


4.з»јеҗҲиҖғиҷ‘еҗ„з§Қеӣ зҙ пјҢеҒҡеҮәжңҖдјҳеҢ–зҡ„йҖүжӢ©гҖӮ
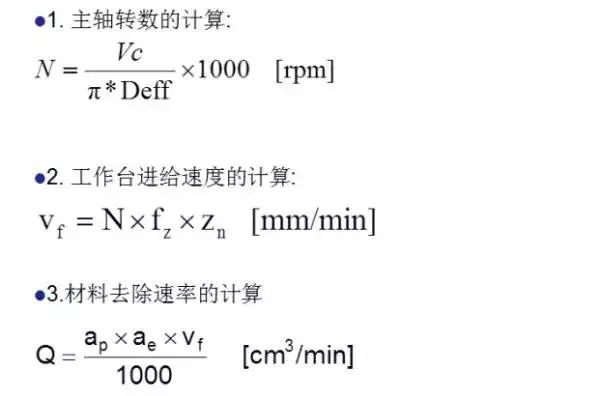
пјҲ1пјүеҲҮеүҠйҖҹеәҰvc
vcжҳҜжҢҮеңЁзү№е®ҡеҲҖе…·зҡ„жғ…еҶөдёӢпјҢйҖӮеҗҲжҹҗе·Ҙ件жқҗж–ҷй«ҳйҖҹеҠ е·Ҙзҡ„еҗҲйҖӮзҡ„еҲҮеүҠйҖҹеәҰеҖјпјҢе®ғжҳҜжҢҮеҲҖе…·зҡ„зәҝйҖҹеәҰгҖӮ
еҰӮдҪ•жӯЈзЎ®и®ҫе®ҡеҲҮеүҠйҖҹеәҰvcеҖјпјҹз”ұеҲҖе…·дҫӣеә”е•ҶжҸҗдҫӣпјӣеҸӮиҖғе·Іжңүзҡ„е®һйӘҢж•°жҚ®пјӣйҖҡиҝҮеӨ§йҮҸеҲҮеүҠе®һйӘҢе»әз«ӢиҮӘе·Ізҡ„ж•°жҚ®еә“гҖӮvcеҖјжҳҜжӯЈзЎ®и®ҫе®ҡе…¶е®ғеҲҮеүҠеҸӮж•°зҡ„йҮҚиҰҒдҫқжҚ®гҖӮ
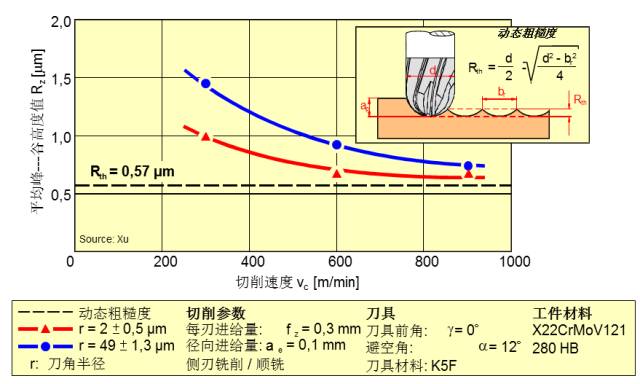
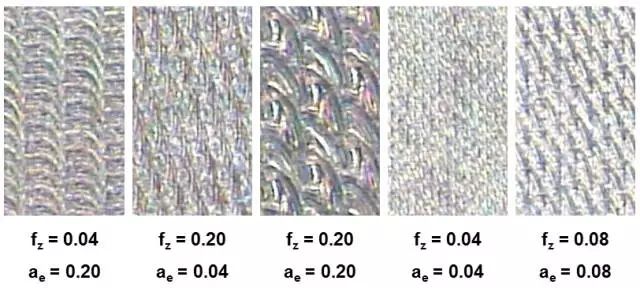
еҲҮеүҠйҖҹеәҰеҜ№иЎЁйқўе…үжҙҒеәҰзҡ„еҪұе“Қв–ј
дёҚеҗҢеҲҮеүҠйҖҹеәҰдёӢжүҖдә§з”ҹзҡ„й“Ғеұ‘йўңиүІжҜ”иҫғв–ј

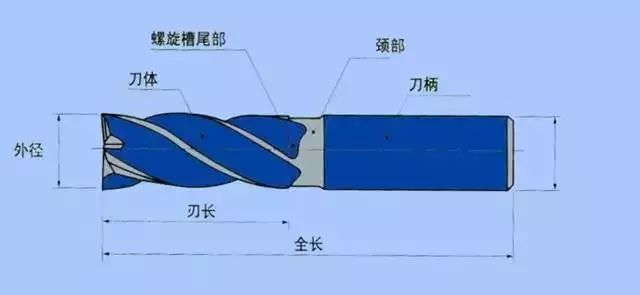
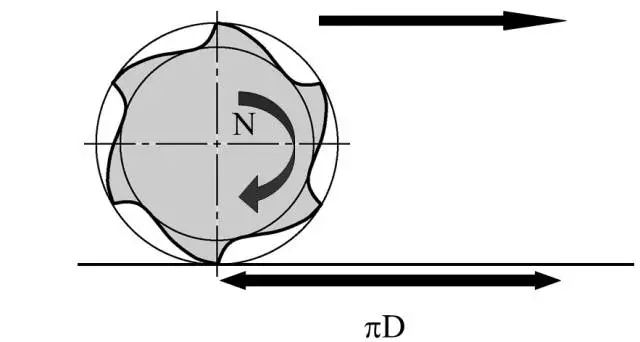
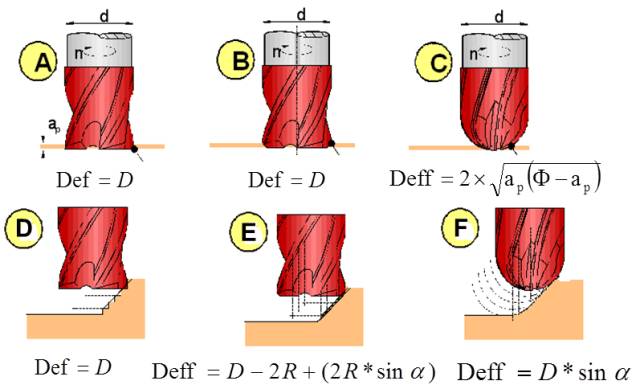
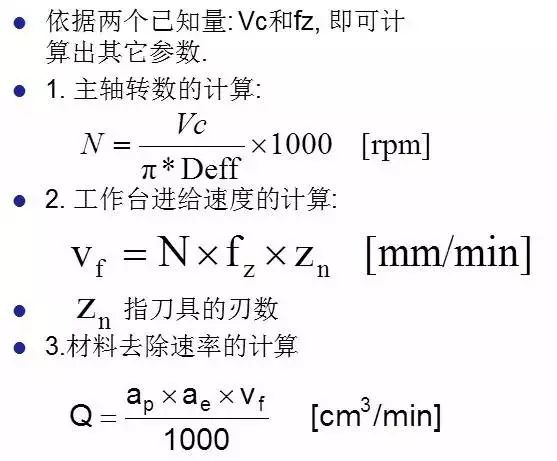
пјҲ2пјүжңүж•ҲеҲҖе…·зӣҙеҫ„Deff
жңүж•ҲеҲҖе…·зӣҙеҫ„д»ҘеҸҠжңүж•ҲеҲҖе…·зӣҙеҫ„зҡ„и®Ўз®—гҖӮ
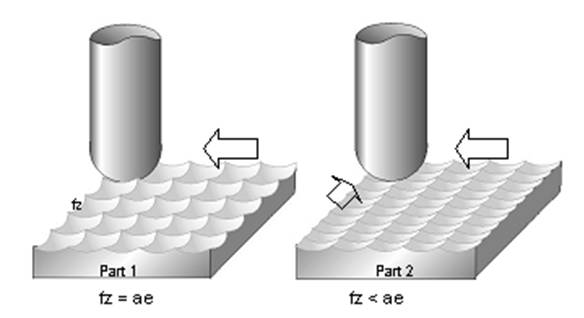
пјҲ3пјүжҜҸеҲғиҝӣз»ҷйҮҸfz
жҜҸеҲғиҝӣз»ҷйҮҸзҡ„е®ҡд№үгҖӮ
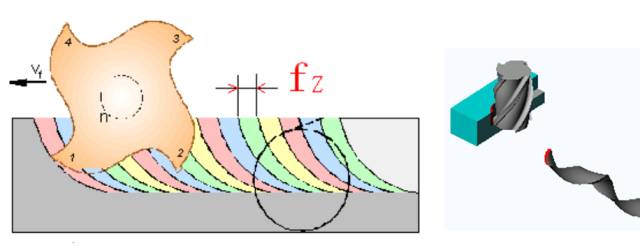
еҰӮдҪ•жӯЈзЎ®и®ҫе®ҡеҲҖе…·зҡ„жҜҸеҲғиҝӣз»ҷйҮҸпјҹз”ұеҲҮеүҠеҲҖе…·дҫӣеә”е•ҶжҸҗдҫӣпјӣеҸӮиҖғеҲ«дәәз ”з©¶жүҖеҫ—зҡ„е®һйӘҢж•°жҚ®пјӣйҖҡиҝҮеӨ§йҮҸеҲҮеүҠе®һйӘҢиҺ·еҫ—гҖӮжҜҸеҲғиҝӣз»ҷйҮҸзҡ„и®ҫе®ҡжӯЈзЎ®дёҺеҗҰ, еҜ№еҲҖе…·жүҖеҸ—еҲҮеүҠиҪҪиҚ·зҡ„еҗҲзҗҶеҲҶеёғжңүзқҖжһҒе…¶йҮҚиҰҒзҡ„еҪұе“ҚгҖӮ
пјҲ4пјүиҪҙеҗ‘еҸҠеҫ„еҗ‘иҝӣз»ҷйҮҸap&В ae
иҪҙеҗ‘иҝӣз»ҷйҮҸзҡ„и®Ўз®—
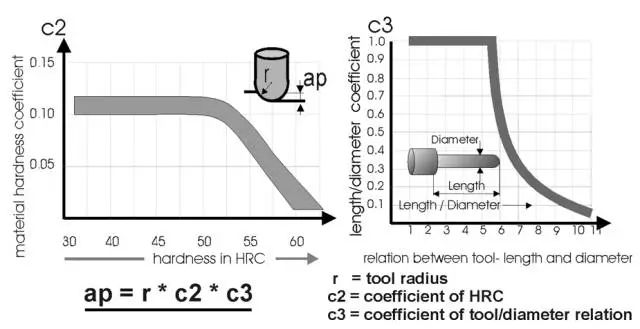
еӣ еә”дё»иҪҙгҖҒеҲҖе…·еҸҠжқҗж–ҷпјҢдјҡеҪұе“Қе®һйҷ…зҡ„з»“жһңгҖӮ
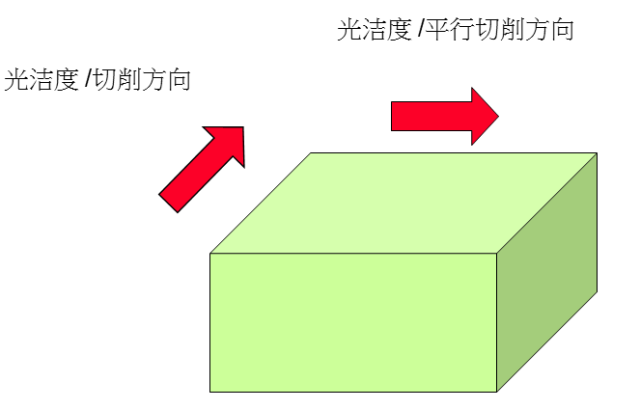
aeеҸҠfzеҜ№е…үжҙҒеәҰзҡ„еҪұе“Қв–ј
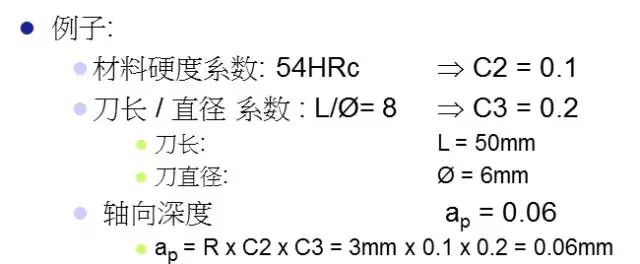
пјҲ5пјүй«ҳйҖҹеҠ е·Ҙдёӯеҗ„еҲҮеүҠеҸӮж•°зҡ„и®Ўз®—ж–№жі•
пјҲ6пјүеҠ е·ҘеҸӮж•°зҡ„и®ҫе®ҡеҺҹеҲҷ
еңЁй«ҳйҖҹеҠ е·ҘиҝҮзЁӢдёӯпјҢеҝ…йЎ»еҜ№еҠ е·ҘеҸӮж•°иҝӣиЎҢдјҳеҢ–пјҢдёҚеҸҜйҡҸж„Ҹи®ҫе®ҡпјӣеҝ…йЎ»жӯЈзЎ®и®ҫе®ҡеҲҮеүҠйҖҹеәҰvВ cеҖјпјӣеҝ…йЎ»жӯЈзЎ®и®ҫе®ҡжҜҸеҲғиҝӣз»ҷйҮҸfВ zгҖӮ
еҗҲзҗҶзҡ„еҸ–еҖјж—ўеҸҜе°ҶеҲҖе…·зҡ„еҲҮеүҠж•ҲиғҪеҸ‘жҢҘиҮіжһҒйҷҗпјҢдҪҝеҲҖе…·еҫ—еҲ°е……еҲҶеҲ©з”ЁпјҢжҸҗй«ҳеҠ е·ҘиҙЁйҮҸе’Ңж•ҲзҺҮ; еҸҲдёҚдјҡеҪұе“ҚеҲҖе…·зҡ„дҪҝз”ЁеҜҝе‘ҪпјҢд»ҺиҖҢиҫҫеҲ°иҠӮзәҰжҲҗжң¬пјҢе®һзҺ°зңҹжӯЈй«ҳйҖҹеҠ е·Ҙзҡ„зӣ®зҡ„гҖӮ