您看此文已用 
 ·
·
 秒,转发只需1秒呦~
秒,转发只需1秒呦~
机械工程文萃-6-08月23日星期三
--正文--
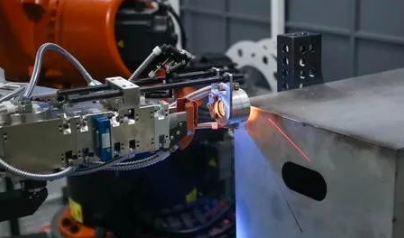
激光焊接是利用激光光束优异的方向性和高功率密度等特性进行工作,通过光学系统将激光束聚焦在很小的区域内,在极短的时间内使被焊处形成一个能量高度集中的热源区,从而使被焊物熔化并形成牢固的焊点和焊缝。
激光焊接:深宽比大;高速高精度;热输入小、变形小;非接触式焊接;不受磁场影响、无需抽真空。
激光填丝焊接是指在焊缝中预先填入特定焊接材料后用激光照射熔化或在激光照射的同时填入焊接材料以形成焊接接头的方法。激光填丝焊接与非填丝焊接相比, 解决了对工件加工装配要求严格的问题;可实现较小功率焊接较厚较大零件;通过调节填丝成分, 可控制焊缝区域组织性能。

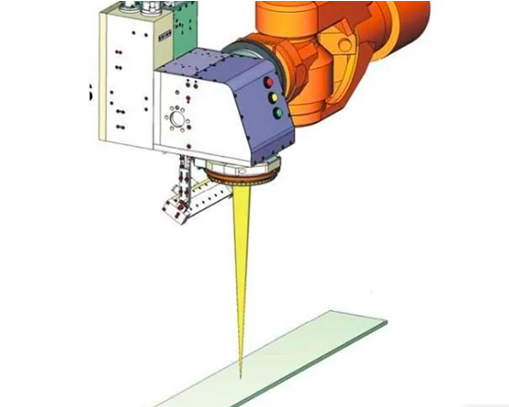
远程激光焊是指采用高速扫描振镜头进行长工作距离加工的一种激光焊接方法。其定位精度高、时间短、焊接速度快、效率高;不会与焊装夹具干涉、光学镜片污染少;可定制任意形状焊缝以优化结构强度等。一般焊缝无气体保护,飞溅较大。多应用于车身覆盖件等薄高强钢板、镀锌钢板等产品。公众号《机械工程文萃》,工程师的加油站!

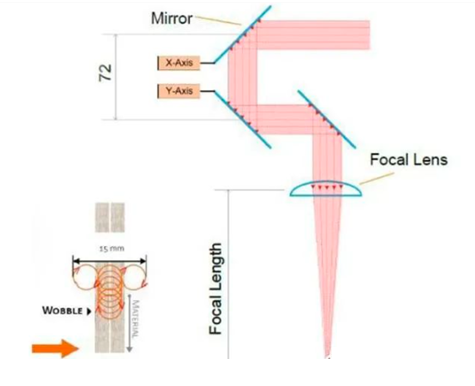
通过焊接头内部反射镜片摇摆,控制激光摆动搅拌焊接溶池,促进气体从溶池中溢出,细化晶粒。同时还可以降低激光焊对来料间隙的敏感性。尤其适用于铝合金、铜以及异种材料焊接。
激光-电弧复合焊接将两种物理性质、能量传输机制截然不同的激光和电弧热源复合在一起,形成了一种全新高效的热源。复合焊特点:1、相比激光焊,桥接能力增强,改善组织。2、相比弧焊,变形小,焊速高,熔深大。3、兼各热源之长而补各自不足,1+1>2。

声明:部分内容来源于网络,仅供学习、交流。版权归原作者所有。如有不妥,请联系删除。
商务合作、投稿、技术服务合作联系方式:微信号:baitexing