手机版
二维码
购物车
(
0
)
供应
求购
公司
团购
展会
资讯
招商
品牌
人才
知道
专题
图库
视频
下载
商圈
推广
热搜:
采购方式
滤芯
带式称重给煤机
甲带
气动隔膜泵
减速机型号
无级变速机
链式给煤机
履带
减速机
首页
供应
求购
公司
团购
展会
资讯
招商
品牌
人才
知道
专题
图库
视频
下载
商圈
首页
>
资讯
>
机械设备
CNC加工老是弹刀过切,如何控制?
日期:2023-09-03 13:32:48 来源:网络整理 作者:本站编辑
评论:0
01
加工中常见的弹刀过切问题
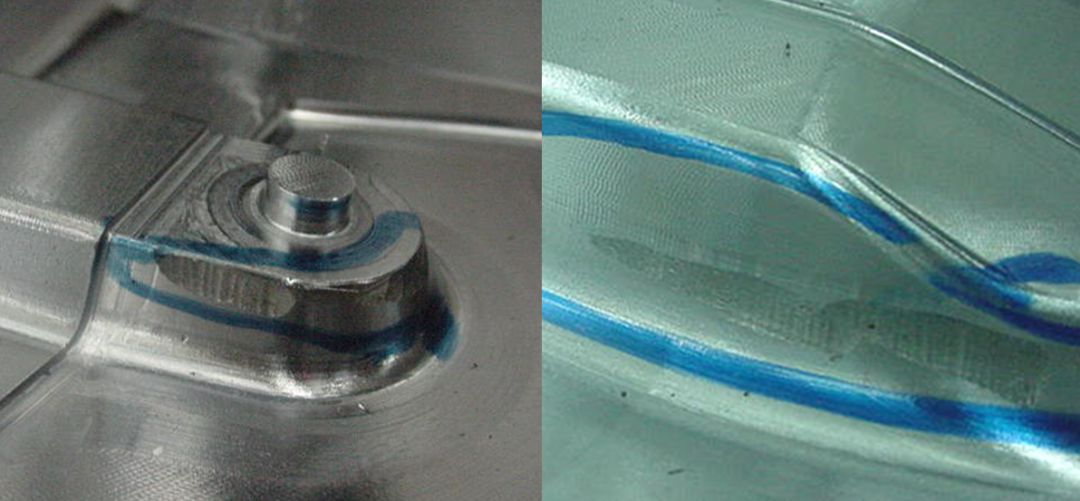
在加工中,经常会在转角位出现弹刀而导致过切的现象,如果采用合理的刀具和加工方法,是可以将弹刀的机会降低的。
弹刀位与加工过切
02
问题分析及对策
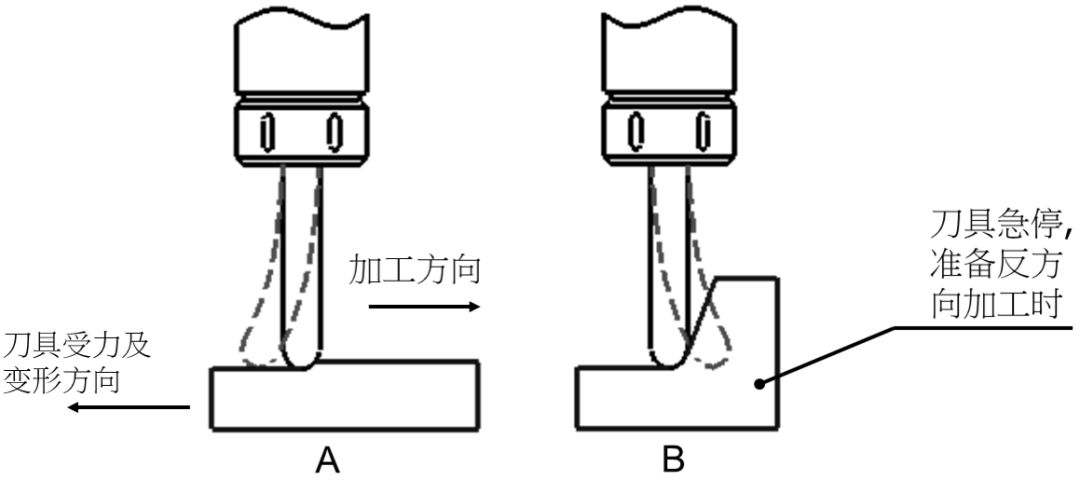
如下图所示,A图是刀具在加工较平坦位置时的状态,当加工到B位急停,准备反向加工时,由于惯性作用,刀具会产生变形,从而造成在B位较直身位处弹刀过切。
弹刀图示
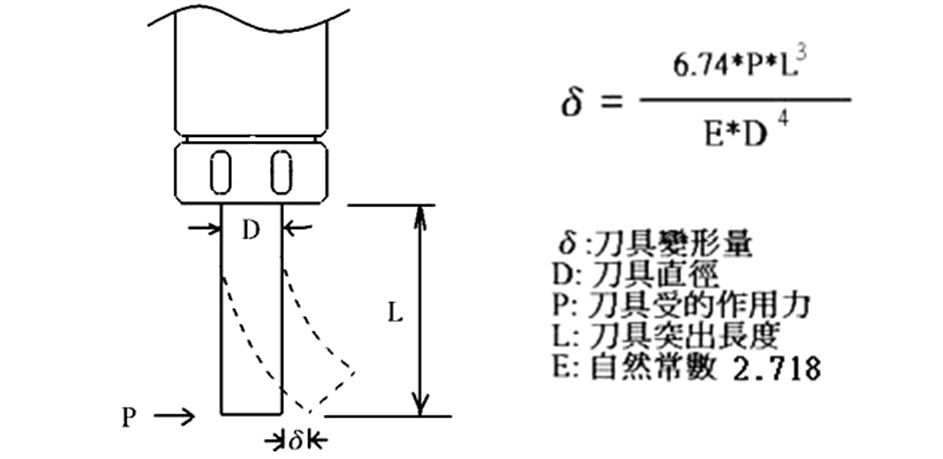
刀具变形量的关系式:
由上面公式中,我们可知,影响刀具变形的主要因素有三个:
L - 装刀长度
D - 刀具直径
P - 刀具所受的作用力
L - 装刀长度
由公式可知,刀具的变形量与装刀长度是3次方的关系,同样直径的刀具,当长刀增加一倍,其变形量将会增大3倍。
在加工时,尽可能缩短装刀长度,以减低弹刀风险。
D - 刀具直径
由公式可知,刀具的变形量与刀具直径是4次方的关系,同样长度的刀具,当刀具直径减少一倍,其变形量将会增大4倍。
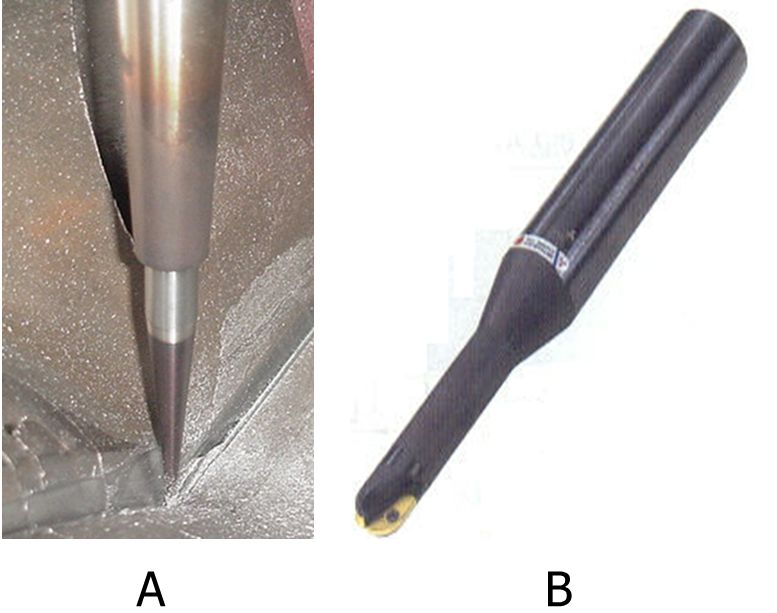
在加工时,可以的话,尽可能选择大直径刀具或采用加壮刀具来加工,以减低弹刀风险。
(如下右图所示:A采用热索和锥颈刀,B采用加壮刀柄的刀具来加工)
P - 刀具所受的作用力
由公式可知,刀具的变形量与其在加工中所受的作用力是正比关系,减少刀具所受的作用力则可减低弹刀的机会,可以通过以下方法减少加工中刀具所受的作用力。
减少作用力分析:
切削是一个剪切变形的过程,每种材料都有自己的强度(σ),要使材料分离,外来的强度必须大于材料本身强度。
σ = F / S
σ : 材料的强度
F:作用力
S : 接触面积
从上公式中可知,刀具受的作用力(F)与其与工件的接触面积(S)成正比关系。
要减少刀具所受的作用力就要减少刀具与工件的接触面积。
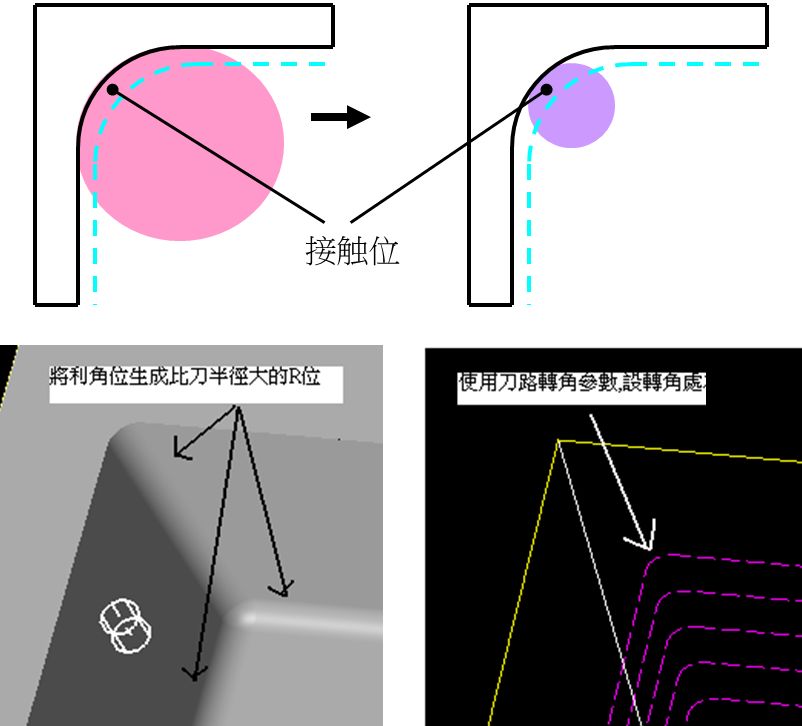
减少作用力例子1:
使用刀路转角功能或加大R位的方法来减少刀具在转角位的负荷,从而降低弹刀的机率。
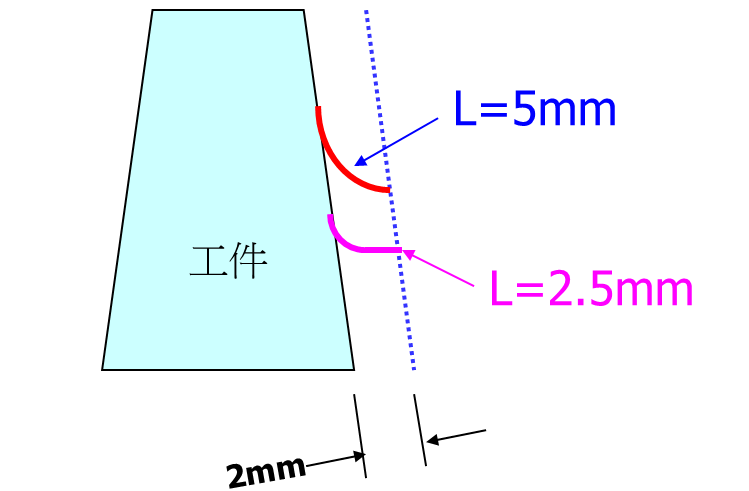
减少作用力例子2:
在加工较深位置时,可采用较小的进给量和细R角的刀具,以减少加工中刀具所受的作用力,以减低弹刀的风险。
下图是使用D50R6刀和D50R0.8刀在加工同样深度时,与模料接触位的比较可知,采用细R角刀具加工深型工件比大R角刀具更能减少切削力。
总结:
综合地运用影响刀具变形的三个有关因素(装刀长度、刀具直径、切削力),可以降低弹刀机率,提高加工时间,得到较好的加工精度和表面粗糙度。
打赏
更多
>
同类资讯
• 江丰电子(300666)深度研究报告:全球
0
条
相关评论
推荐图文
推荐资讯
点击排行
0
1
0 445 110 168喷油器阀组件
网站首页
|
关于我们
|
联系方式
|
使用协议
|
版权隐私
|
网站地图
|
排名推广
|
广告服务
|
积分换礼
|
网站留言
|
RSS订阅
|
违规举报
|
皖ICP备20008326号-18
(c)2008-2022 免费发布网 All Rights Reserved