



дёӯеӣҪй“ёйҖ иЎҢдёҡеӘ’дҪ“иҒ”зӣҹжҲҗе‘ҳд№ӢдёҖзҡ„зғӯеҠ е·ҘиЎҢдёҡи®әеқӣпјҲwww.rjghome.comпјүвҖ”вҖ”зғӯеҠ е·ҘиЎҢдёҡдәәе‘ҳзҡ„зҪ‘дёҠжҠҖжңҜдәӨжөҒ家еӣӯгҖӮд»ҘеҶ¶зӮјгҖҒй“ёйҖ гҖҒй”»еҺӢгҖҒз„ҠжҺҘгҖҒзғӯеӨ„зҗҶгҖҒзҗҶеҢ–жЈҖжөӢзӯүзӣёе…ізҹҘиҜҶдёәдё»пјҢд»ҘжңәеҠ е·ҘгҖҒз”өи„‘и®ҫи®ЎзӯүзҹҘиҜҶдёәиҫ…зҡ„иЎҢдёҡжҠҖжңҜзҪ‘з«ҷгҖӮзӮ№еҮ»ж ҮйўҳдёӢи“қеӯ—вҖңзғӯеҠ е·ҘиЎҢдёҡи®әеқӣвҖқе…Қиҙ№е…іжіЁпјҢжҲ‘们е°ҶдёәжӮЁжҸҗдҫӣй“ёйҖ гҖҒй”»йҖ гҖҒзғӯеӨ„зҗҶгҖҒз„ҠжҺҘж–№йқўзҹҘиҜҶзҡ„延伸йҳ…иҜ»гҖӮ




еӨ§еһӢй“ёй’ўжұҪиҪ®жңәзјёдҪ“дёӢеҚҠй“ёйҖ е·Ҙиүәзҡ„з ”з©¶
еҲҳе№іпјҢеҲҳжҙӘз”ҹпјҢзҺӢиҜқ
ж‘ҳВ иҰҒпјҡйҖҡиҝҮеҜ№жұҪзјёдҪ“дёӢеҚҠ铸件иҝӣиЎҢз»“жһ„еҲҶжһҗпјҢ并й’ҲеҜ№е…¶еҲ¶йҖ йҡҫзӮ№пјҢйҮҮеҸ–дәҶдёҖзі»еҲ—зҡ„е·ҘиүәжҺӘж–ҪгҖӮйҮҮз”ЁеңҲеҶ’еҸЈпјҢдёә铸件еҲӣйҖ иүҜеҘҪзҡ„иЎҘзј©жқЎд»¶гҖӮдёәйҳІжӯўеңЁзғӯиҠӮеӨ„дә§з”ҹзј©еӯ”гҖҒзј©жқҫзӯүзјәйҷ·пјҢеңЁеҺҡеӨ§зғӯиҠӮеӨ„ж”ҫзҪ®еӨ–еҶ·й“ҒпјҢд»ҘдҝқиҜҒ铸件д»ҺдёӢеҫҖдёҠеҪўжҲҗйЎәеәҸеҮқеӣәгҖӮи®ҫзҪ®дёӨеұӮжЁӘжөҮйҒ“пјҢйҒҝе…Қ铸件дә§з”ҹеҶ·йҡ”гҖҒжөҮдёҚи¶ізӯүзјәйҷ·гҖӮжҲҗеҠҹең°й“ёйҖ еҮәеҢ–еӯҰжҲҗеҲҶгҖҒеҠӣеӯҰжҖ§иғҪеҸҠ铸件иҙЁйҮҸе®Ңе…Ёж»Ўи¶іжҠҖжңҜиҰҒжұӮзҡ„жұҪзјёдҪ“дёӢеҚҠ铸件пјҢдёәд»ҠеҗҺжӯӨзұ»еӨ§еһӢеӨҚжқӮ铸钢件зҡ„й“ёйҖ жҸҗдҫӣдәҶеҫҲеҘҪзҡ„з”ҹдә§з»ҸйӘҢгҖӮ
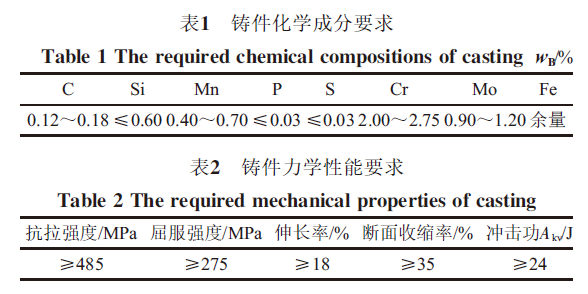
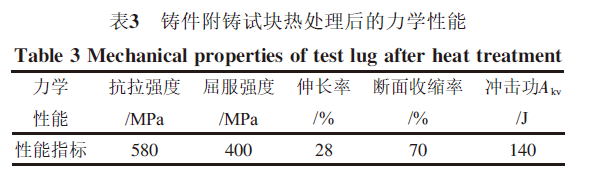
жұҪзјёдҪ“жҳҜжұҪиҪ®жңәеҹәжң¬з»“жһ„дёӯжңҖйҮҚиҰҒзҡ„дә§е“Ғд№ӢдёҖпјҢеұһдәҺеҸ‘еҠЁжңәжңәдҪ“з»„зҡ„йҮҚиҰҒз»„жҲҗйғЁеҲҶпјҢжңҖеӨ§иҪ®е»“е°әеҜёдёә6000mmГ—3000mmГ—2000mmпјҢ铸件еҮҖйҮҚ48tпјҢдё»дҪ“еЈҒеҺҡ70пҪһ150mmпјҢеұһеӨ§еһӢи–„еЈҒзұ»й“ёд»¶пјҢ铸件结жһ„еӨҚжқӮпјҢе·Ҙиүәи®ҫи®ЎдёҺеҲ¶йҖ йҡҫеәҰеӨ§гҖӮз”ұдәҺе…¶е·ҘдҪңзҺҜеўғйқһеёёжҒ¶еҠЈпјҢеұһдәҺй«ҳжё©й«ҳеҺӢзҺҜеўғпјҢеӣ жӯӨе…¶й“ёйҖ иҙЁйҮҸзҡ„дјҳеҠЈеҜ№дәҺжұҪиҪ®жңәж•ҙдҪ“и®ҫеӨҮзҡ„жӯЈеёёиҝҗиҪ¬жҳҜеҚҒеҲҶйҮҚиҰҒзҡ„гҖӮжұҪзјёдҪ“жқҗиҙЁдёәZG15Cr2Mo1пјҢе…·дҪ“зҡ„еҢ–еӯҰжҲҗеҲҶи§ҒиЎЁ1гҖӮжұҪзјёдҪ“зҡ„еҠӣеӯҰжҖ§иғҪиҰҒжұӮи§ҒиЎЁ2гҖӮ
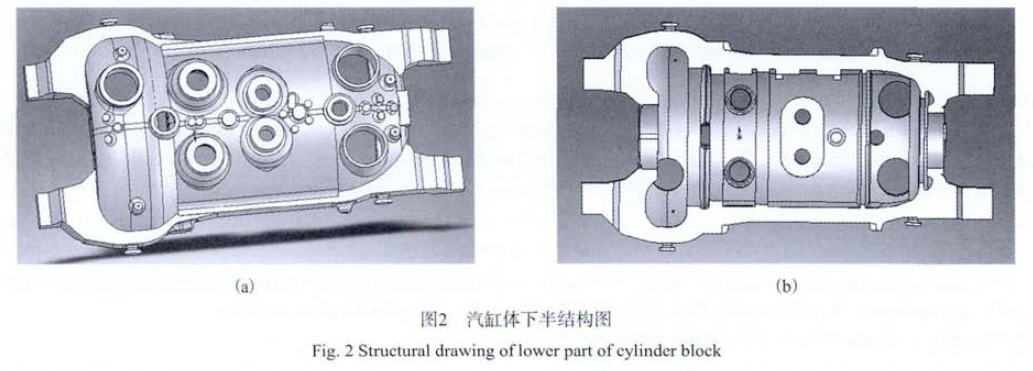
жұҪзјёдҪ“дёӢеҚҠ铸件иҪ®е»“е°әеҜёдёә6000mmГ—3000mmГ—2000mmпјҢз»“жһ„и§Ғеӣҫ2гҖӮ铸件主дҪ“еЈҒеҺҡ70пҪһ150mmпјҢ铸件жңүеӨҡеӨ„еҲҶж•ЈзғӯиҠӮгҖӮйҖҡиҝҮжҹҘжүҫиө„ж–ҷ[1]пјҢи®Ўз®—жңәе·ҘиүәжЁЎжӢҹпјҢ并结еҗҲе®һйҷ…жғ…еҶөпјҢи®ҫи®ЎеҮә满足铸件и®ҫи®ЎиҰҒжұӮзҡ„жұҪзјёдҪ“й“ёйҖ е·ҘиүәгҖӮ
е°Ҷеӣҫ2bжүҖеӨ„зҡ„е№ійқўи®ҫзҪ®дёәеҶ’еҸЈдҪҚзҪ®пјҢжІҝзқҖеЈҒеҺҡи®ҫзҪ®еңҲеҶ’еҸЈгҖӮжЁӘжөҮйҒ“дёӨеұӮпјҢзҺҜ绕铸件еқҮеҢҖеҲҶеёғгҖӮ铸件ж•ҙдҪ“йҮҮз”Ёе®һж ·йҖ еһӢпјҢеҶ…и…”йҮҮз”Ёз»„иҠҜйҖ еһӢгҖӮзЎ®е®ҡжӯӨж–№жЎҲзҡ„еҺҹеӣ жҳҜгҖӮ
пјҲ1пјү иҜҘ铸件еҲҶеһӢйқўзҡ„дҪҚзҪ®жҳҜжҜӢеәёзҪ®з–‘зҡ„пјҢдҪҶеңЁзЎ®е®ҡеҶ’еҸЈд№ӢеүҚиҖғиҷ‘дәҶдёӨз§ҚеҶ’еҸЈи®ҫзҪ®ж–№жЎҲпјҢдёҖдёӘжҳҜеҚ•дёӘзӢ¬з«ӢеҶ’еҸЈеҲҶж•Јж”ҫзҪ®пјҢеҸҰдёҖдёӘе°ұжҳҜйҮҮз”ЁеңҲеҶ’еҸЈпјҢз»ҸиҝҮз»јеҗҲеҲҶжһҗпјҢдёәдәҶиғҪеӨҹдҝқиҜҒ铸件жҺўдјӨиҰҒжұӮе’ҢеҶ…йғЁиҙЁйҮҸпјҢе°Ҫз®ЎйҮҮз”ЁеңҲеҶ’еҸЈеҮәе“ҒзҺҮдҪҺдәҶпјҢдҪҶеҸҜд»Ҙдёә铸件еҲӣйҖ иүҜеҘҪзҡ„иЎҘзј©жқЎд»¶пјҢжңүеҲ©дәҺйЎәеәҸеҮқеӣәпјҢд»ҺиҖҢдҝқиҜҒ铸件еҶ…йғЁиҙЁйҮҸиҫҫеҲ°жҺўдјӨиҰҒжұӮгҖӮ
пјҲ2пјү 铸件дёӢйғЁжңүеӨҡеӨ„еҲҶж•Јзҡ„зғӯиҠӮпјҢдёәдәҶдҝқиҜҒзғӯиҠӮеӨ„зҡ„иҙЁйҮҸпјҢеңЁеҺҡеӨ§зғӯиҠӮеӨ„ж”ҫзҪ®еӨ–еҶ·й“ҒпјҢд»ҘдҝқиҜҒ铸件д»ҺдёӢеҫҖдёҠеҪўжҲҗйЎәеәҸеҮқеӣәпјҢеңЁзғӯиҠӮеӨ„дёҚдә§з”ҹзј©еӯ”гҖҒзј©жқҫзӯүзјәйҷ·гҖӮ
пјҲ3пјү 铸件й«ҳеәҰдёә2000mmпјҢдёәдәҶдҝқиҜҒй’ўж¶ІйЎәеҲ©жөҒе…ҘеһӢи…”еҝ«йҖҹе……еһӢпјҢжЁӘжөҮйҒ“и®ҫзҪ®дёӨеұӮпјҢйҒҝе…Қ铸件дә§з”ҹеҶ·йҡ”гҖҒжөҮдёҚи¶ізӯүзјәйҷ·гҖӮ
йҮҮз”Ёж ‘и„Ӯз ӮйҖ еһӢпјҢеҸҜд»ҘдҝқиҜҒ铸件иүҜеҘҪзҡ„еӨ–и§ӮиҙЁйҮҸгҖӮеҶ…и…”дёӘеҲ«з ӮиҠҜйҮҮ用铬й“Ғзҹҝз ӮеҲ¶дҪңпјҢеҸҜд»ҘдҝқиҜҒжөҮжіЁеҗҺеҶ…и…”з ӮиҠҜжё…зҗҶж–№дҫҝгҖӮеһӢгҖҒиҠҜиЎЁйқўж¶ӮеҲ·йҶҮеҹәй”ҶиӢұзІүж¶Ӯж–ҷпјҢжҸҗй«ҳ铸件еӨ–йғЁиҙЁйҮҸгҖҒе°әеҜёзІҫеәҰгҖӮзўұй…ҡйҶӣж ‘и„Ӯз Ӯзҡ„й…ҚжҜ”дёәпјҡзҹіиӢұз Ӯ100%пјҢж°ҙзҺ»з’ғ2%пјҲеҚ еҺҹз ӮпјүпјҢеӣәеҢ–еүӮ35%пјҲеҚ ж°ҙзҺ»з’ғпјүгҖӮ
 пјқ1вҲ¶1.8вҲ¶2вҲ¶4пјҢеҢ…еӯ”е’ҢзӣҙжөҮйҒ“гҖҒжЁӘжөҮйҒ“гҖҒеҶ…жөҮйҒ“жҖ»жҲӘйқўз§Ҝзҡ„жҜ”дҫӢе…ізі»[2]йҮҮз”Ёпјҡ1вҲ¶пјҲ1.8пҪһ2пјүпјҡпјҲ1.8пҪһ2пјүвҲ¶4пјҢиҝҷж ·ж—ўеҸҜд»ҘдҝқиҜҒй’ўж¶Іеҝ«йҖҹе……ж»Ўй“ёеһӢпјҢеҮҸе°‘й’ўж¶ІеҜ№еһӢи…”зҡ„зғҳзғӨж—¶й—ҙпјҢеҗҢж—¶д№ҹеҸҜйҒҝе…Қиө·зҡ®гҖҒз ӮзңјгҖҒзІҳз ӮгҖҒеӨ№жёЈгҖҒзј©жқҫзӯүй“ёйҖ зјәйҷ·зҡ„еҸ‘з”ҹгҖӮ
пјқ1вҲ¶1.8вҲ¶2вҲ¶4пјҢеҢ…еӯ”е’ҢзӣҙжөҮйҒ“гҖҒжЁӘжөҮйҒ“гҖҒеҶ…жөҮйҒ“жҖ»жҲӘйқўз§Ҝзҡ„жҜ”дҫӢе…ізі»[2]йҮҮз”Ёпјҡ1вҲ¶пјҲ1.8пҪһ2пјүпјҡпјҲ1.8пҪһ2пјүвҲ¶4пјҢиҝҷж ·ж—ўеҸҜд»ҘдҝқиҜҒй’ўж¶Іеҝ«йҖҹе……ж»Ўй“ёеһӢпјҢеҮҸе°‘й’ўж¶ІеҜ№еһӢи…”зҡ„зғҳзғӨж—¶й—ҙпјҢеҗҢж—¶д№ҹеҸҜйҒҝе…Қиө·зҡ®гҖҒз ӮзңјгҖҒзІҳз ӮгҖҒеӨ№жёЈгҖҒзј©жқҫзӯүй“ёйҖ зјәйҷ·зҡ„еҸ‘з”ҹгҖӮ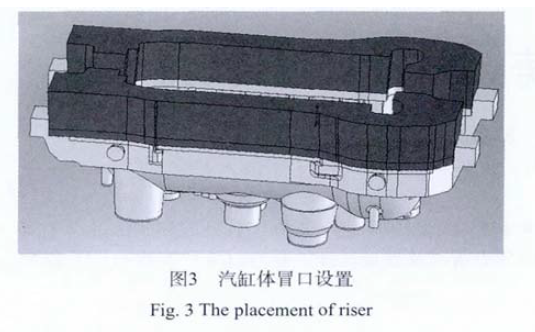
з”ұдәҺиҜҘ件е°әеҜёиҫғеӨ§пјҢз»“жһ„еӨҚжқӮпјҢиҙЁйҮҸиҰҒжұӮй«ҳпјҢдёәжӯӨйҮҮз”Ёе°әеҜёдёә8000mmГ—4500mmГ—600mmдё“з”Ёз Ӯз®ұйҖ еһӢпјҢд»ҘдҝқиҜҒз ӮеһӢејәеәҰеҸҠ铸件зҡ„иҙЁйҮҸгҖӮ
дёәдәҶдҝқиҜҒ铸件зҡ„ж•ҙдҪ“е°әеҜёпјҢйҖ еһӢйҮҮз”Ёе®һж ·жңЁеһӢпјҢдёӨдҫ§зҲӘеӯҗеӨ„жңЁеһӢеҒҡжҙ»ж–ҷгҖӮ铸件дёҠйғЁе’ҢдёӢйғЁдёӨзҲӘеӯҗй—ҙеҗ„ж”ҫ10mmзҡ„еҸҚеҸҳеҪўйҮҸпјҢиҝҷж ·еҸҜд»ҘйҒҝе…Қ铸件з”ұдәҺеҗ‘еӨ–еҸҳеҪўеј•иө·зҡ„е°әеҜёй—®йўҳгҖӮдёӯй—ҙз©әи…”е…ЁйғЁйҮҮз”Ёз ӮиҠҜпјҢ并且дҪҚзҪ®иҰҒжұӮжңЁеһӢеңЁе®һж ·дёҠе®ҡдҪҚеҮҶзЎ®пјҢд»Ҙе…ҚдёӢиҠҜж—¶дҪҚзҪ®жңүеҒҸе·®гҖӮ
дёәдәҶдҝқиҜҒз ӮиҠҜеңЁжөҮжіЁиҝҮзЁӢдёӯдёҚжјӮиҠҜпјҢеә”жіЁж„ҸжҠҠз ӮиҠҜеә•йғЁиҠҜеӨҙеӨ„еӣәе®ҡзүўйқ гҖӮ铸件ж•ҙдҪ“й«ҳеәҰдёә2000mmпјҢеҚ•йқ иҮӘиә«иЎҘзј©еҫҲйҡҫдҝқиҜҒеә•йғЁзҡ„иҙЁйҮҸпјҢдёәжӯӨеңЁеә•йғЁзҲӘеӯҗеҸҠзғӯиҠӮеӨ„ж”ҫзҪ®еӨ–еҶ·й“Ғ并иҰҒжұӮдҪҚзҪ®еҮҶзЎ®пјҢеӣәе®ҡиүҜеҘҪгҖӮ
еһӢпјҲиҠҜпјүйҖүз”ЁйҶҮеҹәй”ҶиӢұзІүж¶Ӯж–ҷпјҢе…¶жҲҗеҲҶдёәпјҡй”ҶиӢұзІү100%пјҢй”ӮеҹәиҶЁж¶Ұеңҹ(1.5пҪһ3.0%)пјҢй…ҡйҶӣж ‘и„ӮпјҲ5пҪһ8%пјүпјҢй…’зІҫйҖӮйҮҸгҖӮж¶Ӯж–ҷзҡ„жҜ”йҮҚдёә1.8пҪһ2.1 g/cm3пјҢжӮ¬жө®жҖ§пјҲ24hпјүпјһ92%пјҢзІҳеәҰпјҲОҰ4mmпјүдёә11пҪһ13sпјҢеҸ‘ж°”йҮҸпјң25mL/gпјҢжё—е…Ҙж·ұеәҰдёә0.1пҪһ0.3mmгҖӮж¶Ӯж–ҷйҮҮз”Ёж¶ӮеҲ·ж–№ејҸпјҢеҲҶ5ж¬Ўж¶ӮеҲ·пјҢе…¶ж¶ӮеҲ·еҺҡеәҰдёә2mmе·ҰеҸіпјҢдҝқиҜҒе…үж»‘еқҮеҢҖгҖӮж¶Ӯж–ҷеңЁжҜҸеҲ·дёҖйҒҚеҗҺз”ЁжҳҺзҒ«зӮ№зҮғпјҲйҶҮеҹәпјүпјҢдҪҝе…¶иҮӘ然干зҮҘпјҢжңҖеҗҺдёҖйҒҚж¶Ӯж–ҷеҲ·е®ҢеҗҺпјҢдёҚеҸҜе°Ҷе…¶зӮ№зҮғпјҢеҫ…й…’зІҫжҢҘеҸ‘дёҖж®өж—¶й—ҙеҗҺпјҢз”Ёз…Өж°”зғҳе№ІпјҢзғҳе№Іж—¶иҰҒз”Ёе°ҸзҒ«гҖҒеӨ§йқўз§Ҝеҝ«йҖҹ移еҠЁзҡ„ж–№ејҸе°Ҷж¶ӮеұӮе№ІзҮҘйҖҸпјҢж¶ӮеұӮе‘ҲжЎ”й»„иүІдёәжңҖдҪізҠ¶жҖҒгҖӮ
В В В В В В В В В В В В пјҲжқҘжәҗпјҡдёӯй“ёеҚҸ铸钢委пјү




е…ҚиҙЈеЈ°жҳҺпјҡйҷӨжіЁжҳҺеҺҹеҲӣеҸҠжҳҺзЎ®ж ҮжіЁжқҘжәҗеӨ–пјҢж–Үз« зі»зҪ‘з»ңиҪ¬иҪҪпјҢзүҲжқғеҪ’еҺҹдҪңиҖ…жүҖжңүгҖӮдҪҶеӣ иҪ¬иҪҪдј—еӨҡпјҢжҲ–ж— жі•зЎ®и®ӨзңҹжӯЈеҺҹе§ӢдҪңиҖ…пјҢж•…д»…ж ҮжҳҺиҪ¬иҪҪжқҘжәҗпјҢеҰӮж Үй”ҷжқҘжәҗпјҢж¶үеҸҠдҪңе“ҒзүҲжқғй—®йўҳпјҢиҜ·дёҺжҲ‘们иҒ”зі»пјҢжҲ‘们е°ҶеңЁз¬¬дёҖж—¶й—ҙеҚҸе•ҶзүҲжқғй—®йўҳжҲ–еҲ йҷӨеҶ…е®№пјҒ
ж¬ўиҝҺеӨ§е®¶зӮ№еҮ»йҳ…иҜ»еҺҹж–ҮпјҢиҝӣе…Ҙи®әеқӣиҝӣиЎҢи®Ёи®әгҖӮ
敬иҜ·й•ҝжҢүдёӢж–№зҡ„дәҢз»ҙз Ғе…іжіЁжҲ‘们пјҢд»ҘдҫҝиҺ·еҸ–жңҖж–°зҡ„иө„и®ҜдҝЎжҒҜгҖӮ
жҲ–иҖ…жҗңзҙўе…¬дј—еҸ·RJGRZM

