


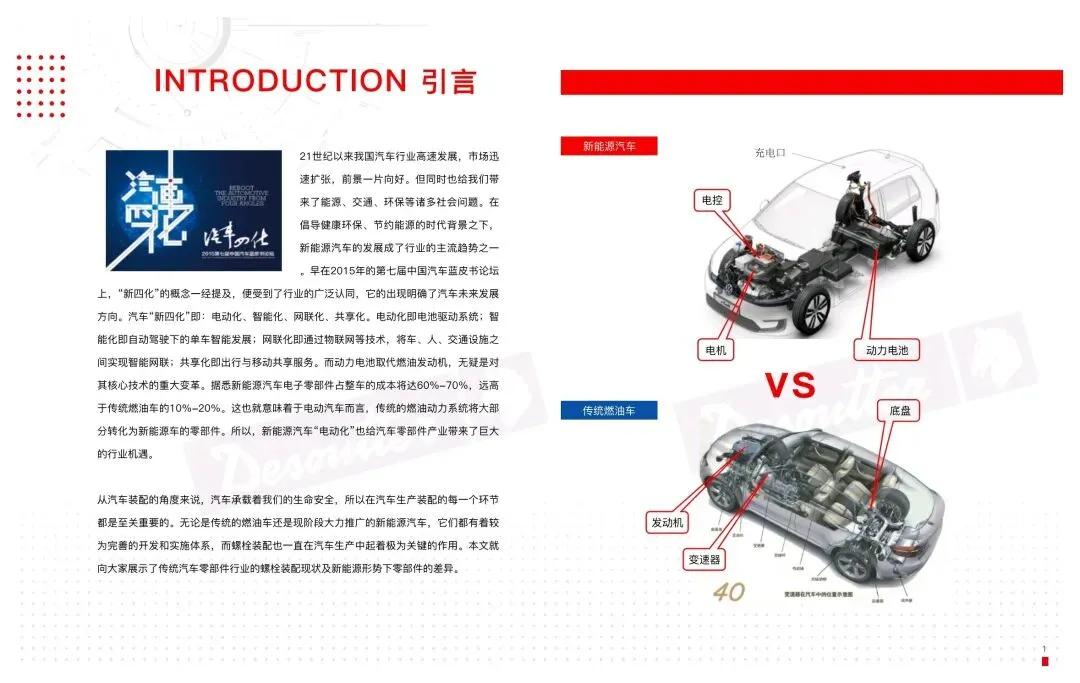
一辆车差不多要拧紧8000到10000颗螺栓,主机厂只装其中两三成,大头其实在零部件厂手里。
新能源这波过来之后,变化最大的是材料。塑料件和铝件比例猛增,自攻钉跟着多了起来。但自攻钉的问题是变量太多,贴合扭矩没法像机牙螺栓那样直接定义在目标扭矩的5%-10%,导致浮钉成了最常见的不良品。说白了就是螺栓还没贴合工件就停止拧紧了。
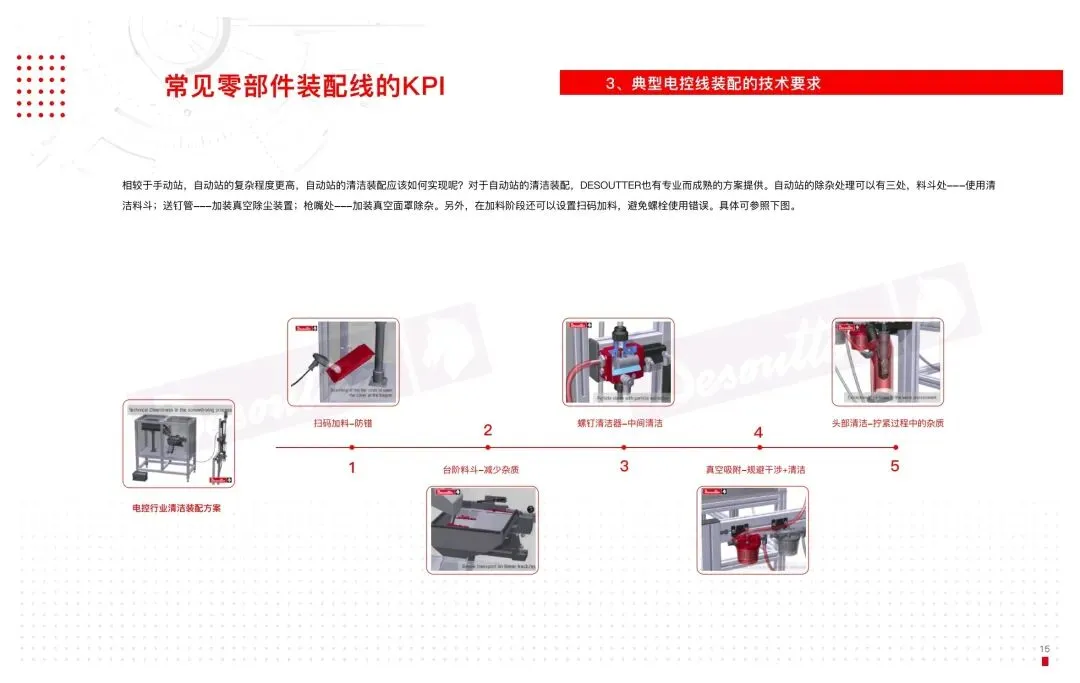
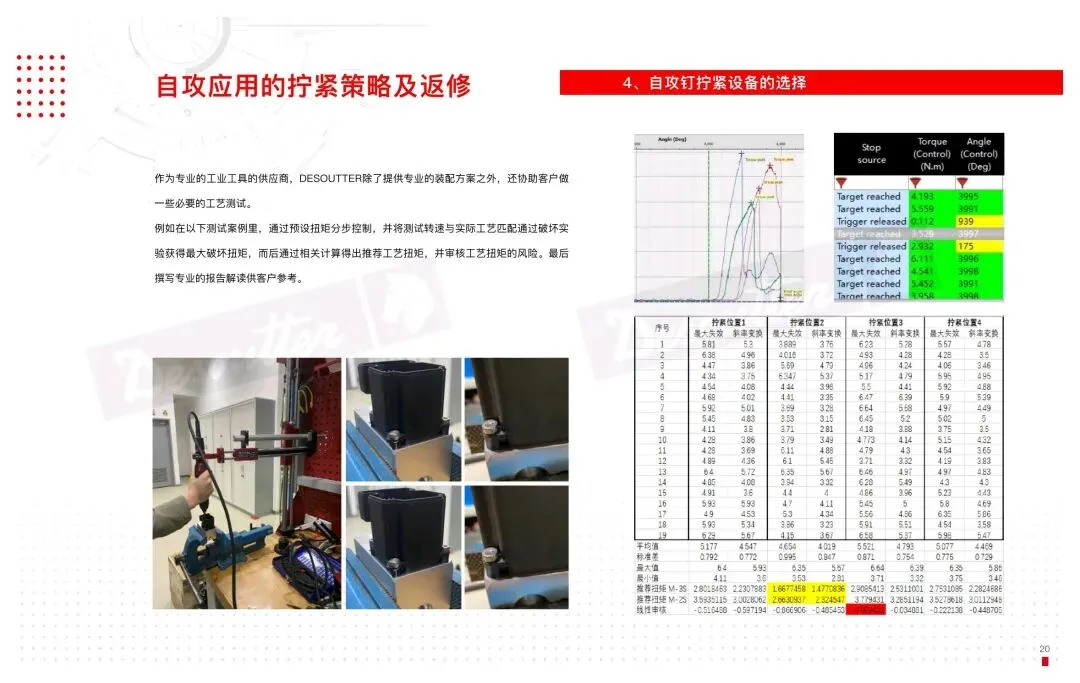
怎么防?靠设备、物料、工艺三个维度一起抓。工具首选直柄式传感器螺丝刀,能看拧紧曲线那种;螺栓本身优先选PT、Delta PT这类螺纹优化的;工艺上最有效的是落座点检测——先找准落座扭矩点,再叠加最终扭矩和角度。自动站还能加模拟量深度监控,控制维度越多,浮钉越少。
还有个趋势是三合一电驱集成度越来越高,端盖、母排、控制器连接这些工位开始大量用角度法拧紧,多轴同步的需求也多了,这对产线的节拍和精度都是新挑战。
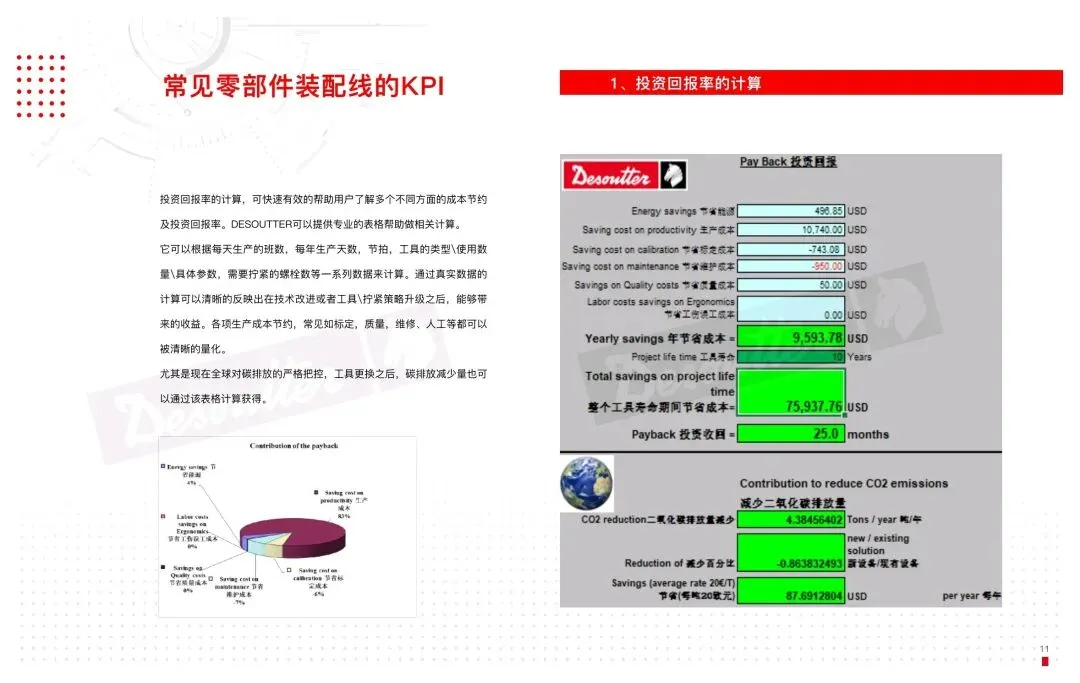
节拍优化这事,除了拆工位、调布局,换高精度工具和全自动站直接提升首次装配合格率,其实是最快见效的路子。








【汽车零部件装配白皮书|27页|原文PDF文末可下下载! (附高价值合集摘录)】