



国内相关:中国需要长期跟踪的低碳技术库
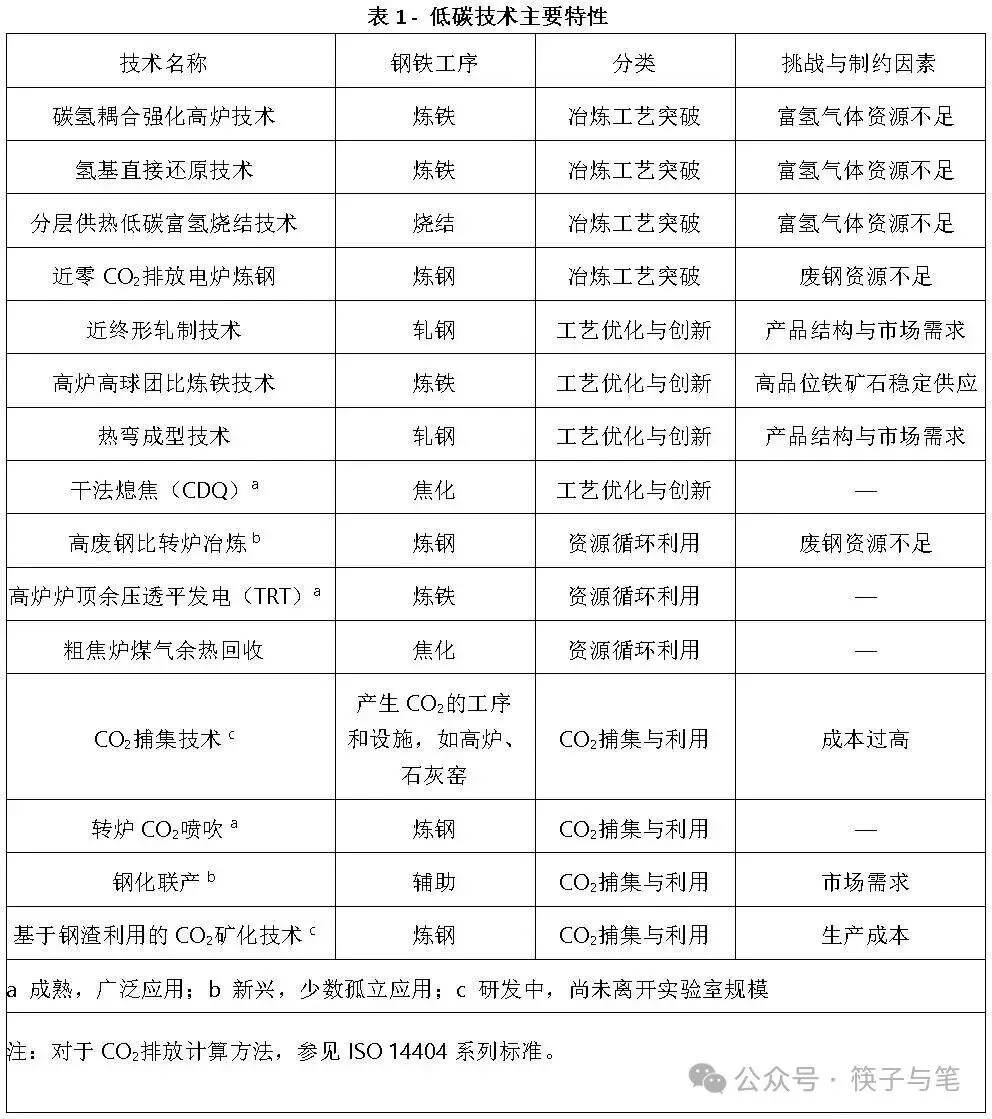
2026年1月23日,中国企业和组织合作起草的国际标准化组织(ISO)正式批准发布ISO/TR 25088《钢铁企业低碳技术应用指南》。该标准中提及的低碳技术分为四大类:
1. 冶炼工艺突破 突破传统工艺设备约束,实现变革性创新:
碳氢耦合强化高炉技术
氢基直接还原技术
分层供热低碳富氢烧结技术
近零CO₂排放电炉炼钢
2. 工艺优化与创新
基于现有工艺设备,优化原燃料配比、能源结构和工艺流程:
近终形轧制技术
高炉高球团比炼铁技术
热弯成型技术
干法熄焦(CDQ)
3. 资源循环利用
高效循环利用生产过程中产生的固、液、气相废弃物:
高废钢比转炉冶炼
高炉炉顶余压透平发电(TRT)
粗焦炉煤气余热回收
4. CO₂捕集与利用(CCU)
分离、固化或资源化利用CO₂:
CO₂捕集技术
转炉CO₂喷吹
钢化联产
基于钢渣利用的CO₂矿化技术
欧盟钢铁行业低碳创新技术全维度分析
说明:本文基于欧盟JRC 2026年钢铁行业BAT参考报告,对报告全部低碳、降污、资源化创新技术进行统一框架复盘。所有技术均按照核心工艺、技术成熟度、核心优势、短板与局限四大维度标准化拆解,无技术遗漏、维度统一、口径一致,覆盖智能碳利用、碳直接规避、循环经济与工业共生、特种加工创新技术四大类别,共计30项创新技术,其中18项高成熟度技术被建议纳入2026年新版钢铁IS BREF文件。
一、智能碳利用技术(SCU)
技术总纲:依托现有BF-BOF/EAF存量设备改造,通过工艺集成优化、烟气碳捕集、工业废气资源化,在保留现有产线基础上降低化石碳消耗,属于渐进式低碳改造路线,改造成本低于新建产线,兼具降碳、降污、节能综合效益。
1.1 电辅助合成气冶炼炉高炉顶气循环技术(EASyMelt)
核心工艺:集成干重整合成气(EASyLooper)、等离子炬超高温加热(EASyPlasma)、氨气裂解(EASyCracker)、炉身喷射四大模块化系统;回收高炉顶气进行干重整,制备富氢合成气替代传统高炉热风炉,可搭配氨气、热压块铁(HBI)使用,大幅削减高炉焦炭用量。
技术成熟度:模块化分层成熟,干重整技术TRL7、等离子炬技术TRL6,氨气裂解、炉身喷射技术达最高成熟度TRL9;无核心技术壁垒,已完成工业工程验证,处于投资落地筹备阶段。
核心优势:减排幅度优异,耦合氢气、氨气、HBI可实现高炉70%碳排放削减,叠加CCS可趋近零碳;焦炭用量减半,显著降低烧结、轧钢工序能耗;适配高低品位铁矿石,原料兼容性强;最大化利用存量高炉设备,棕地改造成本、运维成本低于新型DRI产线;焦炭减量同步降低SOx、粉尘、冶炼残渣排放。
短板与局限:炉内氢气负荷提升,导致洗气系统冷凝水、设备冷却用水量增加;CO、H₂易燃易爆工艺气体占比升高,对设备气密性、防爆分区设计标准要求严苛;极致减排效果高度依赖绿电、清洁氢载体稳定供给,传统能源供给下减排效益大幅缩水。
1.2 生物质烘焙制备高炉喷吹生物煤技术
核心工艺:以工业废弃B级木材(刨花板、胶合板、木皮等)为原料,在250-320℃无氧惰性环境下轻度热解烘焙,制成高密度、可粉碎、疏水型生物煤,替代高炉煤粉喷吹原料;工艺副产可燃焦油热气可回收用于原料烘干、产蒸汽,实现工艺自持供能。
技术成熟度:TRL8/9,实现工业化稳定示范,比利时根特示范工厂年处理8.8万吨废木、产出3.75万吨生物煤,工艺运行稳定。
核心优势:具备天然碳中和属性,1吨生物煤可替代0.75吨煤粉,减少2.25吨CO₂排放;工艺能源自持,能源利用率高;理论最高可替代25%高炉煤粉,大幅削减化石煤炭消耗;替代传统化石还原剂,同步降低常规污染物源头排放。
短板与局限:优质低价废木原料供给紧缺,目前仅实现5%煤粉替代,规模化推广受限;废木掺杂塑料杂质易堵塞煤粉输送设备,影响生产稳定性;烘焙工序NOx、SO₂、粉尘排放波动较大,排放稳定性不足;首套设备自动化、环保配套投入高,初期CAPEX昂贵。
1.3 胺类分相溶剂高炉烟气碳捕集技术(DMX)
核心工艺:采用双胺混合分相溶剂体系,通过烟气吸收、温度/分压驱动自动分相、富碳溶剂再生三步核心工艺,选择性富集高炉烟气中CO₂,仅对富碳相进行再生释碳,大幅降低传统胺法碳捕集的再生能耗。
技术成熟度:TRL7,法国敦刻尔克示范工厂累计稳定运行5000小时,溶剂降解率仅0.5%(远低于5%行业目标),自动化运维体系成熟可靠。
核心优势:节能效果突出,较传统MEA工艺能耗降低30%,吨CO₂捕集能耗仅2.3-2.9GJ;捕集效率超90%,产出CO₂纯度超99%;封闭式闭环系统,无水土污染物外排,环境风险低;溶剂耐高温(最高158℃),化学稳定性极强,使用寿命长。
短板与局限:捕集粗CO₂含CO、水分等杂质,需额外精处理才能满足北欧高端碳封存项目标准;工艺运行依赖蒸汽热源,化石蒸汽会抵消部分碳减排效益;胺类溶剂具备腐蚀性与微量毒性,存在设备腐蚀、微量废气逃逸风险。
1.4 钢铁厂富CO废气发酵制备二代乙醇技术(Steelanol)
核心工艺:对高炉、转炉富CO工业废气进行除尘、加压预处理,依托非转基因厌氧细菌生物催化剂,在常温常压条件下发酵合成乙醇;配套废水厌氧处理、沼气回收系统,实现全流程资源闭环利用。
技术成熟度:TRL9,完全商业化落地,比利时根特项目年产能6.4万吨乙醇,为欧洲钢铁行业首个工业化废气制燃料技术,可跨行业复制推广。
核心优势:减排效益极佳,乙醇全生命周期碳排放较汽油降低50%-87%,每吨乙醇可抵扣2.1吨CO₂排放;工业废气能源利用率由传统燃烧40%提升至80%;生产废水100%回用、无工艺废气外排,副产硫磷盐可作为肥料回收;产物可用于燃油、航空可持续燃料、化工原料,产品附加值高。
短板与局限:欧盟政策适配性不足,再生燃料核算规则、ETS碳减排认定存在壁垒,减排价值无法充分兑现;产品归类为可再生碳燃料,无航空燃料专项溢价补贴,长期经济性受限。
1.5 钢铁厂烟气化学转化制备可持续化工品/燃料技术(Carbon2Chem®)
核心工艺:净化高炉、转炉、焦炉全品类钢铁副产烟气,通过水气变换、CO₂捕集、催化合成反应,搭配绿电电解制氢补氢,资源化制备甲醇、氨气、可持续航空燃料等低碳化工品与燃料。
技术成熟度:烟气净化、调优工艺TRL7/8,氨合成技术TRL9,甲醇合成技术TRL7-9;2025年完成千小时稳定中试,进入放大落地阶段。
核心优势:原料适配性广,可利用各类钢铁冶炼副产烟气;相较纯CO₂制品工艺能耗大幅降低,依托焦炉气制氢可将甲醇单位能耗降至3.5-4.0MWh;产物符合欧盟RFNBO、RCF低碳燃料标准,可实现零碳核算;年产规模可削减1.29-2.43万吨CO₂,减排幅度6.4%-11.8%。
短板与局限:规模化绿电制氢设备初期投资高昂;减排效果高度依赖低碳电网,高碳电网会大幅抵消工艺脱碳优势;烟气资源化利用率区间仅2%-60%,存在明显技术上限;绿氢占比越高,产品生产成本越高。
二、碳直接规避技术(CDA)
技术总纲:摒弃传统煤炭还原体系,以绿氢、绿电为核心能源,通过直接熔炼、直接还原、电解炼铁、电弧炉升级四大路径,从生产源头消除化石碳输入,属于深度脱碳颠覆性技术,适配新建低碳产线与存量电弧炉改造,是欧盟长期碳中和核心方案。
2.1 氢等离子熔炼还原技术(HPSR)
核心工艺:依托氢等离子高温反应环境,以纯氢气为还原介质、绿电为能源,直接还原铁矿石,全程不使用焦炭、煤粉等化石还原剂,实现炼铁工序零化石碳输入。
技术成熟度:中高成熟度,核心熔炼还原工艺持续迭代优化,已完成多批次中试试验,适配工业化适配验证。
核心优势:工艺流程短,碳排放趋近于零,脱碳彻底性极强;无燃煤、喷煤工序,从源头杜绝SOx、粉尘、NOx等常规污染物排放;工艺适配高品位铁矿石,冶炼产品品质稳定。
短板与局限:高温等离子设备、绿氢供给系统投资成本高;对绿电、高纯绿氢供给稳定性要求极高;规模化工业化生产经验不足,量产成本偏高。
2.2 HIsarna直接熔炼还原技术
核心工艺:短流程直接炼铁工艺,彻底取消烧结、焦化前置工序,直接处理铁矿石原料,搭配低碳还原剂与电能耦合冶炼,简化全流程工序,实现源头降碳降污。
技术成熟度:中高成熟度,完成工业示范试验,工艺集成体系稳定,具备规模化落地基础。
核心优势:大幅缩短冶炼产业链,减少原料、能源传输与加工损耗;相较传统BF-BOF工艺,碳排放、常规污染物排放同步大幅削减;设备集成度高、占地面积小,适配大型钢铁基地规模化低碳生产。
短板与局限:设备改造与新建投资规模大;工艺参数调控复杂度高,运维技术门槛高;对原料矿石品质稳定性要求较高。
2.3 氢基超细矿还原+连续电熔炼炼铁技术
核心工艺:以绿色氢气为还原剂还原超细铁矿石,搭配连续式电熔炼炉一体化生产铁水,全程依托绿电、绿氢驱动,实现全流程无化石冶炼。
技术成熟度:中高成熟度,连续熔炼核心设备运行稳定,中试产能达标,具备工业化连续生产条件。
核心优势:还原反应效率高,生产连续性、稳定性强,适配工业化量产;完全规避化石燃料使用,实现源头零碳脱碳;能耗波动小,产品铁水品质均匀可控。
短板与局限:超细矿石预处理工序复杂,原料预处理成本较高;连续电熔炼设备能耗总量大,高度依赖低价绿电资源。
2.4 竖炉铁矿石直接还原技术(DRI)及细分路线
核心工艺:以天然气或绿氢为还原剂,在竖炉内还原铁矿石生成直接还原铁(DRI),搭配不同熔炼、炼钢设备形成多元生产路线,同时配套工艺气电加热器实现烟气节能预热,包含DRI-EAF、DRI-MELT-BOF、热态DRI入炉三大细分工艺。
技术成熟度:整体成熟度最高,为欧盟低碳钢铁规模化核心技术;DRI-EAF路线TRL9完全商业化,HYBRIT、Power4Steel等标杆项目稳定运行;DRI-MELT-BOF、热态入炉技术完成工业示范,2026-2030年欧盟将新增千万吨级相关产能。
核心优势:适配新旧产线改造,兼容性极强;氢基DRI-EAF路线可实现74%碳排放削减,脱碳效果显著;热态入炉工艺省去冷却、重热工序,大幅降低能耗、提升生产效率;可依托存量转炉、电弧炉设备,减少新建投资;工艺气预热系统进一步降低化石能源消耗。
短板与局限:纯氢基还原工艺绿氢消耗量大,原料成本偏高;天然气基路线仍存在一定碳排放;大规模DRI产能落地依赖配套绿电、储运基础设施完善;不同细分路线适配场景受限,无法通用全品类生产需求。
2.5 铁矿石电解还原技术
核心工艺:分为两类,一是VolteronTM低温碱性水溶液电解,常温常压下电解铁矿石炼铁;二是熔融氧化物电解,高温熔融状态下电解铁矿石,全程绿电驱动,无需化石还原剂。
技术成熟度:低温电解技术中试成熟,适配中小型场景;高温熔融电解技术完成大型试验,适配规模化生产迭代。
核心优势:全流程零化石碳排放,污染物零排放;低温工艺条件温和、设备门槛低、能耗可控;高温工艺还原效率高、产能大,适配大型钢铁基地;工艺简单、绿色度极高,适配终极脱碳目标。
短板与局限:整体电解能耗总量高,脱碳经济性完全取决于绿电价格;高温电解设备耐高温、耐腐蚀材料成本昂贵;规模化量产技术仍需迭代,产能释放受限。
2.6 电弧炉炼钢(EAF)升级技术
核心工艺:对传统电弧炉进行五大系统化升级,包含连续加料、废钢预热、电磁搅拌、iRecovery®余热回收、城市区域供暖耦合,同时扩大绿色电弧炉产能,依托废钢再生炼钢实现低碳生产。
技术成熟度:TRL9完全商业化,欧洲多地已完成存量电弧炉改造,新增产能落地提速,技术普及度高。
核心优势:碳排放大幅降低,吨钢碳排放降至0.44-1.48t CO₂eq,较传统BF-BOF降幅超60%;大幅提升废钢资源化利用率,减少原生矿石消耗;余热梯级利用,可对接城市供暖,综合能效大幅提升;水耗、固废排放同步降低。
短板与局限:炼钢品质受废钢杂质影响较大,高端特种钢生产适配性有限;大规模电弧炉生产依赖稳定低价绿电,高电价场景经济性差;废钢品质分选、管控难度大,易影响生产稳定性。
三、循环经济与工业共生技术
技术总纲:聚焦钢铁生产废钢、废渣、烟尘、废气、废旧助剂等副产物,通过智能分选、火法再生、危废处理、碳捕集回用等技术,构建全流程资源闭环,实现固废减量、废气资源化、危废无害化,兼具降碳与循环增效价值。
3.1 废钢精准表征与智能管控技术
核心工艺:依托在线传感器、大数据模型算法,实时检测废钢杂质、残余微量元素,数字化管控废钢堆场,智能优化废钢配比与投料方案,适配转炉、电弧炉生产需求。
技术成熟度:TRL8/9,数字化检测与管控系统已实现工业化普及,适配各类钢铁产线。
核心优势:解决废钢品质波动问题,提升废钢替代原生铁矿比例;减少杂质带入冶炼工序,降低能耗与污染物排放;数字化管控提升生产稳定性,适配多场景废钢回用。
短板与局限:高端检测设备初期投入较高;对废钢堆场数字化配套要求高;复杂掺杂废钢的精准检测精度仍有提升空间。
3.2 冶炼副产物高值化利用系列技术
核心工艺:包含六大细分资源化工艺,覆盖全品类冶炼固废、危废:1.炉渣增值炉高温处理炼钢炉渣,回收金属与矿物组分;2.RecoDust火法冶金回收烟尘、废渣有价金属;3.等离子体高温消解废渣,实现危废减量与金属回收;4.废旧塑料再生转化为电弧炉发泡、增碳助剂;5.氢基回转窑无害化处理电弧炉危险烟尘;6.GreenIron技术氢基还原冶金尾矿、金属氧化物。
技术成熟度:多数技术达到TRL8/9,火法处理、等离子消解、氢基危废处理等技术已实现工业示范,部分工艺商业化落地。
核心优势:实现冶炼固废、危废近零填埋,大幅提升资源循环利用率;以固废替代化石原料、原生矿产,间接降低碳排放;无二次污染,无害化处理与资源化回收同步实现;延伸钢铁产业循环链条,提升副产物附加值。
短板与局限:多工艺设备复杂,运维成本较高;废渣、烟尘成分波动大,资源化回收效率不稳定;废旧塑料预处理、尾矿提纯工序繁琐,增加生产工序成本。
3.3 炼钢烟气碳捕集利用(CCU)系列技术
核心工艺:包含三类创新工艺,聚焦炼钢烟气资源化与碳富集:1.CASOH技术拆分燃烧前烟气,分离富氢气体与高纯度CO₂;2.STEPWISE吸附强化水气变换工艺,利用炼钢烟气制氢并同步捕集CO₂;3.DISPLACE高温吸附置换工艺,高效回收高温炼钢烟气CO₂。
技术成熟度:核心工艺TRL7/8,完成工业中试,烟气分离、制氢、碳捕集体系运行稳定。
核心优势:同步实现碳捕集与氢能回收,资源利用率最大化;适配工业高温烟气场景,捕集效率稳定;产出氢气可回用于冶炼,构建厂区能源闭环;大幅降低烟气碳排放,适配碳减排考核要求。
短板与局限:高温吸附、变换设备能耗较高;烟气成分波动会影响碳捕集、制氢效率;设备防腐、耐高温配套要求高,初期投资偏大。
四、黑色金属加工特种创新低碳技术
4.1 不锈钢酸洗酸液双干燥/热水解再生技术
核心工艺:针对不锈钢生产酸洗工序产生的废酸废液,采用双干燥、高温热水解工艺,实现酸液提纯、再生、循环回用,同步处理酸洗危废残渣。
技术成熟度:TRL8,已实现工业化示范运行,适配不锈钢规模化生产场景。
核心优势:实现酸洗酸液闭环循环,大幅减少危废废液产生量;降低工业酸洗化工原料消耗,节约生产成本;减少酸洗废液造成的水体、土壤污染,环境效益显著。
短板与局限:热水解高温工况能耗较高;废酸杂质复杂时,酸液再生纯度下降;设备防腐标准高,运维检修成本偏高。
五、技术整体共性总结
整体核心优势:所有技术均实现降碳、降污、节能、资源化多效益协同,可同步削减温室气体、粉尘、NOx、SOx等污染物;技术梯度完善,既有存量产线渐进式改造方案,也有新建产线颠覆性脱碳方案,覆盖短中长期转型需求;突破传统末端治理模式,全链条推进废气、固废、废液资源化闭环。
整体共性短板:深度脱碳技术(氢基还原、电解炼铁、电熔炼)高度依赖绿电、绿氢供给,新能源品质不足会大幅抵消减排效益;多数创新技术初期CAPEX高昂,存在首台套落地成本壁垒;部分技术存在欧盟政策认定、碳核算、补贴机制不完善等市场化障碍;上下游配套(碳封存、氢能储运、危废处理)体系尚未完全成熟,制约规模化推广。
原报告详见:阅读全文