


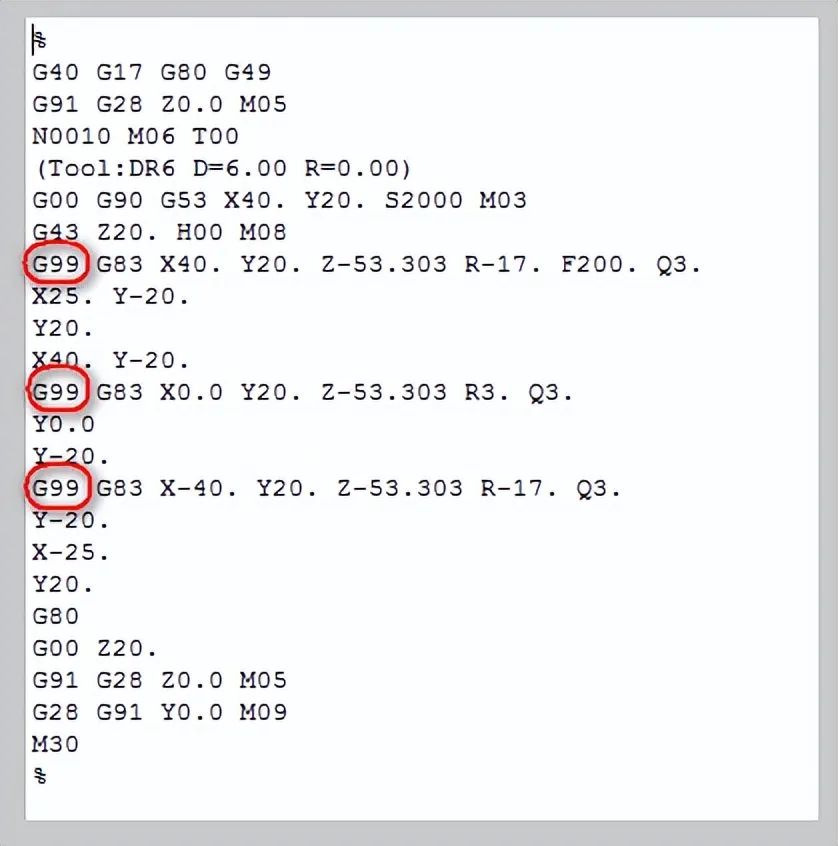
1、那为什么G99要修改成G98呢,这是为了防止移刀会撞刀,很多人不明白程式检查是没有问题,为什么加工就撞刀了,那当后处理出来是G99如何修成G98呢?如下图:
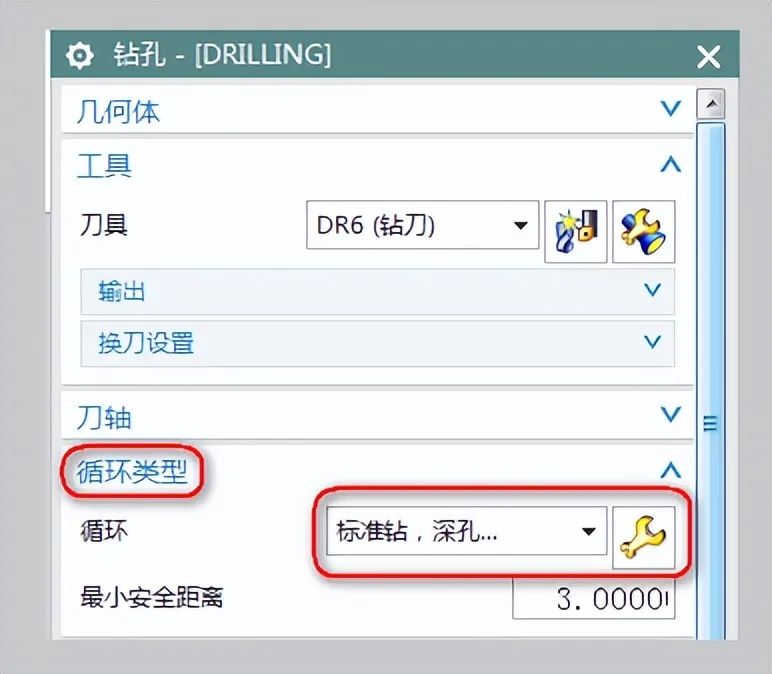
2、后处理出来是G99,原因是后处理没有做好,修改后处理不是人人都会修改,所以最简单的方法通过软件设置,在【钻孔加工界面】-【-循环类型】-【编缉参数】-【指定参数组为1】-【cycle参数】-【退刀】,把退刀改为自动,详细如下:
3、点击板手进行编缉,指定参数组默认为1

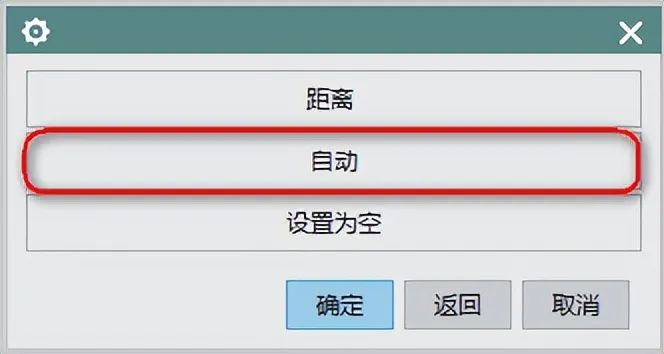
4、退刀参数(Rtrvto)改为自动



钻孔加工是制造业中常见的一种加工方法,用于在材料上创建孔洞。在进行钻孔加工后,需要进行后续处理来改变G99指令为G98指令。
首先,让我们了解一下G99和G98指令的含义。G99指令用于设置钻孔进给速率为每转一次,而G98指令用于设置钻孔进给速率为每分钟。换句话说,G99指令将进给速率设置为主轴每转一次,而G98指令将进给速率设置为主轴每分钟。

要将G99指令改为G98指令,注意以下步骤进行操作:
1. 首先,检查机床的控制面板或编程界面。寻找钻孔加工程序的相关部分,其中应包含G99指令。
2. 找到G99指令后,将其改为G98。这可以通过直接编辑程序代码或使用机床控制面板上的相应功能来完成。
3. 确保在修改后的程序中,所有需要使用G98指令的钻孔操作都已更新。
4. 保存并验证修改后的程序。在执行实际加工操作之前,建议进行模拟或试运行,以确保修改后的程序正常工作。
需要注意的是,每台机床可能具有不同的控制系统和编程方式。因此,在进行任何修改之前,应详细查阅机床的操作手册或咨询专业人士以获取准确的指导。
通过将G99指令改为G98指令,可以根据具体要求调整钻孔加工的进给速率。这样做可能会提高生产效率、降低成本,并确保所需的加工质量。在进行任何加工操作时,始终确保遵守安全操作规程,并使用适当的个人防护装备,下面我们列举操作实例:
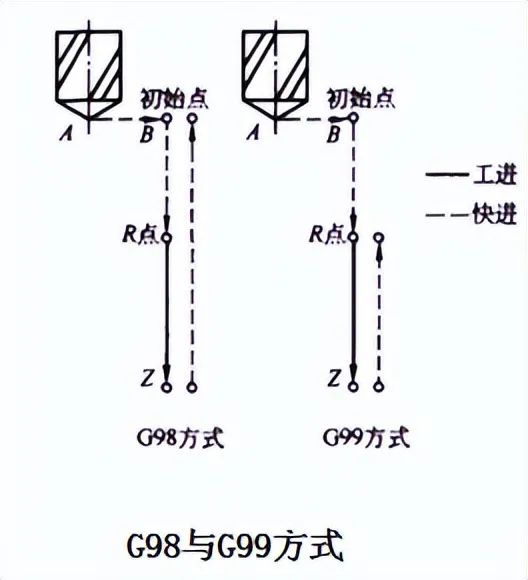
首先我们要了解清楚G99与G98都是钻孔循环,但是他们的动作关系是不一样的,G99钻孔结束后抬刀到R平面,G98钻孔结束后抬刀到安全平面,如下图:
1、那为什么G99要修改成G98呢,这是为了防止移刀会撞刀,很多人不明白程式检查是没有问题,为什么加工就撞刀了,那当后处理出来是G99如何修成G98呢?如下图:
2、后处理出来是G99,原因是后处理没有做好,修改后处理不是人人都会修改,所以最简单的方法通过软件设置,在【钻孔加工界面】-【-循环类型】-【编缉参数】-【指定参数组为1】-【cycle参数】-【退刀】,把退刀改为自动,详细如下:
3、点击板手进行编缉,指定参数组默认为1
4、退刀参数(Rtrvto)改为自动