


摘要:介绍一种两端为圆筒、中间为锥部过渡的进气管零件的扩口胀形工艺方案的确定及实施验证过程,阐述不锈钢管扩口胀形 工艺成形特点,对扩口胀形过程中的管坯受力状况进行分析,计算管坯扩口毛坯高度、扩口胀形系数和伸长率,对需控制解决的 关键性技术进行研究分析,对产品的工艺性作了适当改进。
关键词:扩口胀形;胀形系数;破裂;失稳;变形趋向
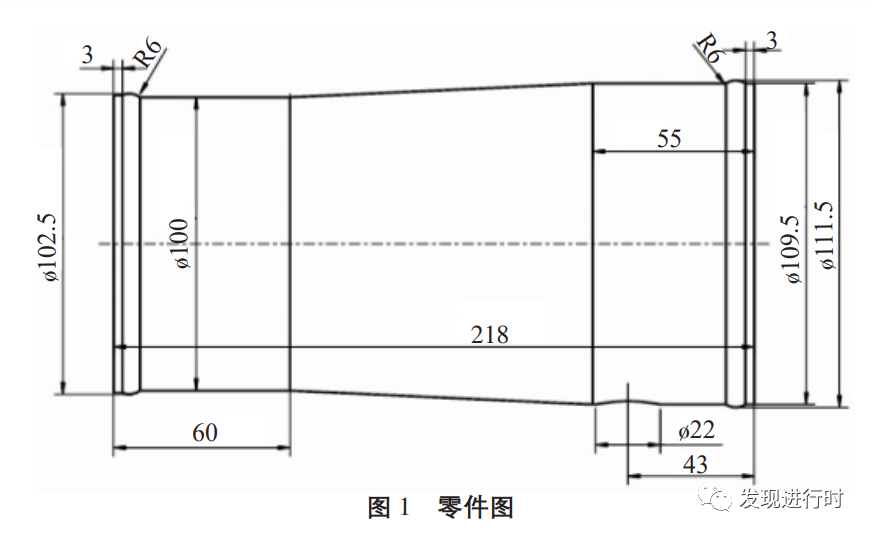
如图 1 所示某公司不锈钢进气管零件,材料 0Cr18Ni9,壁厚 1.5mm。零件批量中等,产品尺寸精度 一般,外表面的表面质量要求较高。
1 工艺分析及计算
1.1 成形工艺方案确定
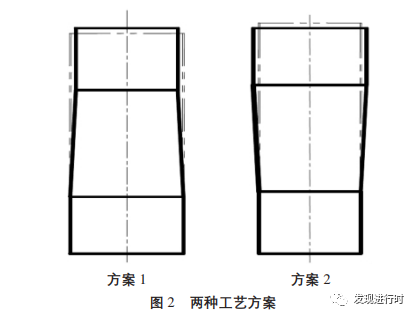
该零件两端为直径不等的圆筒形状,中间是锥 部过渡。根据产品图分析,有两种不同的成形方案, 如图 2 所示。
方案 1 采用缩口成形,需要在外径为 109.5mm 的直管的基础上进行缩口。直管毛坯需特别定制,且 缩口成形模具结构制造困难,对于中等批量的产品 来说,模具成本过高;而方案 2 采用扩口胀形方案, 利用直径 100mm 的直管毛坯进行扩口胀形,其模具结构比方案 1 简单,模具加工制造容易。所以,采用 方案 2 工艺成形。
对该零件结构形状尺寸进行分析,考虑采用直 径 覬100×1.5 的管材扩口后冲孔,再在两端起箍的工 艺方案成形。本文针对该方案中的扩口工艺进行设 计研究。
1.2 扩口胀形工艺分析
扩口是将空心件或管子端部直径加以扩大的冲 压工序[1] 。管材扩口胀形是在压力作用下使管材沿径 向扩张的成形工艺。管材胀形的方法很多,根据胀形 时变形条件的不同,可将胀形方法分为三类:自然胀 形、轴向压缩胀形、复合胀形。在胀形过程中,若仅对 管坯内壁施加径向压力(内胀力),其胀形成形主要 靠管壁厚度的局部变薄和轴向的自由收缩(缩短)来 完成,则称为自然胀形[2] 。
本方案中的管件扩口胀形采用自然胀形,主要 依靠产品毛坯壁部的局部厚度变薄和轴向的自由收缩来成形,最终使右端的口部径向尺寸变大,毛坯的 最小内径保持 覬100 不变。对于轴向有收缩的变形方 式,是指在胀形部位局部变薄的同时,还伴随着管坯 轴向的自由收缩,从而使轴向收缩部分的材料补充 到胀形部位,缓解了胀形区材料的不足,故胀形成形 极限要比轴向无收缩的自然胀形大。成形极限增加 的多少与轴向自由收缩量的大小有关。一般说来,胀 形部位越靠近管坯端部,且胀形区形状为轴对称时, 轴向收缩量就越大,成形极限就越高[2]。
1.3 胀形系数和伸长率计算
胀形时的变形程度受材料的极限伸长率限制, 一般用胀形系数 Kp表示。Kp=dmax/d0,其中 dmax 为胀形 后最大直径,d0为胀形前毛坯直径。则产品成形的胀 形系数
Kp= dmax/d0=109.5/100=1.095,其中 d=109.5,d0= 100,
而伸长率 δ=(dmax-d0)/d0=9.5%,查阅冲压手册, 不锈钢 0Cr18Ni9 的极限胀形系数为 1.28,而许用伸 长率[δ]=35%,即产品成形的胀形系数小于极限胀形 系数,伸长率小于许用伸长率,故可以通过一次扩胀 成形来完成。
1.4 产品毛坯高度计算
查询手册可知,对于带圆筒形部分的扩口件,按 照下面公式来计算扩口毛坯的高度:
计算得 H0=223,其中 h1=60,d=109.5,d0=100, sinα=0.046。由于产品尺寸精度要求一般,所以不留 切边余量。
2 成形特点及变形趋向控制
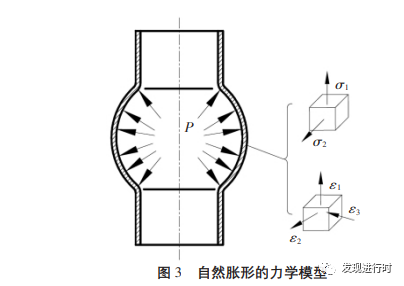
扩口胀形过程中,管坯在内压力 p 作用下自然 胀形,其力学模型如图 3 所示。胀形变形区主要承受 双向拉应力的平面应力状态和两向拉伸、一向压缩 的应变状态。由于胀形区材料处于双向受拉的不利 变形条件,其成形主要靠管坯壁厚的变薄和轴向的 自由收缩(缩短)来完成,故胀形区极易严重变薄甚 至破裂。因此,控制胀形区材料的过度变薄和防止破裂,是自然胀形工艺需要考虑的主要问题[2]。
3 模具结构
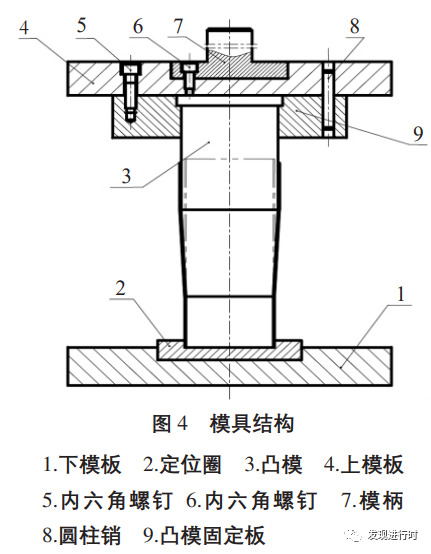
据 以 上 分析计算,设计 如 图 4 所 示 模 具结构,使直径 100mm 的 毛 坯 通 过 定 位 圈 定 位放置在下模, 扩 口 胀 形 过 程 中 随 着 凸 模 下 行实现管坯的逐 步胀形。
4 工艺方案验证实施
按照方案 2 设计并制造模具后,对此方案在 200t 油压机上进行了工艺验证,发现在扩胀成形时 经常出现开裂、胀形时管坯底部失稳现象,废品率较 高,竟达 28%左右;同时,由于扩胀过程中拉延油炭 化,管子内径清洗困难,易造成清洁度超标。为此,再 次对该工艺方案进行深入研究、分析改进。
通常情况下,扩口凸模的表面质量、精度以及扩 口毛坯的整洁程度、端部是否有毛刺等因素可影响 扩口胀形的开裂,工艺验证过程中对此加强了控制, 虽然零件开裂现象有所降低,但管料毛坯失稳现象 并无明显降低。所以还应从其他方面寻找突破口。
0Cr18Ni9 钢是奥氏体不锈钢,但一般同时伴生 有 δ 铁素体。由于 δ 铁素体屈服强度高于奥氏体而 延伸率低于奥氏体,因此在大的塑性变形中,δ 铁素体与奥氏体的塑性流变不匹配,易导致在 δ 铁素体 与奥氏体的相界面上萌生微裂纹,且变形越大,裂纹 扩展越长[3]。
钢管在扩径力作用下,其成形变形符合“冲压成 形变形的趋向性原理”。从该原理可知冲压变形力是 通过毛坯的传力区而施加于变形区,使其产生塑性 变形。在成形过程中,变形区、传力区的范围及尺寸 不断变化和互相转化,当变形区或传力区有两种以 上的变形时,则首先发生的是需要变形力最小的变 形方式,它首先进入塑性状态,产生塑性变形[4]。在工 艺过程设计和模具设计时,除要保证变形区为弱区 外,同时还要保证变形区必须实现的变形方式要求 最小的变形力。
扩口时变形区材料主要受切向拉应力作用易于 破裂。同时,在非变形区(传力区)筒壁,在扩径力作 用下 (进气管零件锥形过渡部位扩口胀形所需扩径 力)对管坯传力区产生轴向力。当该轴向力等于或超 过压杆出现纵向弯曲失稳时的临界力时就会造成管 坯底部弯曲失稳。故扩口胀形的极限变形程度除受 破裂条件限制外,还受失稳条件限制。
因此,为避免扩胀过程中管坯底部失稳,同时减 少扩口胀形中的开裂现象,考虑降低进气管零件锥 形过渡部位扩口胀形所需的扩径力。根据扩口胀形 的特点,查阅资料手册,可知扩径力计算公式为:
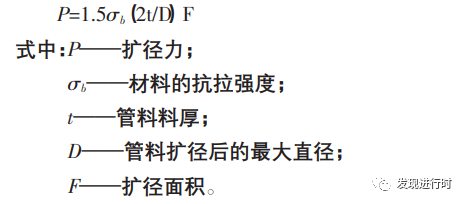
由上式可知,在利用直径 100mm 的直管扩胀到 109.5mm 过程中经常出现开裂、皱折失稳现象,废品 率较高的原因是过渡部分过长,此时不锈钢管在扩 胀变形时对管材的材质、壁厚和模具间隙、模具润滑 都有严格要求,上述条件稍有变化就会出现前述的 开裂失稳现象,造成长期以来零件废品率居高不下, 材料浪费严重。如果在满足进气管零件的进气排量 要求的前提下,不改变材料壁厚、扩口前后毛坯直径 的条件下,只减小进气管零件锥形过渡部位长度即 可明显减小扩径力,从而减小作用在管坯底部所受轴向力,从而解决上述问题。
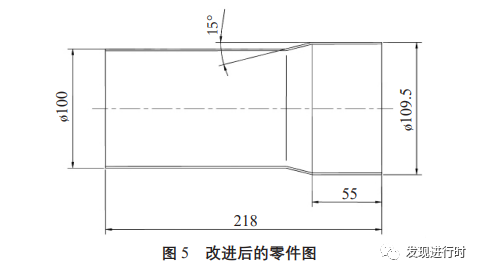
通过与产品设计部门的对接沟通,在能够满足 进气管零件的进气排量要求的前提下,将图 1 所示 进气管零件作了改进,缩小了其锥部过渡部位的尺 寸。改进后的零件如图 5 所示。对模具中的凸模结构 也作了相应的改变,如图 6 所示。
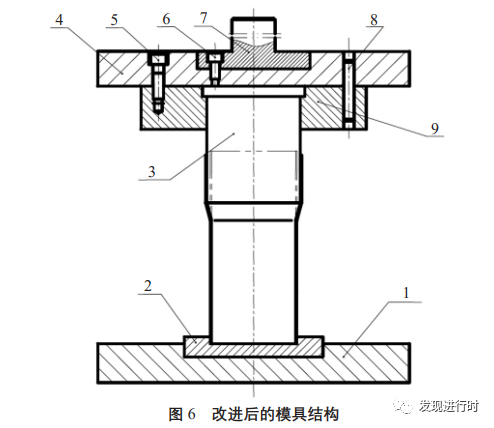
改进后的模具顺利验证成功,零件扩胀合格率 达 98%,成功解决了零件开裂和端部弯曲失稳现象, 使零件生产成本极大降低,收到良好的经济效益。在 满足产品使用要求的前提下,适当对产品的工艺性 进行改进,力求获得最佳的经济和社会效益。
参考文献:
[1] 肖祥芷,王孝培.中国模具设计大典(第 3 卷)[M].江西:江西科学 技术出版社,2003.
[2] 王同海,编著.管材塑性加工技术[M].北京:机械工业出版社, 1998.
[3] 何 晓.1Cr18Ni9Ti 不锈钢导管扩口开裂分析[J].理化检验(物理 分册),1995,(2).
[4] 韩来福.扩口、缩口复合成型工艺分析与应用[D].全国机械装备先 进制造技术高峰论坛文集.

作者:王跃臻 1 ,王延欣 2 ,陶阿嵘 1
单位:1.山东科技职业学院;2.潍柴重机股份有限公司
来源:锻压装备与制造技术,2016年12月
引文格式:[1]王跃臻,王延欣,陶阿嵘.不锈钢进气管扩口工艺设计[J].锻压装备与制造技术,2016,51(06):84-86+83.DOI:10.16316/j.issn.1672-0121.2016.06.021.
声明:以上内容来源自网络,版权归原作者所有,仅用于学习交流,感谢原作者的分享,如有版权问题,请联系删除。