


一篇来自南丹麦大学的论文,正悄悄颠覆电动汽车的核心零件——电容器的游戏规则
750V | 835V | 1500V |
额定电压(新突破) | 实测击穿电压(均值) | 阳极氧化成型电压 |
引言:当电动汽车需要"抗压"能力
如果你正坐在一辆电动汽车里,安静地感受它从0加速到100公里/时的推背感,你可能不知道:此刻有一个不起眼的小零件,正在默默承受着几百伏的高压电冲击,一毫秒都不能出错。
它叫铝电解电容器——电动汽车牵引逆变器里最重要的被动元件之一,有时甚至占整个逆变器重量的20%。
核心问题 当今主流聚合物铝电容商用产品的耐压上限,长期卡在100V到200V这道天花板上。随着电动汽车系统电压向800V进化,这堵墙就显得越来越碍事了。 |
直到来自南丹麦大学(SDU)的 Tim Kruse 团队,发表了这篇让圈内人眼前一亮的论文——他们造出了一个额定电压高达 750V、实测击穿电压 835V 的聚合物铝电解电容器。用的材料?就是一片薄薄的铝箔。
第一部分:为什么电容器是电动汽车的"心脏搭档"?
在整个汽车电气化浪潮中,电容器扮演的角色就像是人体里的"缓冲垫"——它坐在电池和电机驱动系统之间,负责稳定直流母线电压(DC Link),吸收电机在急加速和能量回收时产生的剧烈电流波动。
1.1 聚合物铝电容 vs 传统液态电容
传统液态电解铝电容:电容量高、成本低,但缺点是等效串联电阻(ESR)高、电解液会蒸发,长时间高温使用后容易报废。
聚合物铝电容(用PEDOT:PSS导电高分子代替液态电解质):ESR大幅降低、可靠性更高、热稳定性更好。缺点是——耐压上限低,商用品通常只到100V,最高勉强到200V。
随着主流电动车平台从400V系统升级到800V系统(保时捷、现代、小鹏等品牌均已采用),传统做法是把多个低压电容"串联+并联"来凑够电压。结果就是:零件数量翻倍,还需要额外的电压均衡电路,成本和复杂度蹭蹭往上涨。
"要是能有一个聚合物铝电容,直接扛住750V甚至800V,那整个设计就简单多了。" |
第二部分:老方法为什么行不通?
要提高聚合物铝电容的耐压,理论上很简单:氧化膜越厚,耐压越高。但现实会给你一记耳光——三重矛盾叠加,就是为什么750V聚合物铝电容至今仍是空白。
1 | 厚氧化膜 → 容量密度骤降 氧化层越厚,单位面积的电容量越小。要维持总电容量,就必须增大铝箔面积(即增大电容体积)。 |
2 | 卷绕结构 → 无法增大尺寸 现在主流的聚合物铝电容采用卷绕工艺:阳极铝箔和阴极铝箔像瑞士卷一样卷起来。问题是,聚合物电解质(PEDOT:PSS)必须在卷绕后再含浸进去,工艺极其困难,限制了直径和高度,最大只有约1.2cm。 |
3 | 高压刻蚀工艺缺失 低电压下,铝箔表面会做化学刻蚀形成隧道结构,大幅增大有效面积。但超过1000V的阳极氧化,氧化膜太厚会堵死这些隧道,目前业界还没有成熟的高压刻蚀方案。 |
第三部分:SDU团队的妙招——把"卷"变成"叠"
Tim Kruse团队的思路非常优雅:既然卷绕后含浸太难,那就先含浸、再组装,把结构改成叠片式。整个制造流程分为两大核心环节:
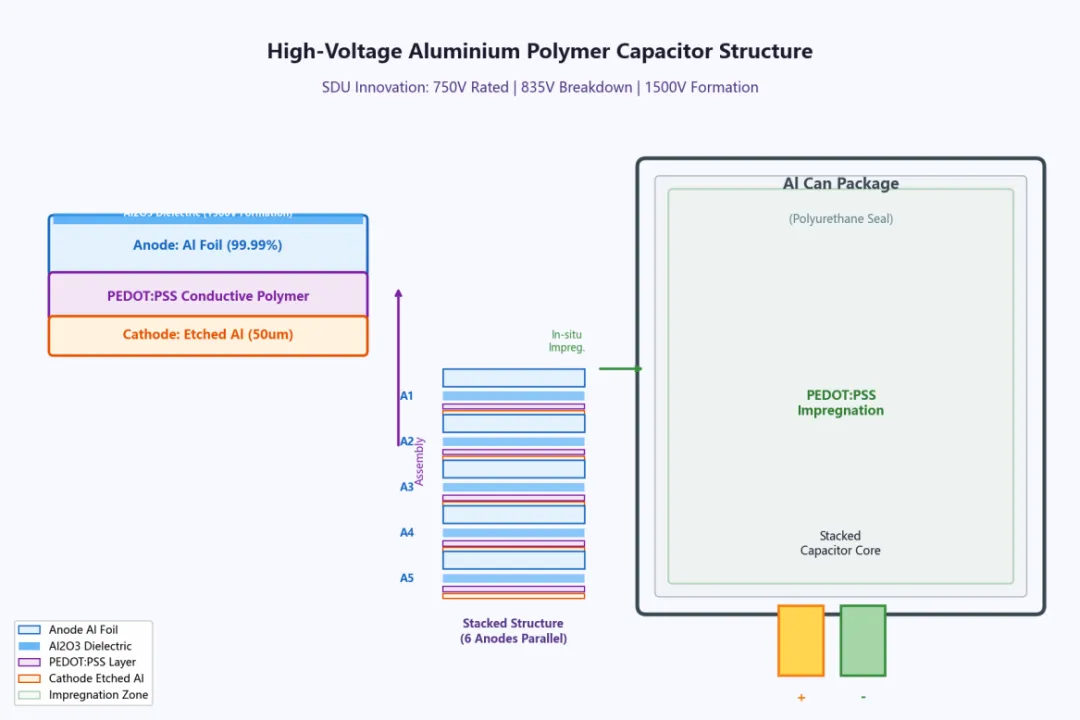
A | 高压阳极氧化成型工艺(3步循环7步法) 使用纯度99.99%的铝箔(150um厚),先电化学抛光,再经过"三阶段七步骤"氧化:①第一次阳极氧化:硼酸溶液,85°C,电流密度3.75mA/cm²,一路爬升至1500V;②化学去极化:磷酸氢二铵溶液,70°C,释放氧化层中的陷阱电荷;③热去极化:500°C高温烘烤,让晶格缺陷重新排列,提升氧化膜质量。以上三步重复两次,最终完成第三次阳极氧化。 |
B | 扇形叠片封装结构 阴极铝箔冷焊成"扇形"结构,中间夹入纸质隔离层,6片阳极铝箔插入其中。整个组件放入铝壳内,在壳内直接含浸PEDOT:PSS,真空处理后120°C烘干,最后用超声波焊接引脚,聚氨酯密封。关键创新:阳极铝箔尽量少接触,因为1500V成型的厚氧化膜极度脆弱,一旦开裂就会导致早期击穿。 |
第四部分:数据说话——它到底表现如何?
2 μF | 835 V | 42 μA | 43°C |
@100Hz 容量 | 击穿电压(均值) | @750V 漏电流 | 散热后外壳温度 |
击穿电压835V,是成型电压1500V的55%。同类低电压产品通常能达到成型电压的60-70%——这里稍低,研究者认为是高电压氧化工艺引入了更多缺陷所致,未来工艺优化后达到1000V击穿是可预期的目标。
在波纹电流测试中(300V直流偏置 + 100V交流 + 0.6A交流 @ 500Hz),未散热时外壳温度高达75°C;接上散热片后降至43°C,温度均匀分布——充分证明了聚合物铝电容"可主动散热"的先天优势,这是液态铝电容所不具备的能力。
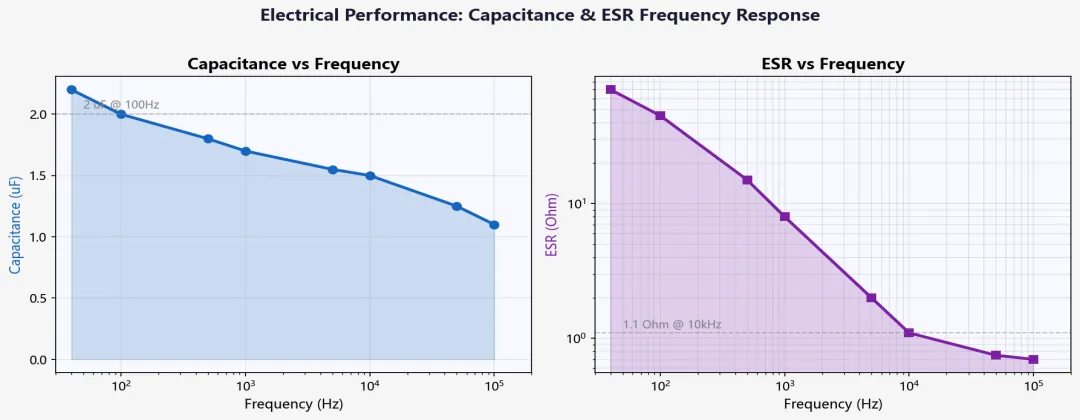
4.1 频率响应特性
电容在100Hz下为2µF,随频率升高而降低:10kHz时为1.5µF,100kHz时为1.1µF。ESR从100Hz的70Ω降至10kHz的1.1Ω和100kHz的0.7Ω。低电容值和高ESR均源于使用了平板铝箔(无刻蚀增面),这是该研究的刻意聚焦,而非技术瓶颈。
【图3-电学性能(容值-ESR频率响应曲线)】
【图1-电容器示意结构原理图(叠片结构+封装)】
第五部分:横向对比——它在江湖中的位置
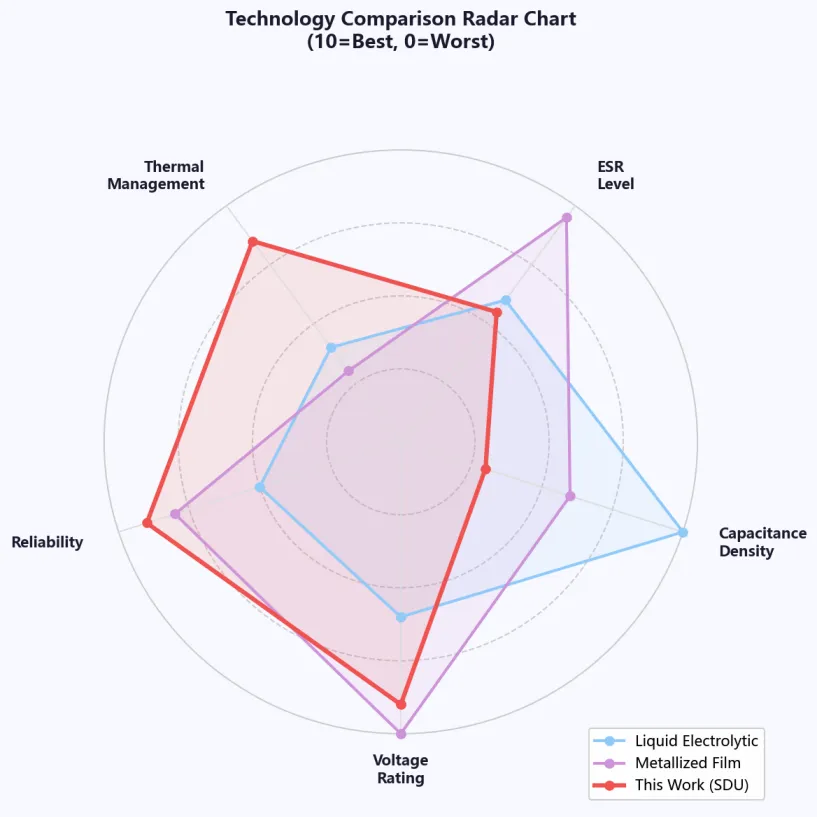
研究团队将新产品和市面上同电压等级(750V,2µF)的两大主流技术做了比较:
技术类型 | 额定电压 | ESR@10kHz | 电容密度 | 特点 |
本研究 聚合物铝电容 | 750V(单颗) | 偏高 | 目前最低 | 可散热·高可靠性 |
液态铝电解(×2串联) | 350~450V×2 | 中等 | 最高(×54) | 需均压电路·寿命受限 |
金属化薄膜电容 | 单颗750V | 最低(×1/36) | 中等(×6) | ESR最低·不可散热 |
关键洞察 当阳极铝箔的有效面积每翻倍,电容量翻倍,ESR减半。这意味着只需微小的工艺改进(引入高压刻蚀增面),该技术的电容密度就能超越金属化薄膜电容,ESR也将优于液态铝电容——真正占据两者之间的"性能甜点区"。 |
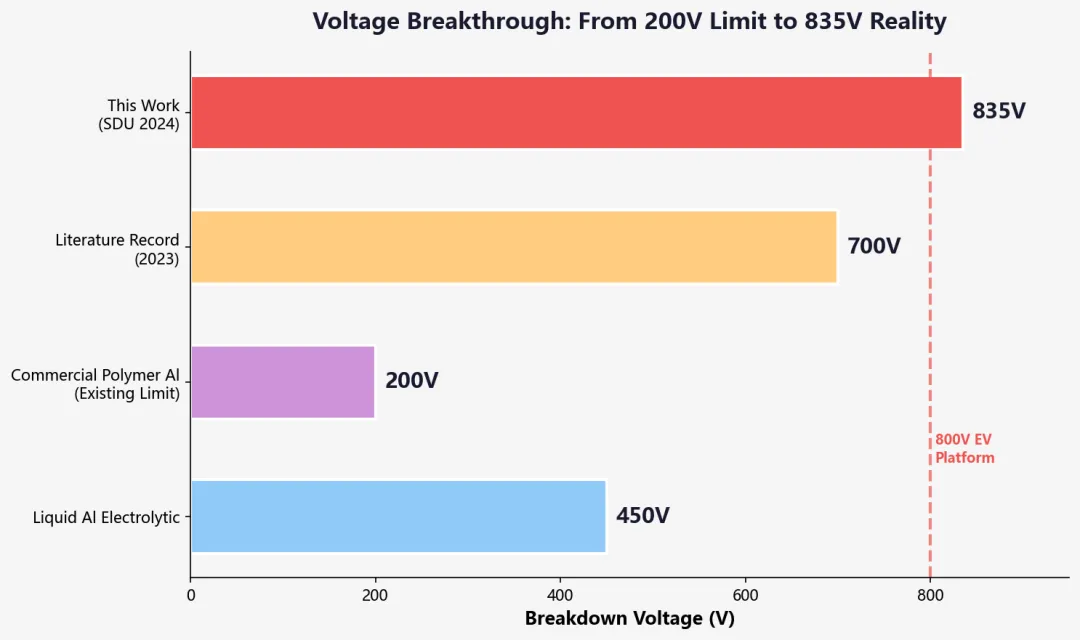
【图2-电压突破对比(各技术击穿电压柱状图)】
【图4-技术对比雷达图】
第六部分:深度探究——这项研究的真正价值
表面上看,这只是一篇做了一个"实验品"的论文,电容才2µF,和商用产品差得远。但读懂它的人,看到的是三层更深远的意义:
▶ | 突破了工艺认知边界 在1500V高压下成功实现铝箔阳极氧化,并建立了完整的"三阶段七步骤"成型工艺流程——这本身就是电容器领域从未实现过的技术探索。之前文献记录的最高只到700V,本研究直接跳到1500V成型电压。 |
▶ | 解决了封装难题,提供了可工程化的路径 叠片+壳内含浸的方案,从根本上绕开了卷绕结构的PEDOT:PSS含浸难题,且可以通过增加叠层数量来线性扩展容量,具备明确的工程化放大路径。 |
▶ | 为800V电动汽车平台打开了新可能 本研究证明单颗聚合物铝电容器有望直接适配800V系统——省去串联均压电路,降低系统复杂度,同时保留聚合物铝电容的高可靠性和可散热优势。 |
? 研究者的自我定位非常诚实: 他们明确指出,目前的低电容密度是使用平板铝箔(无刻蚀增面)造成的,这是为了"聚焦在高压成型和封装工艺验证上",下一步的刻蚀增面工艺需要专门的独立研究。这种聚焦策略实际上是优秀科研设计的典范。 |
论文信息
作者 | Tim Kruse*, Saykot Majumder, Luciana Tavares, Thomas Ebel |
机构 | 南丹麦大学(SDU)机电工程系,Sønderborg, Denmark |
联系作者 | timkruse@sdu.dk|ORCID: 0009-0008-2884-4463 |
发表平台 | PCNS 2024(Passive Components and Networks Symposium) |