


陕西中创电气复合材料有限公司于 2022 年 5 月完成“年产 100 吨玻璃纤维缠绕管加工建设项目”环境影响评价工作,并于 2022 年 6 月 13 日取得环评批复(咸环兴批复[2022]17 号),由于原项目建设厂址附近企业排放颗粒 物废气对本项目产品质量影响较大,因此建设单位对“年产 100 吨玻璃纤维缠绕管加工建设项目”进行迁建,拆除后在陕西省咸阳市兴平市东环路北段进行本项目的建设。
本项目建设单位租赁陕西明信热能科技有限公司已建成 2 座工业厂房作为本项目生产场所,设置玻璃纤维缠绕管生产线 2 条,设计产能共计 300 吨/ 年。
原料及能源消耗表
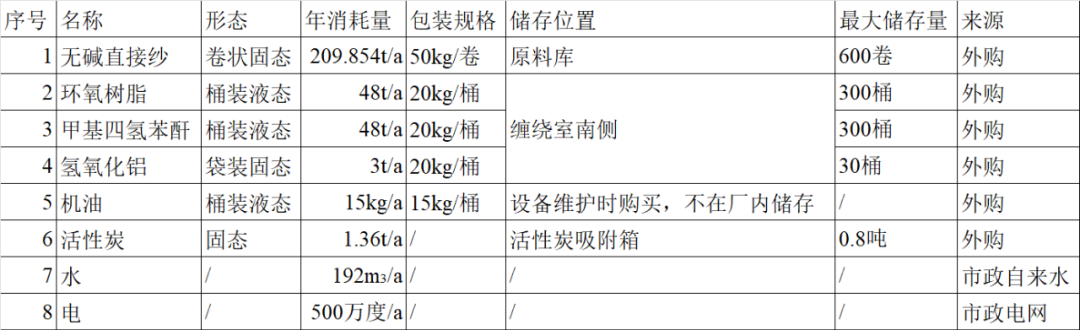
| 序号 | 名称 | 形态 | 年消耗量 | 包装规格 | 储存位置 | 最大储存量 | 来源 |
| 1 | 无碱直接纱 | 卷状固态 | 209.854t/a | 50kg/卷 | 原料库 | 600卷 | 外购 |
| 2 | 环氧树脂 | 桶装液态 | 48t/a | 20kg/桶 | 缠绕室南侧 | 300桶 | 外购 |
| 3 | 甲基四氢苯酐 | 桶装液态 | 48t/a | 20kg/桶 | 300桶 | 外购 | |
| 4 | 氢氧化铝 | 袋装固态 | 3t/a | 20kg/桶 | 30桶 | 外购 | |
| 5 | 机油 | 桶装液态 | 15kg/a | 15kg/桶 | 设备维护时购买,不在厂内储存 | / | 外购 |
| 6 | 活性炭 | 固态 | 1.36t/a | / | 活性炭吸附箱 | 0.8吨 | 外购 |
| 7 | 水 | / | 192m3/a | / | / | / | 市政自来水 |
| 8 | 电 | / | 500万度/a | / | / | / | 市政电网 |
产品方案表
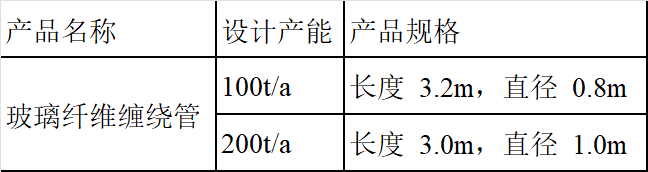
| 产品名称 | 设计产能 | 产品规格 |
| 玻璃纤维缠绕管 | 100t/a | 长度 3.2m,直径 0.8m |
| 200t/a | 长度 3.0m,直径 1.0m |
本项目主要生产设备
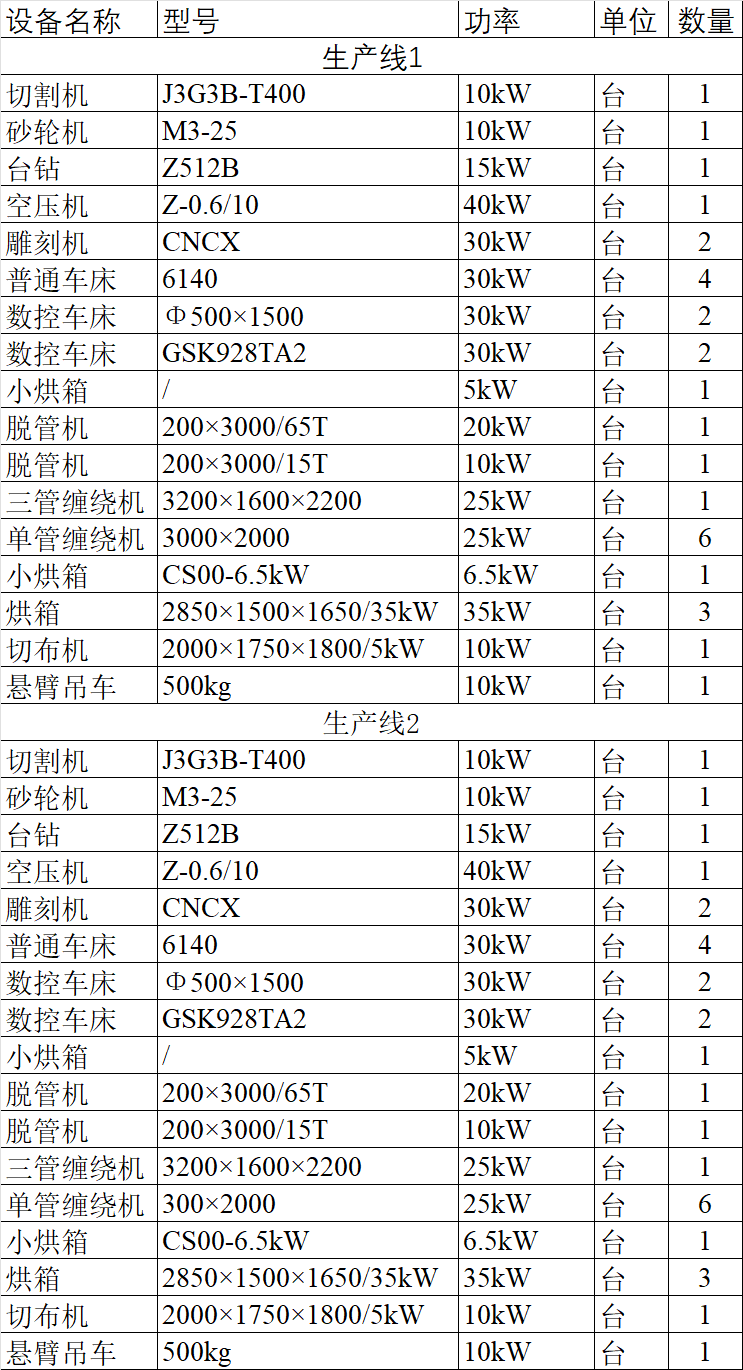
| 设备名称 | 型号 | 功率 | 单位 | 数量 |
| 生产线1 | ||||
| 切割机 | J3G3B-T400 | 10kW | 台 | 1 |
| 砂轮机 | M3-25 | 10kW | 台 | 1 |
| 台钻 | Z512B | 15kW | 台 | 1 |
| 空压机 | Z-0.6/10 | 40kW | 台 | 1 |
| 雕刻机 | CNCX | 30kW | 台 | 2 |
| 普通车床 | 6140 | 30kW | 台 | 4 |
| 数控车床 | Φ500×1500 | 30kW | 台 | 2 |
| 数控车床 | GSK928TA2 | 30kW | 台 | 2 |
| 小烘箱 | / | 5kW | 台 | 1 |
| 脱管机 | 200×3000/65T | 20kW | 台 | 1 |
| 脱管机 | 200×3000/15T | 10kW | 台 | 1 |
| 三管缠绕机 | 3200×1600×2200 | 25kW | 台 | 1 |
| 单管缠绕机 | 3000×2000 | 25kW | 台 | 6 |
| 小烘箱 | CS00-6.5kW | 6.5kW | 台 | 1 |
| 烘箱 | 2850×1500×1650/35kW | 35kW | 台 | 3 |
| 切布机 | 2000×1750×1800/5kW | 10kW | 台 | 1 |
| 悬臂吊车 | 500kg | 10kW | 台 | 1 |
| 生产线2 | ||||
| 切割机 | J3G3B-T400 | 10kW | 台 | 1 |
| 砂轮机 | M3-25 | 10kW | 台 | 1 |
| 台钻 | Z512B | 15kW | 台 | 1 |
| 空压机 | Z-0.6/10 | 40kW | 台 | 1 |
| 雕刻机 | CNCX | 30kW | 台 | 2 |
| 普通车床 | 6140 | 30kW | 台 | 4 |
| 数控车床 | Φ500×1500 | 30kW | 台 | 2 |
| 数控车床 | GSK928TA2 | 30kW | 台 | 2 |
| 小烘箱 | / | 5kW | 台 | 1 |
| 脱管机 | 200×3000/65T | 20kW | 台 | 1 |
| 脱管机 | 200×3000/15T | 10kW | 台 | 1 |
| 三管缠绕机 | 3200×1600×2200 | 25kW | 台 | 1 |
| 单管缠绕机 | 300×2000 | 25kW | 台 | 6 |
| 小烘箱 | CS00-6.5kW | 6.5kW | 台 | 1 |
| 烘箱 | 2850×1500×1650/35kW | 35kW | 台 | 3 |
| 切布机 | 2000×1750×1800/5kW | 10kW | 台 | 1 |
| 悬臂吊车 | 500kg | 10kW | 台 | 1 |
项目新增定员 20 人,一班制,每班 8 小时,夜间不运行,年运行 300天。
本项目为玻璃纤维缠绕管生产项目,生产工艺流程如下:
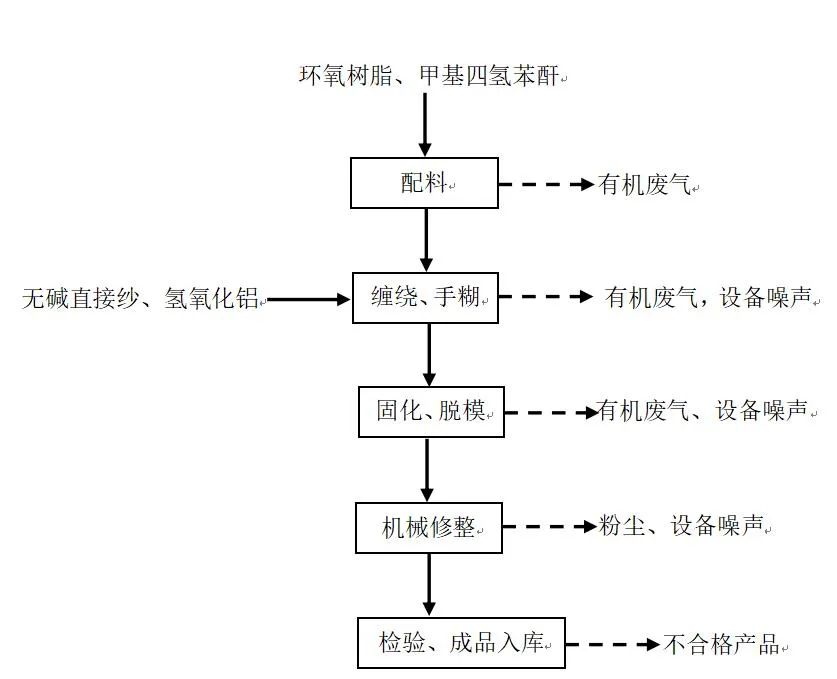
(1)配料
根据产品配比,将环氧树脂和甲基四氢苯酐在常温下,按照1:1的比例进行混合调配。根据建设单位提供的资料,调配工序位于缠绕室南侧,调配方式为人工称重后按比例投加,在桶内进行人工搅拌。
根据建设单位提供的资料可知,本项目采用环氧树脂-甲基四氢苯酐固化体系(FT-IR)。根据《环氧树脂-甲基四氢苯酐FT-IR研究》(湖北大学学报,1989)可知,酸酐固化环氧树脂的过程分为两个阶段,首先,酸酐开环,形成羟基负离子活性反应,其次羟基负离子与树脂的环氧基发生加成酯化反应,结果又产生一个新的负离子活性体,后者进一步发生逐级加成酯化交联反应。或者是使用其余环氧基继续开环,发生醚化交联反应。后一过程与前一过程相比。该过程涉及到网络链的增长和交联网络结构形成。因而其固化行为的影响因素较为复杂。经研究结果表明,其中与固化温度时间由较大的关系。根据论文结论表明该体系的快速固化温度为90℃~110℃,后固化温度为120℃~140℃。
综上所述,常温状况下环氧树脂和甲基四氢苯酐调配混合过程中未达到快速固化温度,基本不会发生交联反应,无反应副产物产生,根据原辅料理化性质可知,此过程中环氧树脂和甲基四氢苯酐人工混合搅拌会产生有机废气。
(2)缠绕、手糊
将玻璃纤维浸渍在调配好的树脂中,通过人工手糊缠绕、涂抹的方式在缠绕机上的铝管外进行缠绕、涂抹,将缠绕好的铝管在缠绕机上加热进行快速固化成型,电加热温度为90~110℃。该工序产生有机废气和设备噪声。
(3)固化、脱模
将所述固化成型的半成品送至固化、脱模区内的烘箱内进行后固化处理,烘箱加热源采用电加热,后固化加热温度为120℃~140℃,加热固化后自然冷却至室温,送至脱管机进行脱模处理得到半成品套管。此工序将产生设备噪声和有机废气。
(4)机械修整
将脱模后的产品送至机械修整区进行机械加工修整。根据建设单位介绍,切割、打磨、雕刻钻孔设备采取湿法作业,使用水冷方式对切割机刀头、磨具、钻头等进行冷却,设备配套设置冷水槽(合计容积约1m3),冷却水循环使用,定时补充损失量,不外排。根据建设单位介绍数控车床和普通车床不采取冷却措施,采取干式加工。此工序机械修整将产生粉尘和设备噪声。
(5)检验、成品入库
将机械修整后的成品送至成品抽样送至检验室内进行产品检验,检验内容为绝缘性和机械强度等物理性能测试,合格产品批次送入成品库房内待发货。