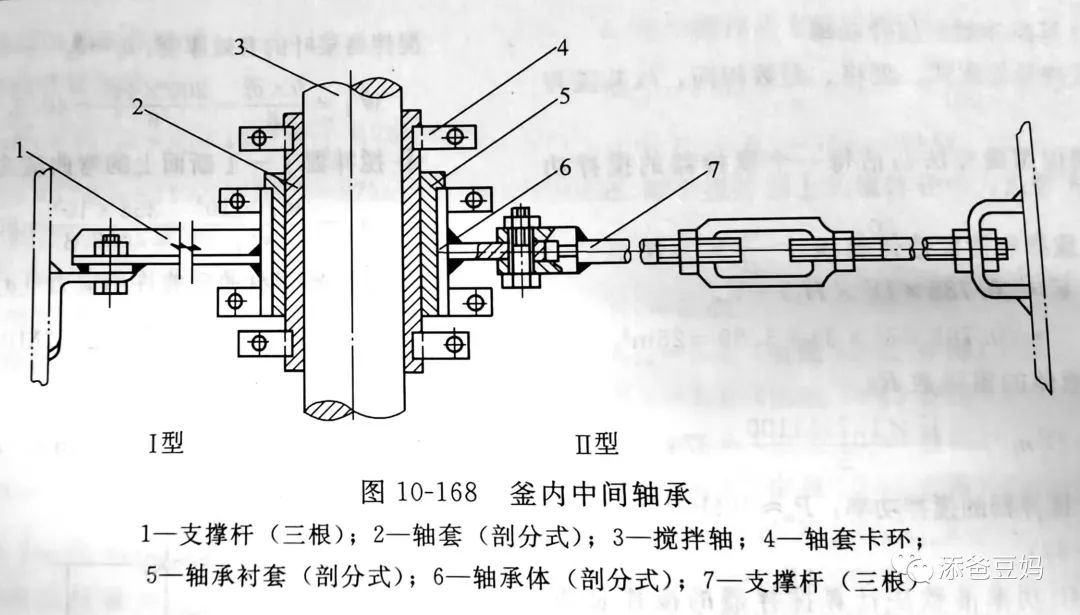
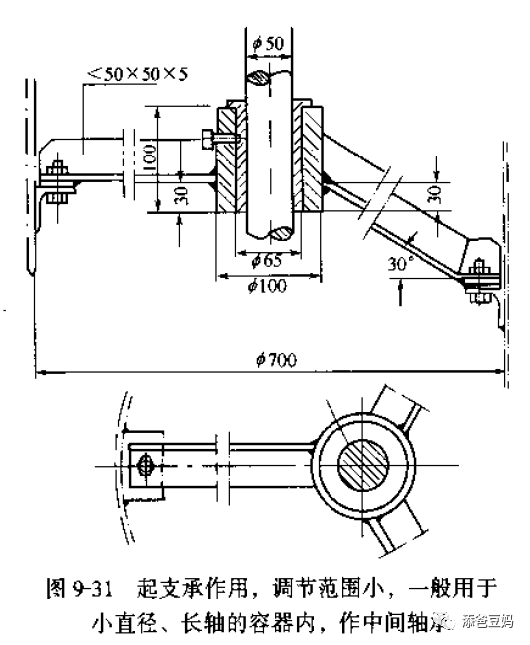
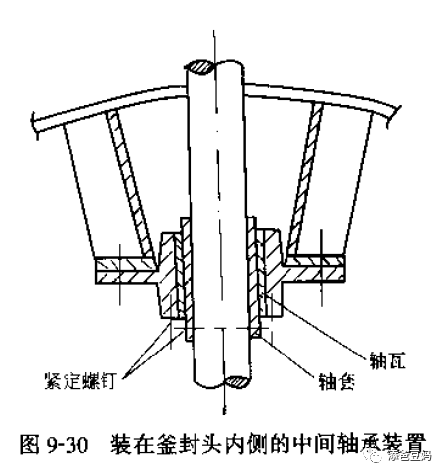
③中间轴承及底轴承