жүӢжңәзүҲ
дәҢз»ҙз Ғ
иҙӯзү©иҪҰ
(
0
)
дҫӣеә”
жұӮиҙӯ
е…¬еҸё
еӣўиҙӯ
еұ•дјҡ
иө„и®Ҝ
жӢӣе•Ҷ
е“ҒзүҢ
дәәжүҚ
зҹҘйҒ“
дё“йўҳ
еӣҫеә“
и§Ҷйў‘
дёӢиҪҪ
е•ҶеңҲ
жҺЁе№ҝ
зғӯжҗңпјҡ
йҮҮиҙӯж–№ејҸ
ж»ӨиҠҜ
еёҰејҸз§°йҮҚз»ҷз…Өжңә
з”ІеёҰ
ж°”еҠЁйҡ”иҶңжіө
еҮҸйҖҹжңәеһӢеҸ·
ж— зә§еҸҳйҖҹжңә
й“ҫејҸз»ҷз…Өжңә
еұҘеёҰ
еҮҸйҖҹжңә
йҰ–йЎө
дҫӣеә”
жұӮиҙӯ
е…¬еҸё
еӣўиҙӯ
еұ•дјҡ
иө„и®Ҝ
жӢӣе•Ҷ
е“ҒзүҢ
дәәжүҚ
зҹҘйҒ“
дё“йўҳ
еӣҫеә“
и§Ҷйў‘
дёӢиҪҪ
е•ҶеңҲ
йҰ–йЎө
>
иө„и®Ҝ
>
е·ҘиүәзҺ©е…·
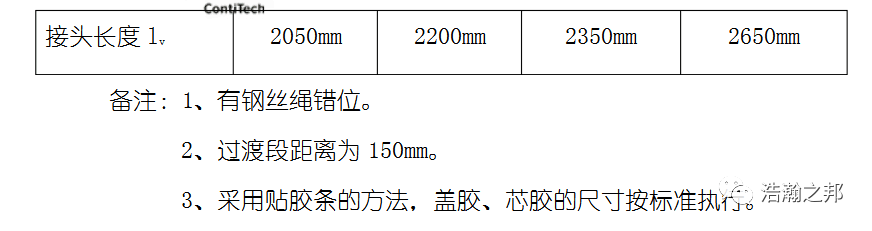
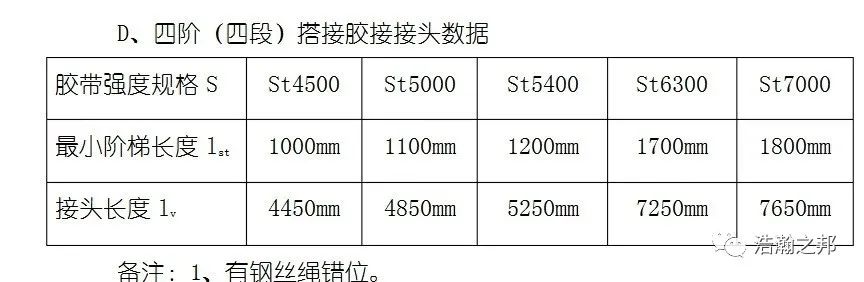
й’ўдёқз»іиҠҜиҫ“йҖҒеёҰзЎ«еҢ–жҺҘеӨҙе·ҘиүәеҸҠжӯҘйӘӨе…Ёи§Јжһҗ!
ж—Ҙжңҹпјҡ2023-09-05 00:59:11 жқҘжәҗпјҡзҪ‘з»ңж•ҙзҗҶ дҪңиҖ…пјҡжң¬з«ҷзј–иҫ‘
иҜ„и®әпјҡ0
жұҹж№–иҪҪй…’пјҢиҜ—й…’еӨ©ж¶ҜгҖӮ
В вҖ”вҖ”жө©зҖҡеӨ©ж¶Ҝ
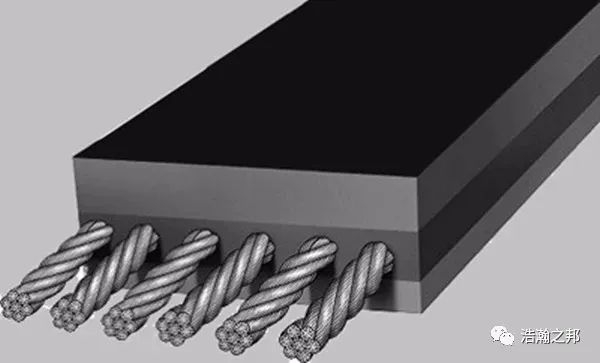
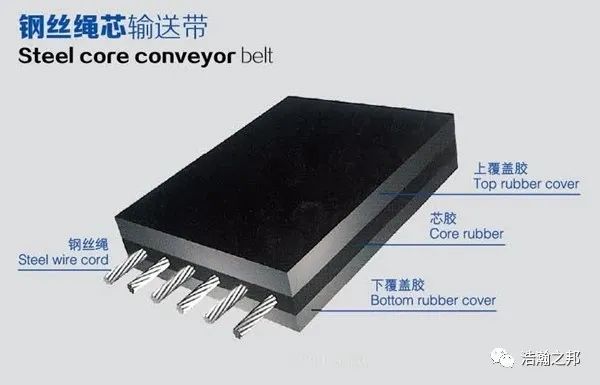
й’ўдёқз»іиҠҜиҫ“йҖҒеёҰжҳҜдёҖз§ҚеңЁз…ӨзӮӯгҖҒзҹҝеұұгҖҒжёҜеҸЈгҖҒеҶ¶йҮ‘гҖҒеҢ–е·ҘзӯүйўҶеҹҹиҫ“йҖҒзү©ж–ҷзҡ„дј йҖҒеёҰпјҢеӣ дёәжҖ§иғҪзЁіе®ҡжүҖд»Ҙиў«еӨ§дј—жүҖи®ӨеҸҜгҖӮ
й’ўдёқз»іиҠҜиҫ“йҖҒеёҰеңЁж“ҚдҪңж—¶жҳҜжҜ”иҫғйҮҚиҰҒзҡ„пјҢзЁҚжңүдёҚж…Һе°ұдјҡеҜјиҮҙиҝҗиҫ“дёӯж–ӯпјҢеҪұе“Қж–Ҫе·ҘиҝӣзЁӢгҖӮжҲ‘们д»ҠеӨ©жүҖеҲҶдә«зҡ„иҝҷзҜҮж–Үз« е°ұжҳҜе…ідәҺй’ўдёқз»іиҠҜиҫ“йҖҒеёҰзҡ„е®үиЈ…ж“ҚдҪңж–№жі•пјҢд»…дҫӣеӨ§е®¶еҸӮиҖғгҖӮ
пјҲ1пјүй’ўдёқз»іиҠҜиҫ“йҖҒеёҰжҺҘеӨҙзҡ„еҲ¶дҪң
е°ҶжҳҜжҜҸдёӘеёҰеӨҙзҡ„зҪ‘дёқе…ЁйғЁеүІејҖпјҢ并еҲ®еҺ»иЎЁйқўзҡ„йҷ„иғ¶пјҢжҠҠй’ўдёқж №йғЁзҡ„й’ўдёқз»іиҠҜиҫ“йҖҒеёҰз”Ёи§’зЈЁжңәжү“жҲҗж–ңеқЎпјҢзәҰ100mmе®ҪпјҢеҶҚжІҝж–ңеқЎеҗ‘еӨ–жү“зЈЁ150mmпјҢеҺ»йҷӨжҳҜеҺҹй’ўдёқз»іиҠҜиҫ“йҖҒеёҰиЎЁйқўе№¶жү“жҜӣгҖӮз”Ё120#жұҪжІ№е°Ҷй’ўдёқеҸҠжү“зЈЁйқўжё…жҙ—е№ІеҮҖгҖӮ
пјҲ2пјүй’ўдёқз»іиҠҜиҫ“йҖҒеёҰзҡ„й“әи®ҫеҸҠй’ўдёқзҡ„жҗӯжҺҘ
е…ҲеңЁдёӢеҠ зғӯжқҝзҡ„иЎЁйқўй“әдёҖеұӮе№ІеҮҖзҡ„еЎ‘ж–ҷиҶңпјҢеҶҚй“әи®ҫдёҖеұӮиғ¶ж–ҷпјҢдҪҝиғ¶ж–ҷдёҺдёӨз«ҜжҺҘеӨҙзҡ„ж–ңйқўеҗ»еҗҲгҖӮ
然еҗҺжҳҜжҢүиҰҒжұӮжҗӯжҺҘеҘҪй’ўдёқпјҢж¶ӮеҲ·иғ¶жөҶпјҢдҝқиҜҒиғ¶жөҶзҡ„ж¶ӮеҲ·еқҮеҢҖгҖҒеқҮеёғгҖӮ
еҶҚй“әдёҠиғ¶ж–ҷпјҢеҗҢж ·дҪҝиғ¶ж–ҷдёҺдёӨз«Ҝзҡ„ж–ңйқўеҗ»еҗҲпјҢдёҠйқўй“әдёҖеұӮеЎ‘ж–ҷиҶңпјҢе®ҢжҲҗй’ўдёқз»іиҠҜиҫ“йҖҒеёҰжҺҘеӨҙзҡ„й“әи®ҫеҸҠй’ўдёқзҡ„жҗӯжҺҘгҖӮ
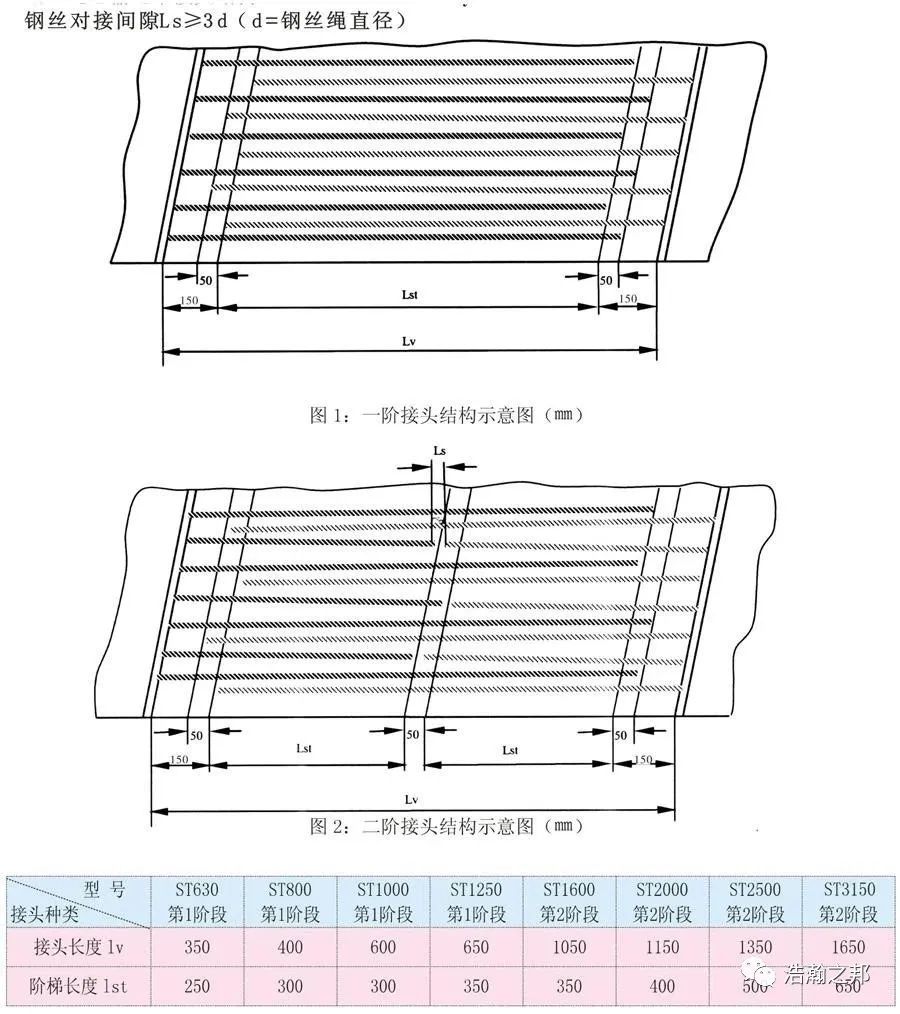
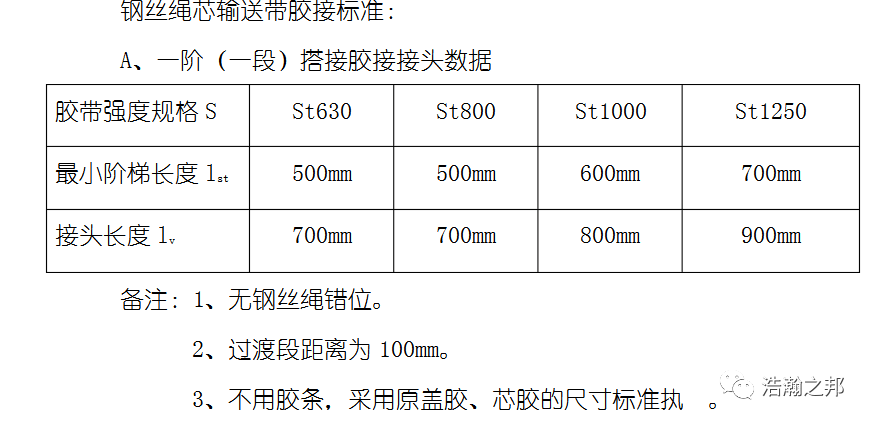
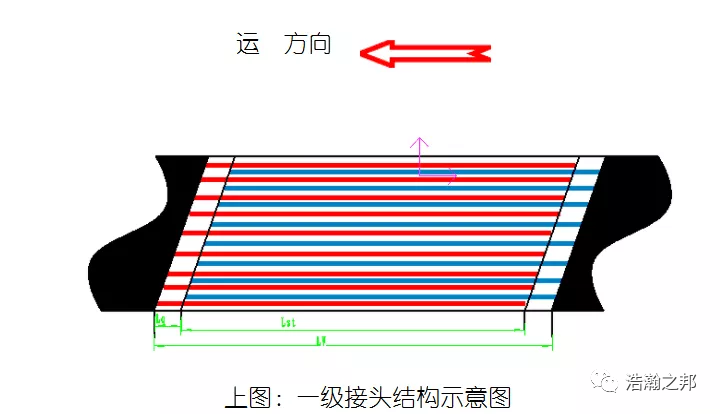
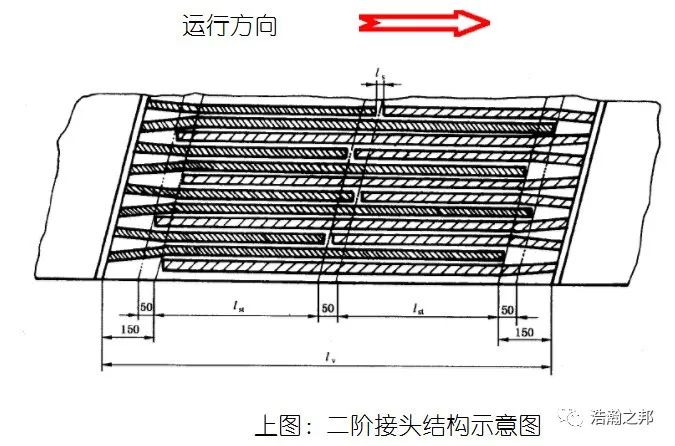
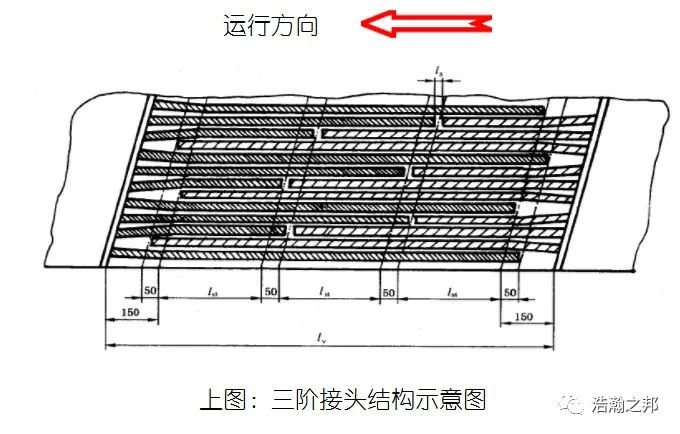
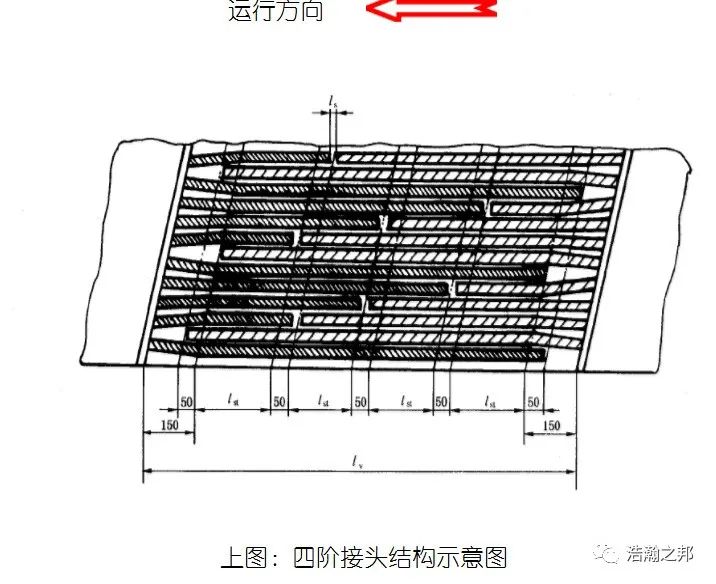
иҜҰи§ЈзӨәж„Ҹеӣҫпјҡ
пјҲ3пјүзЎ«еҢ–жңәзҡ„е®үиЈ…
в‘ дёӢжңәжһ¶зҡ„ж‘Ҷж”ҫдҪҝз«ҜйғЁеҜ№йҪҗпјҢжңәжһ¶зҡ„дёӯеҝғзәҝдёҺй’ўдёқз»іиҠҜиҫ“йҖҒеёҰзҡ„дёӯеҝғзәҝеҜ№йҪҗгҖӮ然еҗҺж”ҫзҪ®ж°ҙеҺӢжқҝгҖҒдј еҺӢжқҝеҸҠдёӢзЎ«еҢ–жқҝгҖҒзЎ«еҢ–жқҝзҡ„ж‘Ҷж”ҫд»Ҙе…¶е·ҘдҪңйқўзҡ„дёӯеҝғзәҝдёәеҹәеҮҶпјҢ并дёҺй’ўдёқз»іиҠҜиҫ“йҖҒеёҰзҡ„дёӯеҝғзәҝеҜ№йҪҗгҖӮ
в‘Ўеҫ…й’ўдёқз»іиҠҜиҫ“йҖҒеёҰиғ¶жҺҘйғЁдҪҚжҢүе·ҘиүәеҲ¶дҪңеҘҪеҗҺпјҢеңЁиғ¶жҺҘйғЁдҪҚзҡ„дёӨдҫ§з”ЁжҢЎй“ҒеӨ№зҙ§гҖӮ
в‘ўеҶҚдҫқж¬Ўж‘Ҷж”ҫдёҠзЎ«еҢ–жқҝгҖҒж°ҙеҺӢжқҝгҖҒеҸҠдёҠйҡ”зғӯжқҝпјҢж‘Ҷж”ҫдёҠжңәжһ¶гҖӮеқҮиҰҒжұӮе…¶е·ҘдҪңйқўзҡ„дёӯеҝғзәҝдёҺй’ўдёқз»іиҠҜиҫ“йҖҒеёҰдёӯеҝғзәҝеҜ№йҪҗпјҢиЈ…дёҠиҝһжҺҘиһәж “пјҢ并йҖҗдёӘдёҠзҙ§гҖӮ
в‘ЈзЎ«еҢ–жңәзҙ§еӣәеҗҺпјҢеҲҶеҲ«жҺҘеҘҪй«ҳеҺӢж°ҙз®ЎеҸҠз”өзәҝжҸ’еӨҙеҸҠеҠ еҺӢжіөгҖӮ
пјҲ4пјүзЎ«еҢ–ж“ҚдҪң
в‘ еҮҶеӨҮе°ұз»ӘеҗҺпјҢеҜ№еҗ„йғЁд»¶дҪңдёҖж¬Ўд»”з»ҶжЈҖжҹҘпјҢзЎ®и®Өж— й—®йўҳеҗҺпјҢдҫҝеҸҜз»ҷзЎ«еҢ–жңәйҖҒз”өзЎ«еҢ–гҖӮ
в‘ЎеҠ зғӯз”өжәҗзҡ„и®ҫе®ҡжё©еәҰдёә140пҪһ150В°пјҢејҖе§ӢзЎ«еҢ–ж—¶пјҢж°ҙеҺӢеҠ еҺӢиҮі1MpaгҖӮ
в‘ўеҪ“зЎ«еҢ–еҠ зғӯиҮі100В°ж—¶пјҢ继з»ӯеҠ еҺӢиҮі1.4MpaгҖӮ
в‘ЈеҪ“жё©еәҰеҚҮиҮі140пҪһ145В°ж—¶пјҢејҖе§Ӣдҝқжё©20еҲҶй’ҹгҖӮ
в‘Өдҝқжё©иҫҫеҲ°ж—¶й—ҙеҗҺпјҢзЎ«еҢ–з»“жқҹгҖӮеҫ…иҮӘ然еҶ·еҚҙиҮі60В°ж—¶пјҢжӢҶеҚёи®ҫеӨҮпјҢе®ҢжҲҗй’ўдёқз»іиҠҜиҫ“йҖҒеёҰзҡ„зЎ«еҢ–гҖӮ
жө©зҖҡеӨ©ж¶Ҝ
еҒ¶е°”еҶҷеҮ еҸҘи®°еҪ•з”ҹжҙ»пјӣ
ж¬ЈиөҸеҷЁзү©д№ӢзҫҺпјҢ收и—ҸдёҖдәӣдёҠдёҚеҫ—еҸ°йқўзҡ„е°ҸзҺ©ж„Ҹе„ҝпјҢдёҚжҳҜжүӢиүәдәәпјҢеҚҙе–ңж¬ў
еҠЁжүӢеҒҡдёҖдәӣжүӢе·ҘгҖӮ
жң¬е…¬дј—еҸ·жңүз•ҷиЁҖиҜ„и®әеҠҹиғҪпјҢж¬ўиҝҺеӨ§е®¶дәӨжөҒгҖӮ
гҖҺе“Ғжұҹж№–йЈҺжңҲпјҢеҶҷдё–й—ҙжІ§жЎ‘гҖҸ
жү“иөҸ
жӣҙеӨҡ
>
еҗҢзұ»иө„и®Ҝ
• дәҡ马йҖҠзҷҪзҡ®д№Ұ:98%еҚ–家еңЁз”ЁAI,дҪҷе§ҡе·
0
жқЎ
зӣёе…іиҜ„и®ә
жҺЁиҚҗеӣҫж–Ү
жҺЁиҚҗиө„и®Ҝ
зӮ№еҮ»жҺ’иЎҢ
зҪ‘з«ҷйҰ–йЎө
|
е…ідәҺжҲ‘们
|
иҒ”зі»ж–№ејҸ
|
дҪҝз”ЁеҚҸи®®
|
зүҲжқғйҡҗз§Ғ
|
зҪ‘з«ҷең°еӣҫ
|
жҺ’еҗҚжҺЁе№ҝ
|
е№ҝе‘ҠжңҚеҠЎ
|
з§ҜеҲҶжҚўзӨј
|
зҪ‘з«ҷз•ҷиЁҖ
|
RSSи®ўйҳ…
|
иҝқ规дёҫжҠҘ
|
зҡ–ICPеӨҮ20008326еҸ·-18
(c)2008-2022 е…Қиҙ№еҸ‘еёғзҪ‘ All Rights Reserved