



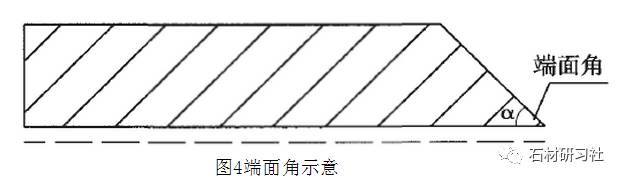
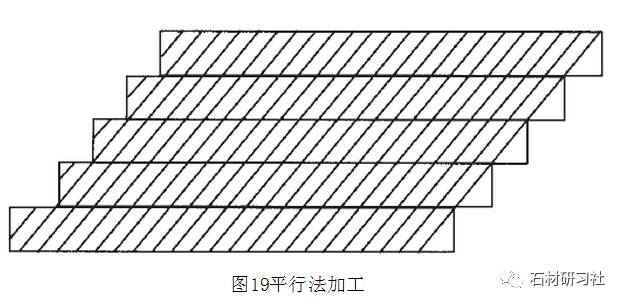
不难看出多件线条按45度斜角多件排列切45度角,用这种方法切角其加工效率显然是单件切角的多倍。
用这种方法切角应事先做一副夹角90度角的靠板,将要切角的线条沿靠板两边端面对端面呈90度靠着,对好刀后,将切角部份切除,一次可切两件相互对称切角的线条。此方法只适合切对称切角的线条。如果工作台面许可的话,也可4 件或8件线条同时切。
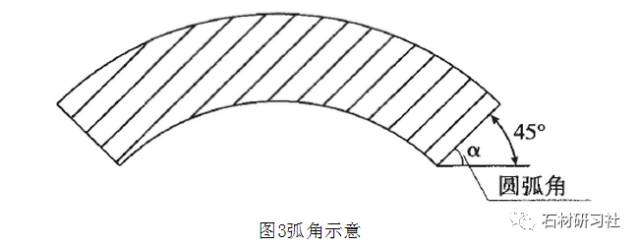
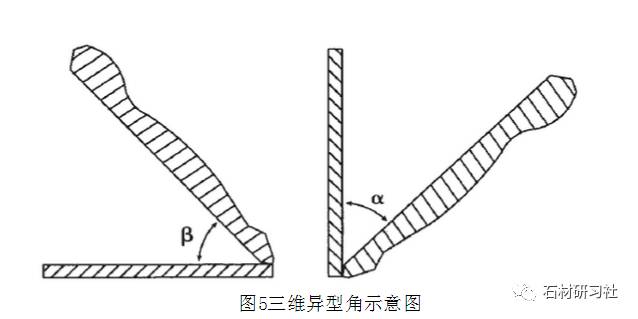
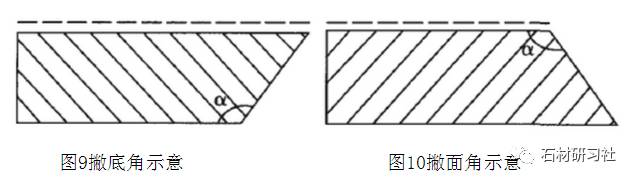
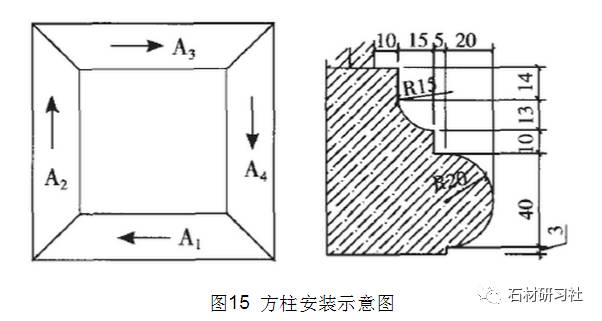
线条要切45度角,当高和底的尺寸大到刀片无法切过时,我们就要改变切角方式。新的切角方式是将线条水平放置,将工作台旋转一定的角度,刀片旋转一定角度,调好刀片与线条的位置关系再切角。
参考文献:《石材加工中的切角加工工艺》
作者:晏辉
刊名:《石材》

石材CAD设计深化下单测量放线课程,扫描二维码进入