



UGж•°жҺ§зј–зЁӢ
ж•°жҺ§иЎҢдёҡВ | е№Іиҙ§еҲҶдә«
е…іжіЁеҠ е…Ҙе…Қиҙ№еӯҰUGзј–зЁӢ
1. зҷҪй’ўеҲҖиҪ¬йҖҹдёҚеҸҜеӨӘеҝ«гҖӮ
2. й“ңе·ҘејҖзІ—е°‘з”ЁзҷҪй’ўеҲҖпјҢеӨҡз”ЁйЈһеҲҖжҲ–еҗҲйҮ‘еҲҖгҖӮ
3. е·Ҙ件еӨӘй«ҳж—¶пјҢеә”еҲҶеұӮз”ЁдёҚеҗҢй•ҝеәҰзҡ„еҲҖејҖзІ—гҖӮ
4. з”ЁеӨ§еҲҖејҖзІ—еҗҺпјҢеә”з”Ёе°ҸеҲҖеҶҚжё…йҷӨдҪҷж–ҷпјҢдҝқиҜҒдҪҷйҮҸдёҖиҮҙжүҚе…үеҲҖгҖӮ
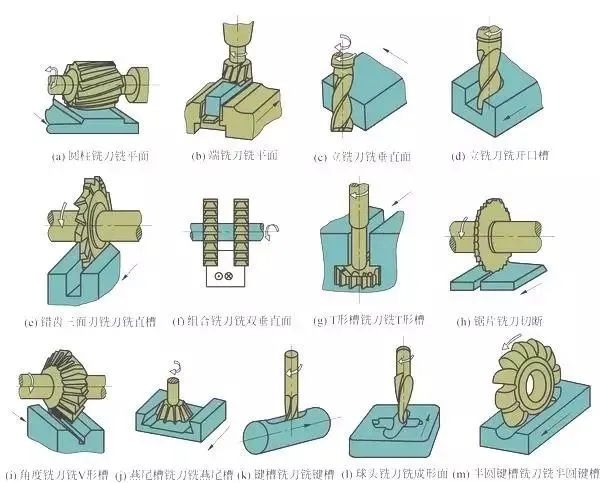
5. е№ійқўеә”з”Ёе№іеә•еҲҖеҠ е·ҘпјҢе°‘з”ЁзҗғеҲҖеҠ е·ҘпјҢд»ҘеҮҸе°‘еҠ е·Ҙж—¶й—ҙгҖӮ
6. й“ңе·Ҙжё…и§’ж—¶пјҢе…ҲжЈҖжҹҘи§’дёҠRеӨ§е°ҸпјҢеҶҚзЎ®е®ҡз”ЁеӨҡеӨ§зҡ„зҗғеҲҖгҖӮ
7. ж ЎиЎЁе№ійқўеӣӣиҫ№и§’иҰҒй”Је№ігҖӮ
8. еҮЎж–ңеәҰжҳҜж•ҙж•°зҡ„пјҢеә”з”Ёж–ңеәҰеҲҖеҠ е·ҘпјҢжҜ”еҰӮз®ЎдҪҚгҖӮ
9. еҒҡжҜҸдёҖйҒ“е·ҘеәҸеүҚпјҢжғіжё…жҘҡеүҚдёҖйҒ“е·ҘеәҸеҠ е·ҘеҗҺжүҖеү©зҡ„дҪҷйҮҸпјҢд»ҘйҒҝе…Қз©әеҲҖжҲ–еҠ е·ҘиҝҮеӨҡиҖҢеҲҖгҖӮ
10. е°ҪйҮҸиө°з®ҖеҚ•зҡ„еҲҖи·ҜпјҢеҰӮеӨ–еҪўгҖҒжҢ–ж§ҪпјҢеҚ•йқўпјҢе°‘иө°зҺҜз»•зӯүй«ҳгҖӮ
11.иө°WCUTж—¶пјҢиғҪиө°FINISH зҡ„пјҢе°ұдёҚиҰҒиө°ROUGH гҖӮ
12.еӨ–еҪўе…үеҲҖж—¶пјҢе…ҲзІ—е…үпјҢеҶҚзІҫе…үпјҢе·Ҙ件еӨӘй«ҳж—¶пјҢе…Ҳе…үиҫ№пјҢеҶҚе…үеә•
13. еҗҲзҗҶи®ҫзҪ®е…¬е·®пјҢд»Ҙе№іиЎЎеҠ е·ҘзІҫеәҰе’Ңз”өи„‘и®Ўз®—ж—¶й—ҙгҖӮејҖзІ—ж—¶пјҢе…¬е·®и®ҫдёәдҪҷйҮҸзҡ„1/5пјҢе…үеҲҖж—¶пјҢе…¬е·®и®ҫдёә0.01гҖӮ
14. еҒҡеӨҡдёҖзӮ№е·ҘеәҸпјҢеҮҸе°‘з©әеҲҖж—¶й—ҙгҖӮеҒҡеӨҡдёҖзӮ№жҖқиҖғпјҢеҮҸе°‘еҮәй”ҷжңәдјҡгҖӮеҒҡеӨҡдёҖзӮ№иҫ…еҠ©зәҝиҫ…еҠ©йқўпјҢж”№е–„еҠ е·ҘзҠ¶еҶөгҖӮ
15. ж ‘з«ӢиҙЈд»»ж„ҹпјҢд»”з»ҶжЈҖжҹҘжҜҸдёӘеҸӮж•°пјҢйҒҝе…Қиҝ”е·ҘгҖӮ
16. еӢӨдәҺеӯҰд№ пјҢе–„дәҺжҖқиҖғпјҢдёҚж–ӯиҝӣжӯҘгҖӮ
17.й“Јйқһе№ійқў,еӨҡз”ЁзҗғеҲҖ,е°‘з”Ёз«ҜеҲҖ,дёҚиҰҒжҖ•жҺҘеҲҖ;
18.е°ҸеҲҖжё…и§’,еӨ§еҲҖзІҫдҝ®;
19.дёҚиҰҒжҖ•иЎҘйқў,йҖӮеҪ“иЎҘйқўеҸҜд»ҘжҸҗй«ҳеҠ е·ҘйҖҹеәҰ,зҫҺеҢ–еҠ е·Ҙж•Ҳжһң.
20.жҜӣеқҜжқҗж–ҷзЎ¬еәҰй«ҳпјҡйҖҶй“ЈиҫғеҘҪ
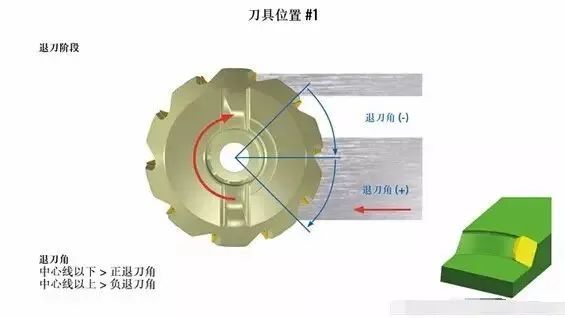
21.жҜӣеқҜжқҗж–ҷзЎ¬еәҰдҪҺпјҡйЎәй“ЈиҫғеҘҪгҖӮ
22.жңәеәҠзІҫеәҰеҘҪгҖҒеҲҡжҖ§еҘҪгҖҒзІҫеҠ е·ҘпјҡиҫғйҖӮеә”йЎәй“ЈпјҢеҸҚд№ӢиҫғйҖӮеә”йҖҶй“ЈгҖӮ
23.йӣ¶д»¶еҶ…жӢҗи§’еӨ„зІҫеҠ е·ҘејәзғҲе»әи®®иҰҒз”ЁйЎәй“ЈгҖӮ
24.зІ—еҠ е·ҘпјҡйҖҶй“ЈиҫғеҘҪпјҢзІҫеҠ е·ҘпјҡйЎәй“ЈиҫғеҘҪпјҲжңҖеҘҪйҒҝе…ҚйҖҶй“ЈпјҢеҫҲдјӨеҲҖпјҒзү№еҲ«жҳҜзЎ¬зҡ„жқҗж–ҷпјү
25.еҲҖе…·жқҗж–ҷйҹ§жҖ§еҘҪгҖҒзЎ¬еәҰдҪҺпјҡиҫғйҖӮеә”зІ—еҠ е·ҘпјҲеӨ§еҲҮеүҠйҮҸеҠ е·Ҙпјү26.еҲҖе…·жқҗж–ҷйҹ§жҖ§е·®гҖҒзЎ¬еәҰй«ҳпјҡиҫғйҖӮеә”зІҫеҠ е·ҘгҖӮ


зӮ№еҮ»вҖңйҳ…иҜ»еҺҹж–ҮвҖқеҝ«йҖҹи·іиҪ¬UGзј–зЁӢе…Қиҙ№иҜҫзЁӢпјҒ