



дёӯеӣҪй“ёйҖ иЎҢдёҡеӘ’дҪ“иҒ”зӣҹжҲҗе‘ҳд№ӢдёҖзҡ„зғӯеҠ е·ҘиЎҢдёҡи®әеқӣпјҲwww.rjghome.comпјүвҖ”вҖ”зғӯеҠ е·ҘиЎҢдёҡдәәе‘ҳзҡ„зҪ‘дёҠжҠҖжңҜдәӨжөҒ家еӣӯгҖӮд»ҘеҶ¶зӮјгҖҒй“ёйҖ гҖҒй”»еҺӢгҖҒз„ҠжҺҘгҖҒзғӯеӨ„зҗҶгҖҒзҗҶеҢ–жЈҖжөӢзӯүзӣёе…ізҹҘиҜҶдёәдё»пјҢд»ҘжңәеҠ е·ҘгҖҒз”өи„‘и®ҫи®ЎзӯүзҹҘиҜҶдёәиҫ…зҡ„иЎҢдёҡжҠҖжңҜзҪ‘з«ҷгҖӮзӮ№еҮ»ж ҮйўҳдёӢи“қеӯ—вҖңзғӯеҠ е·ҘиЎҢдёҡи®әеқӣвҖқе…Қиҙ№е…іжіЁпјҢжҲ‘们е°ҶдёәжӮЁжҸҗдҫӣй“ёйҖ гҖҒй”»йҖ гҖҒзғӯеӨ„зҗҶгҖҒз„ҠжҺҘж–№йқўзҹҘиҜҶзҡ„延伸йҳ…иҜ»гҖӮ




пјҲ1. зғҹеҸ°еҸ°жө·зҺӣеҠӘе°”ж ёз”өи®ҫеӨҮжңүйҷҗе…¬еҸёпјҢеұұдёңзғҹеҸ° 264000пјӣ2. зғҹеҸ°еӨ§еӯҰж ёиЈ…еӨҮдёҺж ёе·ҘзЁӢеӯҰйҷўпјҢеұұдёңзғҹеҸ° 264005пјү
е…ій”®иҜҚпјҡеӨҡзә§жіөпјӣй“ёй’ўпјӣй“ёйҖ е·ҘиүәпјӣеӨ№жёЈпјӣжё—жјҸ
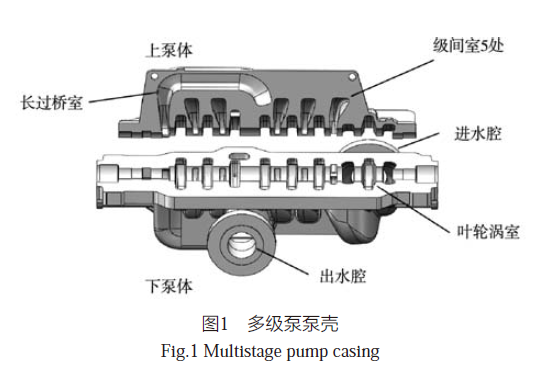
еңЁж°ҙжіөдҪҝз”ЁдёӯпјҢдёәдәҶжҸҗй«ҳжү¬зЁӢпјҢеёёйҮҮз”ЁеӨҡзә§жіөз»“жһ„пјҢйҖҡиҝҮеӨҡдёӘдёІиҝһеҸ¶иҪ®зҡ„жҢҒз»ӯеҠ еҺӢпјҢжҸҗй«ҳеҮәж°ҙеҺӢеҠӣпјҢеҸҜиҫҫеҲ°жӣҙй«ҳзҡ„жү¬зЁӢгҖӮеӨҡзә§жіөжіөеЈіз»“жһ„жңүз»„еҗҲејҸе’Ңж•ҙдҪ“ејҸдёӨз§ҚпјҢжң¬ж–Үй’ҲеҜ№ж•ҙдҪ“еҪўејҸй“ёйҖ жіөеЈізҡ„й“ёйҖ е·ҘиүәиҝӣиЎҢз ”з©¶гҖӮдёәж–№дҫҝиЈ…й…ҚпјҢеӨҡзә§жіөжіөеЈідёҖиҲ¬йҮҮз”ЁдёӯејҖз»“жһ„пјҢеҲҶдёәдёҠжіөдҪ“е’ҢдёӢжіөдҪ“дёӨйғЁеҲҶпјҢиҝӣж°ҙи…”дёҺеҮәж°ҙи…”дёҖиҲ¬дҪҚдәҺдёӢжіөдҪ“гҖӮеӨҡзә§жіөжіөеЈіз»“жһ„еӨҚжқӮпјҢз”ұиҝӣж°ҙи…”гҖҒеҮәж°ҙи…”гҖҒй•ҝиҝҮжЎҘе®ӨгҖҒеҗ„зә§зә§й—ҙе®ӨеҸҠеҸ¶иҪ®ж¶Ўе®Өз»„жҲҗгҖӮеӣҫ1дёәе…ёеһӢ7зә§жіөз»“жһ„зӨәж„ҸеӣҫгҖӮ
еӨҡзә§жіөжңҖеӨ§еӨ–еҪўе°әеҜёпјҡжіөзӣ–2090mmГ—820mmГ—560mmпјҢжіөдҪ“2410mmГ—1170mmГ—590mmпјӣжҲҗе“ҒйҮҚйҮҸпјҡжіөзӣ–зәҰ1500kgпјҢжіөдҪ“зәҰ2100kgгҖӮ铸件еҪўзҠ¶еӨҚжқӮдё”жөҒйҒ“и…”дҪ“еЈҒеҺҡжўҜеәҰеӨ§пјҲжңҖеӨ§150mm пјҢжңҖе°Ҹ28mmпјүпјҢиҝӣеҮәж°ҙеҸЈжі•е…°еҸҠдёӯејҖйқўеҺҡеәҰиҫғеӨ§[1]гҖӮдёәдәҶдҝқиҜҒж°ҙеҠӣжҖ§иғҪе’ҢеҮҸе°‘жөҒеҠЁиҝҮзЁӢзҡ„иғҪйҮҸжҚҹеӨұпјҢ铸件е°әеҜёзІҫеәҰгҖҒиЎЁйқўиҙЁйҮҸеҸҠеҶ…йғЁз»„з»ҮиҮҙеҜҶжҖ§иҰҒжұӮйғҪжҜ”иҫғй«ҳпјҡ铸件ж•ҙдҪ“е°әеҜёе…¬е·®жҢүCT11зә§йӘҢ收пјӣе…ЁиЎЁйқўPT1зә§жЈҖйӘҢпјӣеҮәе…ҘеҸЈжі•е…°гҖҒдёӯејҖйқўжі•е…°иҰҒжұӮиҝӣиЎҢRT2зә§жЈҖйӘҢпјӣж°ҙеҺӢиҜ•йӘҢпјҡ6MPaпјҢ30minж— жё—жјҸгҖӮ

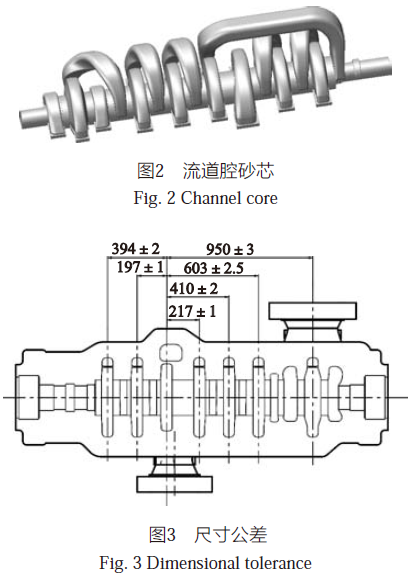
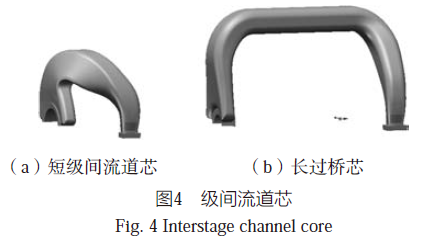
еӨҡзә§жіөзҡ„и…”дҪ“еӨҡпјҢжөҒйҒ“и…”з”ұз ӮиҠҜеҪўжҲҗпјҢжҜҸеқ—з ӮиҠҜжң¬иә«зҡ„иҙЁйҮҸе’ҢдҪҚзҪ®еҸҠз»„еҗҲе®ҡдҪҚзҡ„иҙЁйҮҸйғҪдјҡеҪұе“ҚжіөдҪ“зҡ„е°әеҜёзІҫеәҰпјӣеӨҡзә§жіөзҡ„еҸ¶иҪ®дёІиҝһеңЁдёӯиҠҜиҪҙдёҠпјҢеҗ„дёӘеҸ¶иҪ®зҡ„иҪҙеҝғпјҲеҚідёӯеҝғиҪҙзҡ„иҪҙиҠҜпјүжҳҜдёҖиҮҙпјҢдёҺд№ӢеҜ№еә”зҡ„еҗ„дёӘжөҒйҒ“еҮәж°ҙи…”зҡ„иҪҙеҝғдҪҚзҪ®еҚҙжҳ“еҮәзҺ°еҒҸе·®пјҲеҗ„еҮәж°ҙи…”з”ұз ӮиҠҜз»„еҗҲиҖҢжҲҗпјҢи§Ғеӣҫ2пјҢж“ҚдҪңиҜҜе·®йҡҫе…ҚпјүпјҢзә§ж•°и¶ҠеӨҡпјҢдёӨиҪҙеҝғеҒҸе·®и¶ҠеӨ§пјҢеҲ¶йҖ и¶Ҡйҡҫпјӣеҗ„жөҒйҒ“еҮәж°ҙи…”зҡ„дёӯеҝғд№ҹжҳҜжҜҸзә§еҸ¶иҪ®еҮәж°ҙи…”зҡ„дёӯеҝғпјҢеҮәж°ҙи…”зҡ„зә§й—ҙдёӯеҝғи·қзҰ»е°әеҜёзІҫеәҰиҰҒжұӮдёҘж јпјҢеёёи§Ғзә§й—ҙдёӯеҝғи·қзҰ»еҸҠе°әеҜёе…¬е·®иҰҒжұӮи§Ғеӣҫ3пјҢз”ҹдә§дёӯпјҢз”ұдәҺ铸件дёӯејҖжі•е…°дёҺжөҒйҒ“и…”зҡ„еЈҒеҺҡзӣёе·®еӨ§пјҢ铸件зҡ„зј©е°әе’ҢеҪўеҸҳдёҚеҗҢпјҢеј•иө·еҗ„еҮәж°ҙи…”зҡ„дёӯеҝғи·қеҒҸе·®пјҢдҪҝеҸ¶иҪ®еҮәж°ҙдёӯеҝғдёҺжіөеЈіеҮәж°ҙи…”дёӯеҝғдёҚдёҖиҮҙпјҢеҪұе“ҚдҪҝз”ЁжҖ§иғҪгҖӮ
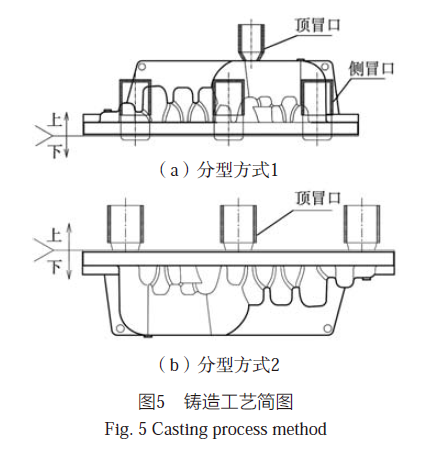
еӨҡзә§жіөзҡ„жөҒйҒ“и…”еқҮз”ұз ӮиҠҜеҪўжҲҗпјҢзҹӯзә§й—ҙжөҒйҒ“иҠҜпјҲеӣҫ4пјүжҳҜй•ҝжқЎжүӯжӣІзҡ„еј“еҪўз»“жһ„пјҢд»…еңЁз«ҜйғЁжңүдёӨдёӘеӣәе®ҡиҠҜеӨҙпјҢеұһдәҺж¬ е®ҡдҪҚз»“жһ„пјҢдё”иҠҜеӨҙе°әеҜёе°ҸпјҢз ӮиҠҜжҳ“еҒҸ移гҖӮй•ҝиҝҮжЎҘиҠҜпјҲеӣҫ4пјүе°әеҜёжӣҙеӨ§пјҢдёӯй—ҙзІ—дёӨеӨҙз»ҶпјҢжүӯжӣІи§’еәҰеӨ§жӣҙдёҚзЁіе®ҡгҖӮиҝҷз§Қз ӮиҠҜз»“жһ„ж“ҚдҪңдёҠдёҚжҳ“еӣәе®ҡпјҢеҗҺз»ӯз”ҹдә§иҝҮзЁӢдёӯд№ҹдёҚзЁіе®ҡпјҢеҪұе“ҚжөҒйҒ“жңҖз»ҲеҪўжҖҒгҖӮ
й“ёйҖ еӨҡзә§жіөжіөеЈіз»“жһ„еӨҚжқӮпјҢжөҮжіЁиҝҮзЁӢдёӯй’ўж¶ІзҙҠжөҒдёҘйҮҚпјҢжҳ“еҮәзҺ°еӨ№жёЈе’ҢиЈӮзә№зӯүиЎЁйқўзјәйҷ·пјҢиЎЁйқўзјәйҷ·дё»иҰҒеҮәзҺ°зҡ„и–„еЈҒжөҒйҒ“йғЁеҲҶгҖӮжөҒйҒ“и…”еҶ…иЎЁйқўиҰҒжұӮж— зІҳз ӮгҖҒж— еӨҡиӮүгҖҒзјәиӮүд»ҘеҸҠж— ж°§еҢ–зҡ®зӯүзјәйҷ·пјҢдё”иЎЁйқўзІ—зіҷеәҰRaе°ҸдәҺ12.5 ОјmпјҢдёҖиҲ¬йңҖиҰҒз»ҸиҝҮжү“зЈЁеӨ„зҗҶгҖӮз”ұдәҺи…”дҪ“з©әй—ҙзӢӯзӘ„пјҢжөҒйҒ“еҶ…иЎЁйқўжү“зЈЁе’Ңзјәйҷ·еҺ»йҷӨйқһеёёеӣ°йҡҫпјҢзјәйҷ·дёҘйҮҚж—¶еҜјиҮҙдә§е“ҒжҠҘеәҹгҖӮж•…е·ҘиүәдёҠиҰҒе°ҪйҮҸеҮҸе°‘жӯӨзұ»зјәйҷ·зҡ„дә§з”ҹпјҢеҮҸиҪ»еҗҺз»ӯжё…зҗҶе·ҘдҪңйҮҸпјҢйҷҚдҪҺжҠҘеәҹйЈҺйҷ©гҖӮ
еӨҡзә§жіөдё»иҰҒжңүдёӨз§ҚеҲҶеһӢж–№ејҸпјҲеӣҫ5пјүпјҢеҲҶеһӢж–№ејҸ1пјҢдёӯејҖйқўеҗ‘дёӢпјӣеҲҶеһӢж–№ејҸ2пјҢдёӯејҖйқўеҗ‘дёҠпјҢиҝҷдёӨз§ҚеҲҶеһӢж–№ејҸдјҳзјәзӮ№еҜ№жҜ”еҲҶжһҗеҰӮдёӢгҖӮ
е·Ҙиүә1йҮҮз”Ёдҫ§еҶ’еҸЈеҜ№жі•е…°иҝӣиЎҢиЎҘзј©пјҢдёҖиҲ¬еңЁжөҒйҒ“жңҖдёҠйғЁеўһеҠ еҮәж°”еҶ’еҸЈпјҢеҗҢж—¶еҜ№и–„еЈҒеӨ„иҝӣиЎҢиЎҘзј©гҖӮдёәйҳІжӯўй’ўж¶ІеҖ’еҗёпјҢйңҖеўһеҠ дҫ§еҶ’еҸЈй«ҳеәҰпјӣйЎ¶еҶ’еҸЈй’ўж¶ІйҮҸиҰҒж»Ўи¶іжң¬дҪ“е’Ңдҫ§еҶ’еҸЈзҡ„дҪ“收缩пјҢй’ўж¶ІйҮҸиҫғеӨ§гҖӮ
е·Ҙиүә2еңЁжі•е…°дёҠиЎЁйқўи®ҫзҪ®йЎ¶еҶ’еҸЈпјҢеңЁи–„еЈҒеӨ„йҖҡиҝҮеҶ·й“ҒжқҘжҺ§еҲ¶еҮқеӣәж–№еҗ‘пјҢйЎ¶еҶ’еҸЈз»“жһ„еҸҜд»ҘжңҖеӨ§йҷҗеәҰжҸҗй«ҳиЎҘзј©ж•ҲзҺҮгҖӮ
е·Ҙиүә1жҜ”е·Ҙиүә2зҡ„еҶ’еҸЈйҮҚйҮҸеӨ§гҖҒеёғзҪ®еӨҚжқӮдё”еҮәе“ҒзҺҮдҪҺпјҢеңЁй“ёд»¶з»“жһ„дёҠпјҢеҺҡеӨ§жі•е…°йқўжңқдёӢпјҢе·Ҙиүә1дёҚеҲ©дәҺйЎәеәҸиЎҘзј©гҖӮе·Ҙиүә2铸件еҺҡеӨ§жі•е…°йқўжңқдёҠпјҢжңүеҲ©дәҺ铸件йЎәеәҸиЎҘзј©пјҢйҖҡиҝҮи®ҫзҪ®йЎ¶еҶ’еҸЈеҸҜдҝқиҜҒдә§е“Ғзҡ„еҶ…йғЁиҙЁйҮҸпјҢеҶ’еҸЈйҮҚйҮҸиҪ»пјҢе·ҘиүәеҮәе“ҒзҺҮй«ҳгҖӮе·Ҙиүә2еҸҜйҷҚдҪҺдә§е“Ғзҡ„еҲ¶йҖ жҲҗжң¬гҖӮ
еҗҢж ·жөҮжіЁйҖҹеәҰдёӢпјҢжі•е…°йғЁеҲҶж¶ІйқўдёҠеҚҮйҖҹеәҰж…ўпјҢй’ўж¶Іжҳ“ж°§еҢ–пјҢеҪўжҲҗж°§еҢ–иҶңпјҢжҳ“еҪўжҲҗиҫғеӨ§еӨ№жёЈпјӣи–„еЈҒжөҒйҒ“йғЁеҲҶж¶ІйқўдёҠеҚҮйҖҹеәҰеҝ«пјҢзҙҠжөҒдёҘйҮҚпјҢд№ҹжҳ“ж°§еҢ–пјҢдҪҶдә§з”ҹеӨ№жёЈе°әеҜёиҫғе°ҸпјҢжҳ“еңЁи–„еЈҒдёҠиЎЁйқўеӨ„еҪўжҲҗзјәйҷ·гҖӮе·Ҙиүә1пјҢй’ўж¶Іе…Ҳзј“ж…ўе……еһӢжі•е…°йғЁдҪҚпјҢеҶҚе……еһӢи–„еЈҒжөҒйҒ“з»“жһ„пјҢй’ўж¶ІиҙЁйҮҸдёӢйҷҚдё”еӨ№жёЈеҫҲйҡҫжө®еҮәпјҢи–„еЈҒеӨ„зјәйҷ·ж•°йҮҸеўһеӨҡпјӣе·Ҙиүә2пјҢй’ўж¶ІйҰ–е…Ҳеҝ«йҖҹе……ж»Ўи–„еЈҒжөҒйҒ“йғЁеҲҶпјҢеҶҚе……еһӢеҺҡеӨ§зҡ„дёӯејҖжі•е…°пјҢиҝҷж ·е……еһӢиҝҮзЁӢдёӯзҡ„еӨ№жёЈеҸҜд»ҘдёҠжө®еңЁжі•е…°дёҠиЎЁйқўпјҢйҖҡиҝҮеҠ е·ҘеҺ»йҷӨгҖӮеҸҰеӨ–пјҢе·Ҙиүә2йҮҮз”ЁеўһеҠ еј•жөҒж§ҪеҪўејҸпјҢеҪўжҲҗиҮӘдёӢиҖҢдёҠзҡ„е№ізЁіе……еһӢпјҢеҸҜеҮҸиҪ»еӨ№жёЈзұ»зјәйҷ·гҖӮ
е·Ҙиүә1пјҢж•°йҮҸдј—еӨҡзҡ„з ӮиҠҜзӣҙжҺҘеӣәе®ҡдәҺдёӢз®ұпјҢиҖҢе·Ҙиүә2зҡ„з ӮиҠҜеӣәе®ҡеңЁдёҠз®ұпјҢдёӢиҠҜе®ҢжҲҗеҗҺйңҖиҰҒзҝ»з®ұеҗҺеҶҚеҗҲз®ұпјҢиҝҷеҜ№дәҺз ӮиҠҜзҡ„еӣәе®ҡжҸҗеҮәжӣҙй«ҳзҡ„иҰҒжұӮпјҢе·Ҙиүә1зӣёеҜ№е·Ҙиүә2ж“ҚдҪңжӣҙж–№дҫҝгҖӮ
з»јеҗҲеҲҶжһҗпјҢйҮҮз”Ёе·Ҙиүә2иҷҪ然жҜ”е·Ҙиүә1ж“ҚдҪңзӣёеҜ№еӨҚжқӮпјҢдҪҶе·Ҙиүә2йҖҡиҝҮйҮҮз”ЁеҠ еӨ§иҠҜеӨҙе®ҡдҪҚгҖҒеҠ ејәз ӮиҠҜзҙ§еӣәе’ҢзІҫз»Ҷж“ҚдҪңзӯүиҝҮзЁӢжҺ§еҲ¶пјҢеҗҢж ·еҸҜдҝқиҜҒ铸件зҡ„е°әеҜёзІҫеәҰпјҢдё”йҮҮз”Ёе·Ҙиүә2еңЁиЎҘзј©и§’еәҰдёҠеҸҜдҝқиҜҒдә§е“ҒиҙЁйҮҸпјҢйҷҚдҪҺжҲҗжң¬пјӣеңЁжөҮжіЁж—¶е……еһӢе№ізЁіпјҢеҸҜеҮҸиҪ»еӨ№жёЈзұ»зјәйҷ·пјҢж•…йҖүжӢ©е·Ҙиүә2гҖӮ
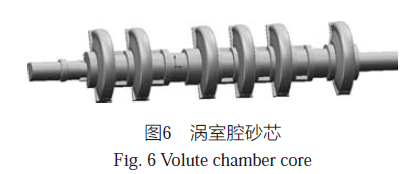
дёәдҝқиҜҒеӨҡзә§жіөжҜҸзә§еҸ¶иҪ®ж¶Ўе®Өзҡ„е°әеҜёе’Ңеҗ„зә§ж¶Ўе®Өд№Ӣй—ҙзҡ„зӣёеҜ№дҪҚзҪ®е°әеҜёзІҫеәҰиҰҒжұӮпјҢеҗ„зә§й—ҙж¶Ўе®Өи…”йҮҮз”Ёж•ҙдҪ“з ӮиҠҜпјҲеӣҫ6пјүпјҢдёҖдҪ“жҲҗеҪўпјҢиҝҷж ·еҗ„зә§й—ҙеҸ¶иҪ®ж¶Ўе®Өи…”зҡ„зӣёеҜ№е°әеҜёз”ұжЁЎе…·зІҫеәҰжқҘдҝқиҜҒпјҢйҒҝе…Қз ӮиҠҜз»„еҗҲж—¶зҡ„иҜҜе·®пјҢдҝқиҜҒзӣёеҜ№дҪҚзҪ®е°әеҜёеҮҶзЎ®гҖӮ
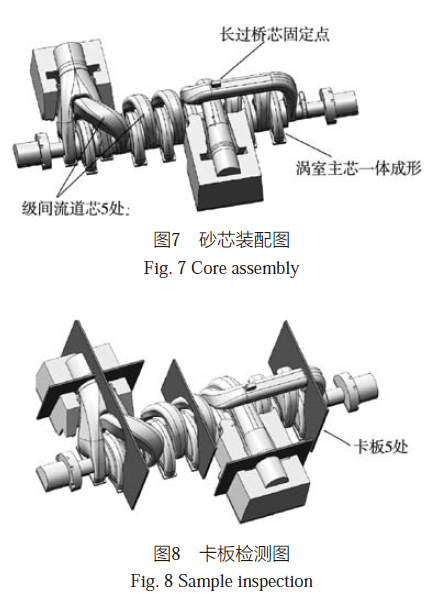
зә§й—ҙиҝҮжөҒи…”з”ұеӨҡдёӘеҚ•еқ—з ӮиҠҜеҪўжҲҗпјҢжҜҸдёӘзә§й—ҙжөҒйҒ“иҠҜдёҺж¶Ўе®Өдё»иҠҜиЈ…й…ҚеңЁдёҖиө·еҪўжҲҗж•ҙдҪ“жөҒйҒ“иҠҜпјҲеӣҫ7пјүгҖӮе…¶дёӯжҜҸдёӘзә§й—ҙжөҒйҒ“з ӮиҠҜз”ұдёӨдёӘе°ҸиҠҜеӨҙе’Ңдёӯй—ҙз»Ҷй•ҝз»“жһ„еҪўжҲҗпјҢдё”еҪўзҠ¶жүӯжӣІпјҢз ӮиҠҜеұһдәҺдёҚзЁіе®ҡз»“жһ„гҖӮдёәжҺ§еҲ¶з ӮиҠҜзҡ„е°әеҜёзІҫеәҰпјҡйҮҮеҸ–дәҶеҮҸе°‘иҠҜеӨҙдёҺиҠҜеә§зҡ„й…ҚеҗҲй—ҙйҡҷпјҢйҳІжӯўиҠҜеӨҙжҙ»еҠЁпјӣй•ҝиҝҮжЎҘиҠҜеўһи®ҫе·Ҙиүәеӯ”пјҢеўһеҠ дёҖдёӘеӣәе®ҡзӮ№пјҲеӣҫ7пјүпјҢжҸҗй«ҳз ӮиҠҜзҡ„зЁіе®ҡжҖ§пјӣдёәдәҶйҳІжӯўз ӮиҠҜеҒҸ移пјҢеңЁз”ҹдә§иҝҮзЁӢдёӯпјҢйңҖеӨҡж¬ЎйҮҮз”ЁеҚЎжқҝжЈҖжөӢпјҲеӣҫ8пјүпјҢдҝқиҜҒжөҒйҒ“иҠҜзҡ„дҪҚзҪ®е’Ңе°әеҜёзІҫеәҰгҖӮ
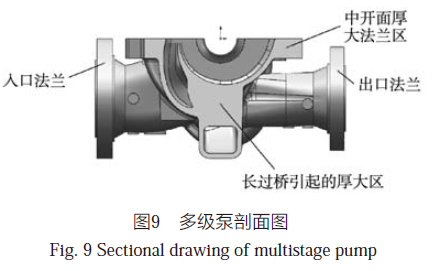
еӨҡзә§жіөз»“жһ„еӨҚжқӮпјҢе…ёеһӢзғӯиҠӮзӮ№еҲҶеёғдәҺдёӯејҖйқўеҺҡеӨ§жі•е…°еҢәгҖҒй•ҝиҝҮжЎҘеј•иө·зҡ„еҺҡеӨ§еҢәд»ҘеҸҠеҮәе…ҘеҸЈжі•е…°дёүеӨ§з»“жһ„пјҲеӣҫ9пјүпјҢе…¶дёӯдёӯејҖйқўеҺҡеӨ§жі•е…°дёҺй•ҝиҝҮжЎҘеј•иө·зҡ„еҺҡеӨ§еҢәдёәиЎҘзј©еӣ°йҡҫеҢәеҹҹгҖӮ
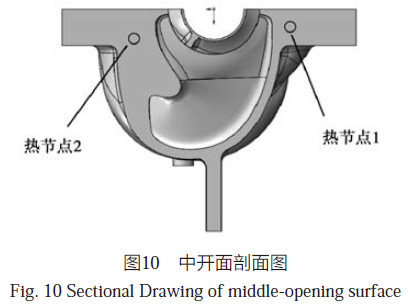
дёӯејҖйқўеҢәеҹҹиҝһжҺҘйғЁдҪҚеӨҡпјҢж•…еҪўжҲҗеҫҲеӨҡзғӯиҠӮзӮ№гҖӮзғӯиҠӮзӮ№дҪҚзҪ®дё»иҰҒжңүдёӨз§ҚдәӨжҺҘз»“жһ„пјҲеӣҫ10пјүпјҡзғӯиҠӮзӮ№1жҳҜжөҒйҒ“и–„еЈҒдёҺжі•е…°зҡ„дәӨжҺҘзӮ№еӨ„пјҢз”ұдәҺеҶ…дҫ§з ӮиҠҜиҫғе°ҸпјҢзғӯиҠӮзӮ№дёҖиҲ¬дҪҚдәҺжі•е…°зҡ„дёӯеҝғеҒҸеҶ…дҫ§йғЁдҪҚпјӣзғӯиҠӮзӮ№2жҳҜжі•е…°дёҺеҶ…дҫ§е®үиЈ…еҜҶе°ҒзҺҜзҡ„дәӨжҺҘеӨ„пјҢз”ұдәҺеҶ…дҫ§йғЁеҲҶиҫғеҺҡеӨ§пјҢд№ҹеҸ—е‘Ёеӣҙз ӮиҠҜеҪұе“ҚпјҢзғӯиҠӮзӮ№дҪҚдәҺдёӨйғЁеҲҶзҡ„дәӨжұҮеӨ„гҖӮз”ұдәҺзғӯиҠӮзӮ№д№Ӣй—ҙиҫғиҝ‘пјҢеёёйҮҮз”ЁдёҖдёӘеҶ’еҸЈеҗҢж—¶иЎҘзј©дёӨеҲ°дёүдёӘзғӯиҠӮзӮ№пјҢеҗҢж—¶еңЁеҶ’еҸЈд№Ӣй—ҙеўһи®ҫйҡ”ж–ӯеҶ·й“ҒпјҲеҶ·й“Ғе°әеҜёиҰҒе°ҸпјҢйҳІжӯўиҝҮеӨ§еҶ·й“Ғйҳ»ж–ӯеҜҶе°ҒзҺҜиЎҘзј©йҖҡйҒ“пјүпјҢйҳІжӯўдёӯејҖйқўе’Ңе®үиЈ…еҜҶе°ҒзҺҜйғЁдҪҚжңүзј©еӯ”гҖҒзј©жқҫзјәйҷ·зҡ„еҮәзҺ°гҖӮ
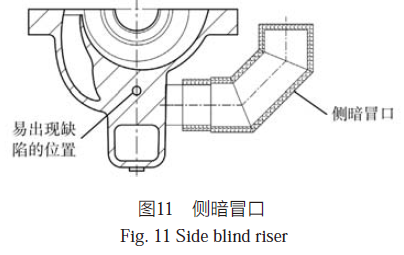
й•ҝиҝҮжЎҘеҢәз»“жһ„и§Ғеӣҫ11пјҢиҝҷдёҖеҢәеҹҹеұһдәҺиҫғеӨ§зҡ„зғӯиҠӮзӮ№пјҢеҰӮжһңеҫ—дёҚеҲ°жңүж•ҲиЎҘзј©пјҢиҰҒеҮәзҺ°иҫғеӨ§зҡ„зј©жқҫе’Ңзј©иЈӮгҖӮиҝҷз§ҚзҺ°иұЎеңЁдә§е“ҒеҲ¶йҖ йҳ¶ж®өпјҢдёҚеҮәзҺ°жё—жјҸпјҢдҪҶеңЁдҪҝз”ЁиҝҮзЁӢпјҢиЈӮзә№е»¶еұ•пјҢжҳ“еҮәзҺ°жё—жјҸгҖӮжӯӨеӨ„еўһи®ҫдҫ§жҡ—еҶ’еҸЈпјҢж¶ҲйҷӨзј©жқҫжҲ–зј©иЈӮпјҢжңүж•ҲйҒҝе…ҚдҪҝз”Ёдёӯжё—жјҸзҡ„йЈҺйҷ©гҖӮеҶ’еҸЈеҸҜйҮҮз”ЁеҶ’еҸЈеҘ—з»„еҗҲз»“жһ„пјҢйҖҗжёҗеўһеӨ§пјҢ并еҜ№зғӯиҠӮзӮ№дҝқжҢҒдёҖе®ҡзҡ„еҺӢеӨҙй«ҳеәҰгҖӮ
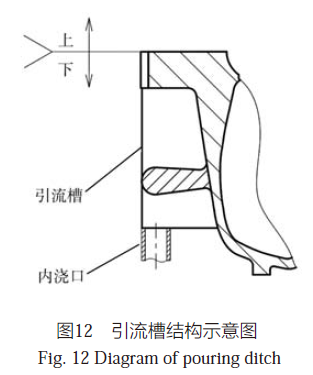
еӨҡзә§жіөжіөеЈіжөҒйҒ“з»“жһ„еӨҚжқӮпјҢдёәдәҶеҮҸе°‘й’ўж¶ІзҙҠжөҒпјҢйҮҮз”Ёеә•жіЁжі•пјҢеҶ…жөҮйҒ“зӣҙжҺҘејҖеңЁжң¬дҪ“дёҠдјҡдә§з”ҹеҶІз Ӯе’ҢеұҖйғЁиҝҮзғӯпјҢж•…и®ҫзҪ®еј•жөҒж§ҪпјҲеӣҫ12пјүпјҢйҷҚдҪҺй’ўж¶Іиҝӣе…ҘеһӢи…”зҡ„йҖҹеәҰпјҢ并充еҲҶдҝқиҜҒй’ўж¶Ід»Һ铸件дёӢйғЁеј•е…ҘеһӢи…”гҖӮеј•жөҒж§Ҫд№ҹеҸҜиө·еҲ°дёҖе®ҡзҡ„иЎҘзј©дҪңз”ЁпјҢж•…иӮӢжқҝеҺҡеәҰеҸҜз»“еҗҲжөҮйҒ“гҖҒдә§е“ҒеЈҒеҺҡз»јеҗҲиҖғиҷ‘пјҢеҜ№и…”еЈҒиЎҘзј©зҡ„еҗҢж—¶дёҚеўһеҠ иЈӮзә№зҡ„йЈҺйҷ©гҖӮйҖҡиҝҮеј•жөҒж§Ҫзҡ„и®ҫи®ЎпјҢеҸҜдҪҝй’ўж¶ІиҮӘдёӢиҖҢдёҠе……еһӢпјҢдёҚеҚ·ж°”гҖҒдёҚзҙҠжөҒпјҢж¶Ійқўеҝ«иҖҢе№ізЁідёҠеҚҮпјҢеҮҸе°‘ж°§еҢ–еӨ№жқӮзҡ„дә§з”ҹпјҢ并еҲ©дәҺеӨ№жқӮзү©зҡ„дёҠжө®гҖӮжөҮжіЁиҝҮзЁӢжҺ§еҲ¶иҰҒжұӮпјҡеңЁи–„еЈҒеӨ„й’ўж¶ІдёҠеҚҮйҖҹеәҰ30~60 mm/sпјҢжі•е…°йқўдёҠеҚҮйҖҹеәҰ10~20mm/sгҖӮ
дёӯејҖйқўжі•е…°дёҺи–„еЈҒи…”дҪ“дёӨиҖ…еЈҒеҺҡе·®еҲ«еӨ§пјҢжҳ“дә§з”ҹиЈӮзә№пјҢйҡҫд»ҘйҮҮз”ЁеЈҒеҺҡиҝҮжёЎе’ҢеўһеҠ Rи§’зҡ„ж–№жі•и§ЈеҶіпјҢйҮҮз”ЁејҖи®ҫжӢүзӯӢеҪўејҸпјҢйҳІжӯўиЈӮзә№зҡ„дә§з”ҹгҖӮ
пјҲ1пјүеӨҡзә§жіөеЈідҪ“д»ҺжЁЎеһӢзІҫеәҰгҖҒз»„иҠҜзІҫеәҰе’Ңж“ҚдҪңж–№йқўжҺ§еҲ¶дә§е“ҒжңҖз»Ҳе°әеҜёзІҫеәҰпјҢеҸҜдҝқиҜҒдә§е“Ғзҡ„жөҒйҒ“е°әеҜёзІҫеәҰе’ҢдҪҝз”ЁиҰҒжұӮгҖӮ
пјҲ2пјүеӨҡзә§жіөеЈідҪ“йҮҮз”ЁдёӯејҖйқўеҗ‘дёҠзҡ„еҲҶеһӢз»“жһ„пјҢжңүеҲ©дәҺеҶ’еҸЈиЎҘзј©е’ҢеӨ№жёЈзјәйҷ·зҡ„жҺ’еҮәпјҢжҸҗй«ҳ铸件еҶ…еңЁиҙЁйҮҸгҖӮ
пјҲ3пјүеӨҡзә§жіөй•ҝиҝҮжЎҘеҺҡеӨ§еҢәйңҖи®ҫи®Ўжҡ—еҶ’еҸЈпјҢеҸҜжңүж•ҲйҳІжӯўзј©жқҫе’Ңзј©иЈӮеҶ…йғЁзјәйҷ·пјҢйҒҝе…ҚдәҶж°ҙеҺӢж—¶еҸ‘з”ҹжё—жјҸзҺ°иұЎгҖӮ
пјҲ4пјүеј•жөҒж§Ҫи®ҫи®ЎеҸҜжҸҗй«ҳеӨҡзә§жіөеЈідҪ“зҡ„е……еһӢе№ізЁіжҖ§пјҢйҳІжӯўй’ўж¶Іж°§еҢ–пјҢеҮҸе°‘иЎЁйқўзјәйҷ·гҖӮ
В В В В В В В В В В В В В В В В В В В В В В пјҲжқҘжәҗпјҡдёӯй“ёеҚҸ铸钢委пјү




е…ҚиҙЈеЈ°жҳҺпјҡйҷӨжіЁжҳҺеҺҹеҲӣеҸҠжҳҺзЎ®ж ҮжіЁжқҘжәҗеӨ–пјҢж–Үз« зі»зҪ‘з»ңиҪ¬иҪҪпјҢзүҲжқғеҪ’еҺҹдҪңиҖ…жүҖжңүгҖӮдҪҶеӣ иҪ¬иҪҪдј—еӨҡпјҢжҲ–ж— жі•зЎ®и®ӨзңҹжӯЈеҺҹе§ӢдҪңиҖ…пјҢж•…д»…ж ҮжҳҺиҪ¬иҪҪжқҘжәҗпјҢеҰӮж Үй”ҷжқҘжәҗпјҢж¶үеҸҠдҪңе“ҒзүҲжқғй—®йўҳпјҢиҜ·дёҺжҲ‘们иҒ”зі»пјҢжҲ‘们е°ҶеңЁз¬¬дёҖж—¶й—ҙеҚҸе•ҶзүҲжқғй—®йўҳжҲ–еҲ йҷӨеҶ…е®№пјҒ
ж¬ўиҝҺеӨ§е®¶зӮ№еҮ»йҳ…иҜ»еҺҹж–ҮпјҢиҝӣе…Ҙи®әеқӣиҝӣиЎҢи®Ёи®әгҖӮ
敬иҜ·й•ҝжҢүдёӢж–№зҡ„дәҢз»ҙз Ғе…іжіЁжҲ‘们пјҢд»ҘдҫҝиҺ·еҸ–жңҖж–°зҡ„иө„и®ҜдҝЎжҒҜгҖӮ
жҲ–иҖ…жҗңзҙўе…¬дј—еҸ·RJGRZM

