手机版
二维码
购物车
(
0
)
供应
求购
公司
团购
展会
资讯
招商
品牌
人才
知道
专题
图库
视频
下载
商圈
推广
热搜:
采购方式
甲带
滤芯
带式称重给煤机
气动隔膜泵
减速机型号
无级变速机
链式给煤机
履带
减速机
首页
供应
求购
公司
团购
展会
资讯
招商
品牌
人才
知道
专题
图库
视频
下载
商圈
首页
>
资讯
>
工艺玩具
无龟甲网双层衬里(支模浇注法)通用施工工艺
日期:2023-09-05 06:51:55 来源:网络整理 作者:本站编辑
评论:0
无龟甲网双层隔热耐磨衬里(支模浇注法)通用施工工艺
1
范围
1.1
适用范围
本工艺适用于催化装置无龟甲网结构隔热耐磨双层衬里工程。
1.2
编制依据
《隔热耐磨混凝土衬里技术规范》 SH3531
《混凝土结构工程施工及验收规范》 GB50204
《工业炉砌筑工程质量检验评定标准》 GB50309
2
施工准备
2.1
主要机具:强制式搅拌机、卷扬机、水箱、手推车、模板、钢管、U型卡子、橡皮锤、磅称、胶皮桶、手提式平板振动器和振捣棒等。
2.2
作业条件
2.2.1
除锈完毕并清扫干净。
2.2.2
锚固钉焊接完毕检查合格,并办理隐蔽工程记录。
2.2.3
锚固钉调整完毕、检查合格。
2.2.4
插入衬里的管件按设计要求绑扎牛皮纸或陶纤纸。
2.2.5
按衬里厚度和设备直径用厚10mm~20mm的木板或胶合板预制厚度控制样板。
2.2.6
模板试装完毕。
2.2.7
分段组焊衬里接口处每侧预留宽度不小于100mm。
2.2.8
施工用水应为清洁饮用水。
2.2.9
施工环境温度不低于5℃。
3
施工工艺
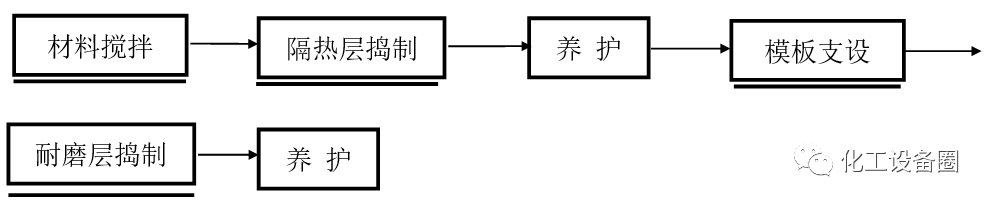
3.1施工工序
3.2
材料搅拌
3.2.1
浇注料的搅拌必须使用强制式搅拌机,按配合比计量配料,按材料的特性控制搅拌时间。
3.2.2
干料经充分搅拌后,再加入规定用水量的80~90%,剩余的水量视浇注料的稠稀程度逐渐加入,搅拌好的浇注料必须颜色一致,稠度适中。水料比应视现场的温度、湿度及湿料的运输距离等调整。严禁二次加水搅拌。
3.2.3
加入钢纤维的浇注料搅拌时,钢纤维必须分层均匀地撒入,防止搅拌时钢纤维成团。
3.3
隔热层捣制
3.3.1
设备、管线的隔热层捣制,在现场条件允许的情况下,应尽量采用卧置分瓣旋转的方法进行施工。每瓣施工弧度不宜大于1/3周长,立置设备可采用涂抹法施工。
3.3.2
隔热层捣制施工时,应预先安放厚度控制样板,分块长度约2m左右。
3.3.3
每块衬料应一次填满,用橡皮锤一锤压半锤呈梅花状砸实,或用手提式平板振捣器振实。要用靠尺修整表面,刮平、压实。
3.3.4
连续施工下一块时,把上一块接槎处100mm范围内和新施工的衬里一起砸实,以保证接槎处衬里充分接合在一起。
3.3.5
施工中断所留设的施工缝呈阶梯状毛面,并处于两行锚固钉中间。下次施工时要充分润湿接槎,将杂物、松动的浮粒清除干净,并充分捣打接槎处的衬料,必要时要在接槎处绑扎20
#
不锈钢丝,使新旧衬里充分结合。
3.3.6
隔热层浇注后当衬里表面终凝硬化时应雾湿养护,衬里硬化后可淋水养护,保持衬里表面润湿,时间持续24小时。
3.4
耐磨层支模浇注
3.4.1
模板支设
3.4.1.1
模板一般采用钢木结合的形式配置。钢模的规格为100×1500×55mm,100×900×55mm和100×600×55mm三种。木模采用三合板和
δ=50mm的木方制作。
3.4.1.2
模板支设要有足够的刚度,并在正式安装前试装。每模支设高度在900~1500mm之间(根据施工现场的温度、浇灌速度、浇注料凝结时间保证衬里发热时养生需要而定)。模板内表面每次支模前都要涂刷隔离剂,但不能过多。
3.4.1.3
模板支设时拼缝处应加泡沫密封条以防止漏浆。钢木结合处宜用螺栓联结。模板上表面用与衬里厚度相等的木块支撑,每隔500~1000mm支撑一点。但要与模板联结好,防止振捣时木块掉入模板内无法取出。
3.4.1.4
模板骨架支撑采用Φ48mm脚手架钢管弯制成圆弧背带,用相同尺寸的钢管做立带。水平支撑用钢管或50mm×70mm的木方与脚手架联结。
3.4.1.5
每段筒体第一次支模时,若模板下表面为自由面,应用预制的圆弧样板来支撑模板和控制厚度。
3.4.1.6
变径(锥段)的模板配制可根据锥度在钢模板中配制楔型木方。楔型木方用厚55mm的木方预制,按模板上的销孔间距、直径在楔型木方上钻孔。钢模板与楔型木方用螺栓联结牢固。
3.4.1.7
模板支设完毕必须经过有关人员对其刚度、稳定性和几何尺寸进行检查,合格后方能进行浇注。
3.4.2
浇注施工
3.4.2.1
耐磨层浇注施工前,应将隔热层上下模衬里结合面浇水润湿。
3.4.2.2
浇注时要对称、均匀、连续,每层浇注厚度不应超过300mm,每层浇注时间间隙不得超于浇注料初凝时间;振捣时采用Φ32mm的手提式振捣棒进行机械,并配合人工捣制。必要时适当振动模板外表面,以利于浇注料充分流入每一个角落。振捣时要对称,振捣棒的移动间距不超过其作用半径的1.5倍(约300mm左右),并要插入下层衬料50mm左右,以使充分结合。振动时间以表面泛浆不产生气泡为准(一般在30秒左右),不能过振、漏振,要快插慢拔。
3.4.2.3
施工缝留设:每模衬料不要注满,预留50~100mm,接槎做成阶梯毛面,错台为厚度的1/2,宜采用内弧板成型阶梯型施工缝。
3.4.2.4
支设下一模前应清理衬里施工缝表面松动的浮粒,浇注前应清理模板内杂物。
3.4.2.5
卧置设备、管线耐磨层采用分瓣旋转方法,施工工艺参照隔热层捣制施工工艺,衬里表面应采用手提式平板震捣器震实,台阶施工缝成型应采用模板成型。
3.4.2.6
衬里施工时应每台设备、管道留置不少于4组40mm×40mm×160mm试块,试块制作、养护和衬里施工时条件一致。
3.5
养护:衬里浇注完毕后衬里表面终凝硬化时,约3~4h即可往模板上浇水。发热过程中要不断地淋水。约4~8h后即可脱模或松开模板和部分支撑,使模板和衬里表面有一个间隙,以利于养护水渗入和热量散发。当强度达到设计的40%、浇注料强度不低于7.5MPa时(约10~16h),可拆除模板进行下一模的安装。同时要保证已经拆模的衬里表面24小时保持湿润。模板可分块成片拆除,下次支模时成片组装。
4
质量标准
4.1
保证项目
4.1.1
衬里材料必须具备材质合格证、复验报告,现场衬里试块性能符合设计要求。
4.1.2
锚固钉留设位置必须符合设计要求,焊接必须牢固。
4.1.3
隔热、耐磨浇注料施工时,其配合比、原材料搅拌、养护、施工缝必须符合设计要求和《隔热耐磨混凝土衬里技术规范》SH3531-1999的规定。
4.2
基本项目
4.2.1
隔热层表面应外形平整,厚度均匀,无疏松颗粒;耐磨层表面应平整密实,不露锚固钉,无蜂窝、麻面、孔洞及缝隙夹渣层。用0.5kg手锤轻轻敲击检查,声音应铿实,不允许有严重的“空鼓声”,烘炉前不应有裂纹存在。
合格:表面无剥落、裂纹、孔洞等缺陷,施工缝留设均匀、平直。
优良:表面平整、无剥落、裂纹、孔洞等缺陷,施工缝留设均匀、平直,衬里外观美观。
4.2.2
检查数量
器壁底部和顶部检查2~4处,器壁每4m高检查一次,不足4m按4m计,每次2~4处,每处5m
2
。
4.2.3
检查方法
观察检查,刻度放大镜检查,检查施工记录。
4.3
允许偏差项目
4.3.1
衬里允许偏差,见表1。
表1
项次
项目
允许偏差(mm)
检验方法
1
厚度
+5,-0
尺量
2
平整度
5(环向)
弦长1/4R的样板
3
平整度
3(轴向)
1m长直尺
4.3.2
烘炉后衬里表面裂纹宽度不应大于5mm,且不应有贯穿性网状裂纹。
5
成品保护
5.1
衬里施工完毕后,严禁重力敲击设备、击打衬里。
5.2
衬里养护结束后,应保持干燥,严禁淋雨、受潮。
6
应注意的质量问题
6.1
隔热层厚度应控制均匀,表面平整并呈毛面,以利于模板支设、耐磨层厚度控制及隔热层与耐磨层紧密结合。
6.2
模板支设应牢固,浇注过程中应有专人负责监护,防止胀模现象发生。木块支撑不准掉入浇注料的模板内。
6.3
衬里浇注过程中,应控制好振捣时间,振捣棒应快插慢拔,将气泡充分排出。
6.4
浇注完毕后应及时修整衬里施工缝接槎,接槎应平整密实不得出现酥松现象。
6.5
衬里接口是衬里施工管理的重要部位,应严格监造。接口衬里应有锚固钉。
6.6
起吊浇注料预制件时,浇注料应达到设计强度,预制件刚度不够时应在衬里前采取临时加固措施,以免起吊变形,使浇注件裂纹。
7
缺陷修补
7.1
每个修补至少露出1个锚固钉,结合面做成燕尾式。
7.2
用同种材料仔细填塞压实,修补前应将结合面清理干净,并充分润湿,养护方法和时间与衬里施工相同。
8
施工记录
8.1
隐蔽工程记录
8.2
衬里工程施工记录
8.3
保温砼、耐火砼搅拌记录
8.4
隔热砼、耐火砼养护、测温记录
8.5
工地试块制作记录
8.6
施工过程工序交接记录
8.7
隔热耐磨衬里分项工程质量检验评定表
欢迎加入
化工设备圈
长按图片中的二维码
然后点击识别图中二维码按照提示操作
打赏
更多
>
同类资讯
• 我的粘土小火人也变蓝了?
0
条
相关评论
推荐图文
推荐资讯
点击排行
网站首页
|
关于我们
|
联系方式
|
使用协议
|
版权隐私
|
网站地图
|
排名推广
|
广告服务
|
积分换礼
|
网站留言
|
RSS订阅
|
违规举报
|
皖ICP备20008326号-18
(c)2008-2022 免费发布网 All Rights Reserved