


点击蓝字 关注我们
JN
钢管坡口加工
坡口是主要为了焊接工件,保证焊接度,普通情况下用机加工方法加工出的型面,要求不高时也可以气割(如果是一类焊缝,需超声波探伤的,则只能用机加工方法),但需清除氧化渣,根据需要,有X型坡口,V型坡口,U型坡口等,但大多要求保留一定的钝边.

钢管坡口类型
Beveled
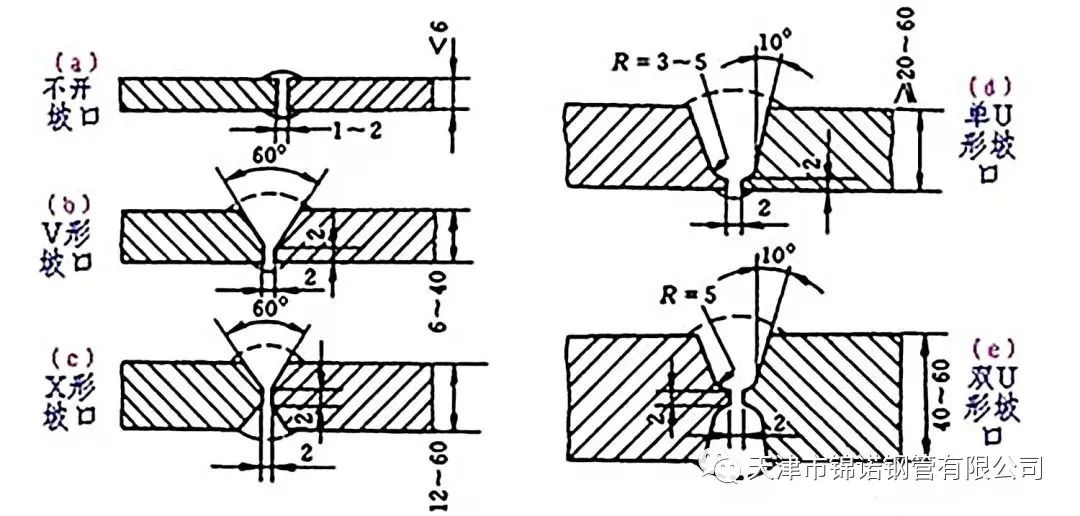
管道坡口按照坡口形式主要分为V型坡口、Y型坡口、U型坡口、双V型坡口、X型坡口。
V型坡口是应用最广泛一种坡口型式,加工简单、加工成本低,主要应用于管子壁厚不超过12mm的场合。
U型坡口、双V坡口焊接填充量小,焊接效率高,但加工困难,加工成本较高。一般用于壁厚超过12mm场合。
JN
坡口的加工方法
坡口的加工方法一般有以下几种:
(1)低压碳素钢管公称直径等于或小于 50mm的,采用手提砂轮磨坡口;直径大于50mm的,用氧乙炔切割坡口,然后用手提砂轮机打掉氧化层并打磨平整;
(2)中压碳素钢管、中低压不锈耐酸钢管和低合金钢管以及各种高压钢管,用车床加工坡口;
(3)有色金属管,用手工挫坡口。
JN
坡口角度

为了保证焊接质量,在焊接前对工件需要焊接处进行的加工,可以气割,也可以切削而成,一般为斜面,有时也为曲面。坡口角度是影响焊缝成形、焊接稀释率、熔合区形状的一个重要焊接工艺因素,甚至还影响焊接电弧的稳定性。

JN
坡口机
坡口机加工坡口的质量应该符合以下要求:
1、表明平整,不得有裂纹、重皮、毛刺、凹凸缩口;
2、切割表面的熔渣、氧化铁、铁眉等应予清除;
3、端面倾斜偏差为管子外径的1%,且不得超过2mm;
4、坡口尺寸和角度应该符合标准要求。
焊接坡口的渗诱检测应符合下列规定:
1、标准抗拉强度的下限值ab大于或等于540Mpa和设计图样规定100%检测的焊接坡口;
2、应该全部检测:设计温度低于或等于-29”C的非奥氏体不锈钢管道坡口应该抽检5%。
【免责声明:我们尊重原创,也注重分享。版权原作者所有,如有侵犯您的权益请及时联系,我们会第一时间删除处理】

天津市锦诺钢管有限公司
天津市魁方国际贸易有限公司
? 作为经验丰富的钢管精加工公司,锦诺的钢管工艺广泛应用于建筑、桥梁、输水管道、石油化工等领域,得到了客户的一致好评。
? 请立即联系我们,了解更多关于钢管制作和精加工信息,我们将竭诚为您提供优质的服务!
联系方式:
王经理:133 0213 1338
任经理:151 2210 6688
地址:天津市静海区大邱庄