


有污水处理难题、项目合作需求,请联系我们~
1.行业概况
中国是全球最大的化学原料药生产国和出口国。据生态环境部《重点行业水污染物排放统计年报》,全国医药制造业废水排放总量约4.6亿吨,其中化学合成类、生物发酵类及中药提取类三大子行业贡献超过85%的排放负荷。
2.环保压力与政策趋势
重点区域持续加码
浙江省已将COD排放限值由国标的100mg/L降至50mg/L;江苏省《制药工业水污染物排放标准》要求抗生素类企业总有机碳(TOC)排放限值不高于15mg/L,严于国家标准。
政策趋严
《新污染物治理行动方案》将制药行业列为重点管控行业,抗生素等被列入重点管控新污染物清单,拟将抗生素类、激素类、细胞毒性药物纳入强制监控清单。
1.废水分类
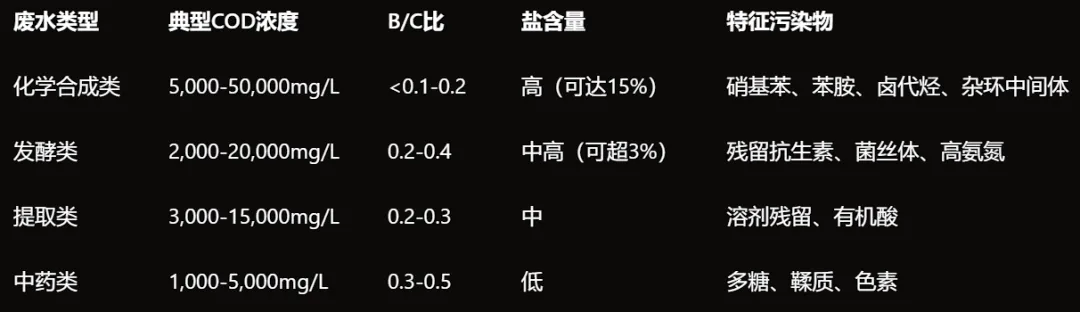
医药废水按生产工艺可分为发酵类、化学合成类、提取类、中药类及生物工程类,各类废水水质差异显著:
2.废水处理难点
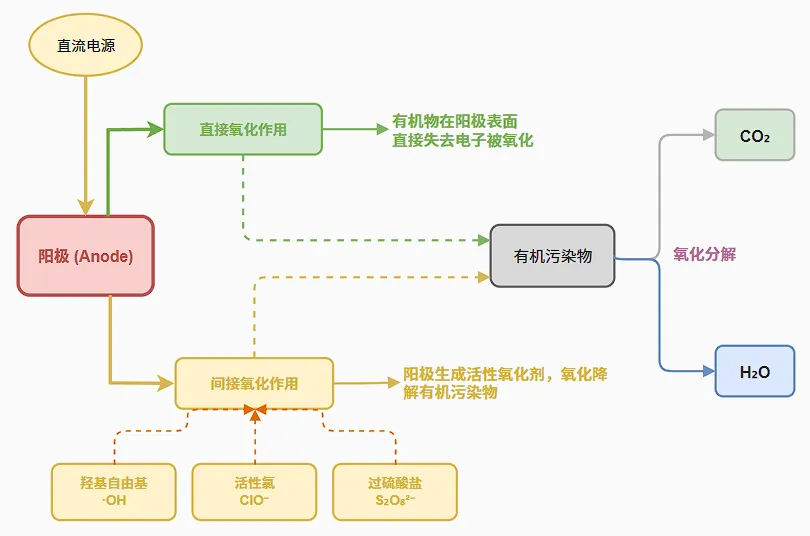
1.电催化氧化工作原理:
阳极表面生成强氧化剂,如羟基自由基·OH、 活性氯 ClO⁻ 、过硫酸盐 S₂O₈²⁻ 等逐步氧化、矿化有机污染物。或者有机污染物在阳极表面发生电子转移被直接分解。
能够有效去除COD、BOD、氨氮、有机磷、色度、臭味。
2.适用场景分析
场景一:高盐化学合成类废水预处理
化学合成类制药废水中盐含量常高达3%-15%(以Cl⁻计),COD 5,000-50,000mg/L,B/C比普遍低于0.2。典型废水包括卤化、硝化、磺化反应母液及洗涤水,含大量NaCl、Na₂SO₄等无机盐。
电催化氧化是最合适高盐废水处理的工艺之一,Cl⁻在阳极被氧化为活性氯物种(Cl₂/HClO/ClO⁻),与·OH形成双重氧化路径协同增效。盐浓度升高可增强电导率、降低槽电压,反而降低电耗。
场景二:抗生素类废水破毒,增加可生化性
抗生素生产废水中残留的青霉素、头孢类、大环内酯类等抗生素对微生物具有强烈抑制作用,B/C比虽为0.2-0.4,但因生物毒性导致生化系统无法正常运行或频繁崩溃。
电催化氧化可产生强氧化物质,破坏抗生素分子的活性结构(β-内酰胺环、大环内酯环等),消除生物毒性,为后续生化过程创造有利条件。
场景三:难降解杂环/硝基苯类废水深度矿化
化学合成类废水中含大量苯环、杂环(吡啶、喹啉、咪唑等)、硝基苯类中间体,分子结构稳定,常规工艺难以开环,B/C比常低于0.1。
电催化氧化过程产生的·OH氧化还原电位2.80V,可无选择性地攻击苯环和杂环结构,实现开环和深度矿化。对硝基苯酚废水,PNP去除率可达99.0%,COD去除率达90.6%
工程案例:某大型抗生素原料药企业。 该企业日废水排放量2,000m³,COD 55,000mg/L,盐含量22,000mg/L,含硝基苯、苯胺等毒性物质。采用"电催化氧化+IC厌氧+A/O"组合工艺。电催化氧化段电流密度50mA/cm²,反应时间90min,COD去除率达48%,B/C比从0.09提升至0.38;后续IC厌氧COD去除率82%,最终出水COD稳定低于50mg/L。
3.工艺优势
①无需添加药剂:
电催化氧化设备无需强酸、强氧化剂添加,不用复杂的危险化学品报备流程,仅需通电即可运行。在运行过程中不产污泥,不增加污泥处置费。
②pH适应范围广、耐高盐:
电催化氧化工作pH值范围广在3-10都可正常运行。而芬顿工艺则需要先调酸,再调碱才能使出水达标排放。并且有一定盐度的情况下,电催化氧化工艺更节能、效率更高。
③运维简单,运营成本低:
电催化氧化相比臭氧催化,核心部件更少、布局更紧凑,占地面积和投资成本更小且对运维人员要求低。
服务客户涵盖养殖、皮革、造纸、印染、电镀等各行业。用成熟的电化学设备为客户解决出水达标难、药剂费用高、污泥产量大等水处理难题。

扫码交流
咨询!