


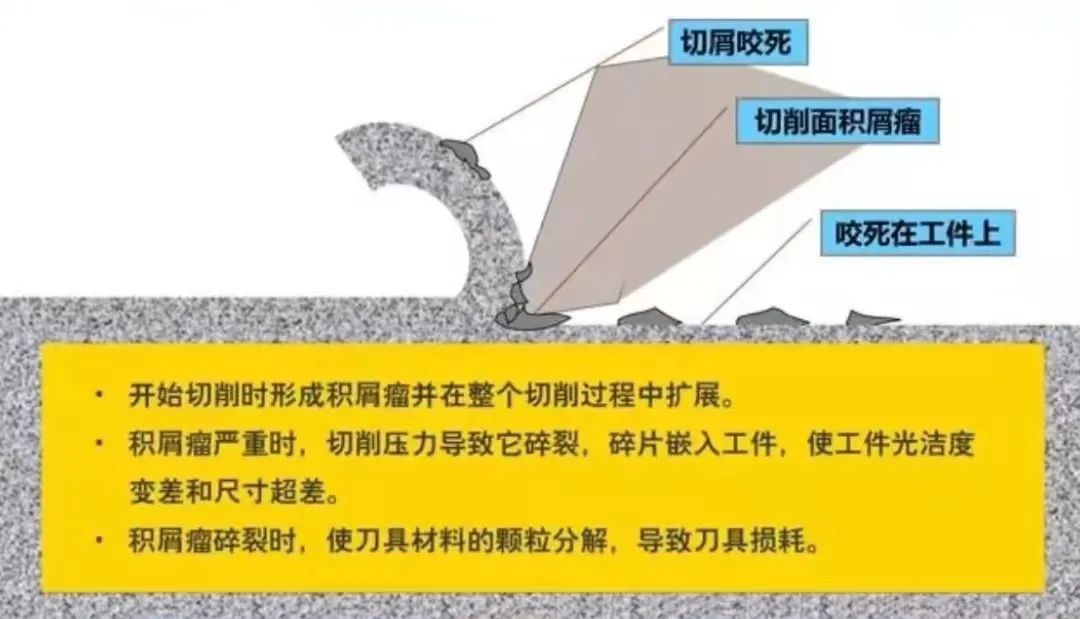
й“қеҗҲйҮ‘еҠ е·ҘеҲҖе…·йҖүжӢ©дёҺдҪҝз”ЁпјҢд№ҹжҳҜиҝ‘жңҹйғЁеҲҶзІүдёқе’ЁиҜўзҡ„й—®йўҳпјҢй“қеҗҲйҮ‘зҡ„еЎ‘жҖ§дҪҺзҶ”зӮ№дҪҺпјҢе®№жҳ“зІҳеҲҖпјҢеҲҖе…·йҖүжӢ©дёҚеҗҲйҖӮе°ұдјҡеҮәзҺ°д»ҘдёӢжғ…еҪўпјӣзІҳеҲҖдә§з”ҹз§Ҝеұ‘зҳӨпјҢеҲҖе…·еҲғеҸЈиў«еҢ…иЈ№дҪҸпјҢеҲҮеүҠжҖ§иғҪе°ұеҸҳе·®пјҢж–ӯеұ‘жҺ’еұ‘е°ұдёҚз•…пјҢз”ҡиҮіжҺҘдёӢжқҘеҙ©ж–ӯпјӣе°Өе…¶й“қеҗҲйҮ‘жқҗж–ҷзҡ„йӣ¶д»¶дёҖиҲ¬иҰҒжұӮд№ҹжҜ”иҫғй«ҳпјҢзү№еҲ«жҳҜиҲӘз©әиҲӘеӨ©ж–°иғҪжәҗйӣ¶йғЁд»¶зӯүиҰҒжұӮжӣҙй«ҳпјҢдёҖе®ҡиҰҒйҖүжӢ©еҘҪдёҖжҠҠеҘҪеҲҖе…·пјҢжүҚиғҪжӣҙиҠӮзңҒгҖӮ
й—®йўҳ1пјҢй“қеҗҲйҮ‘йҖүд»Җд№ҲжқҗиҙЁзҡ„еҲҖе…·жқҘеә”еҜ№е‘ўпјҹ
зӣ®еүҚдё»иҰҒиҝҳжҳҜзЎ¬иҙЁеҗҲйҮ‘е’ҢPCDеҲҖе…·гҖӮPCDеҲҖе…·йҖ д»·еҒҸй«ҳпјҢдёҖиҲ¬йғҪжҳҜз”ЁеңЁй«ҳзІҫй«ҳе…үзҡ„жғ…еҶөпјҢжҲ–иҖ…и¶…еӨ§жү№йҮҸзҡ„йӣ¶д»¶з”ҹдә§дёӯгҖӮзҺ°еңЁзЎ¬иҙЁеҗҲйҮ‘еҲҖе…·йқһеёёжҲҗзҶҹдәҶпјҢйҖ д»·д№ҹдҪҺпјҢеҗҢж—¶д№ҹиғҪж»Ўи¶ій«ҳзІҫй«ҳе…үзҡ„дёҖдәӣиҰҒжұӮпјҢе°Өе…¶зҺ°еңЁзҡ„еҶ…еҚ·жҜ”иҫғдёҘйҮҚпјҢеңЁзЎ¬иҙЁеҗҲйҮ‘еҲҖе…·еӨ–йқўз”ұеҠ дәҶдёҖеұӮDLCзҡ„еҶ…йҮ‘еҲҡзҹіж¶ӮеұӮпјҢй“ЈеҲҖзҡ„еҜҝе‘ҪеҸҲеӨ§е№…жҸҗеҚҮгҖӮ

й—®йўҳ2пјҢзЎ¬иҙЁеҗҲйҮ‘еҲҖе…·йҖүжӢ©зҡ„ж—¶еҖҷйңҖиҰҒжіЁж„Ҹд»Җд№Ҳпјҹ
дёҖе®ҡиҰҒйҖүжӢ©еҲғеҸЈй”ӢеҲ©зҡ„еҲҖе…·пјҢеҲғеҸЈй”ӢеҲ©жҳҜеӨҡж–№йқўдҝқиҜҒзҡ„пјҢдёҖжҳҜеҲ¶йҖ еҲҖе…·пјҢжқҗж–ҷиҰҒеҘҪпјҢйңҖиҰҒи¶…з»Ҷйў—зІ’зҡ„зЎ¬иҙЁеҗҲйҮ‘пјӣдәҢжҳҜйңҖиҰҒй«ҳзІҫеәҰзҡ„зЈЁеҲҖжңәжқҘдҝқиҜҒпјӣдёүжҳҜй’қеҢ–е’ҢжҠӣе…үзӯүе·ҘиүәиҰҒеҒҡеҘҪпјҢеҲҖе…·й”ӢеҲ©жүҚиғҪеҝ«йҖҹең°еҲҮйҷӨжқҗж–ҷпјҢе°ҪйҮҸеҮҸе°‘зІҳеҲҖжҲ–иҖ…з§Ҝеұ‘зҳӨзҡ„еҸ‘з”ҹгҖӮ

й—®йўҳ3пјҢдёәд»Җд№ҲйҖүжӢ©ж¶ӮеұӮзҡ„й“ЈеҲҖеҸҚиҖҢдёҚеҘҪз”Ёе‘ўпјҹ
й“қеҗҲйҮ‘зҡ„ж¶ӮеұӮиҰҒжұӮеҫҲй«ҳпјҢйў—зІ’еәҰиҰҒжӣҙз»ҶгҖӮдёҖиҲ¬й’ўз”ЁеҲҖзҡ„ж¶ӮеұӮпјҢе®ғеӣ дёәиҰҒдҝқиҜҒиҖҗзЈЁжҖ§пјҢжүҖд»Ҙйў—зІ’еҒҸеӨ§пјҢеҫҖеҫҖж¶ӮеұӮзҡ„жҲҗеҲҶйҮҢиҝҳжңүй“қзҡ„жҲҗеҲҶпјҢеҗҢдҪҚзҙ еҸ‘з”ҹеҸҚеә”пјҢеҸҚиҖҢдёҚеҰӮдёҚж¶ӮеұӮзҡ„й“ЈеҲҖеҘҪз”ЁпјҢжүҖд»ҘдёҚиҰҒйҡҸдҫҝйҖүжӢ©дёҖиҲ¬ж¶ӮеұӮзҡ„й“қз”Ёй“ЈеҲҖпјҢеҰӮж·ҳе®қдёҠжңүеҮ еқ—й’ұдёҖжҠҠж¶ӮеұӮй“қеҗҲйҮ‘й“ЈеҲҖпјҢеҸҜиғҪжІЎжңүд»»дҪ•дҪңз”ЁпјҢеҸҚиҖҢдјҡйҖ жҲҗеҠ е·Ҙж•…йҡңгҖӮ

й—®йўҳ4пјҢй“қеҗҲйҮ‘еҲҖе…·пјҢжҲ‘们йҖүжӢ©еҮ еҲғзҡ„еҲҖе…·жӣҙеҗҲйҖӮе‘ўпјҹ
зӣ®еүҚй“қз”ЁеҲҖеӨҡжҳҜдёӨеҲғе’ҢдёүеҲғгҖӮдёӨеҲғжҺ’еұ‘ж§ҪжӣҙеӨ§пјҢдҪҶзӣёжҜ”дёүеҲғзҡ„ж•ҲзҺҮжӣҙдҪҺпјҢзҺ°еңЁзҡ„жқҗиҙЁе’ҢзЈЁеҲҖе·Ҙиүәи¶ҠжқҘи¶ҠеҘҪдәҶпјҢдёүеҲғй“қз”ЁеҲҖж—ўиғҪдҝқиҜҒиҫғй«ҳзҡ„еҠ е·Ҙж•ҲзҺҮпјҢд№ҹиғҪжңүиҫғй«ҳзҡ„жҺ’еұ‘е®№еұ‘зҡ„з©әй—ҙпјҢжҺЁиҚҗдёүеҲғеҲҖе…·гҖӮ
