



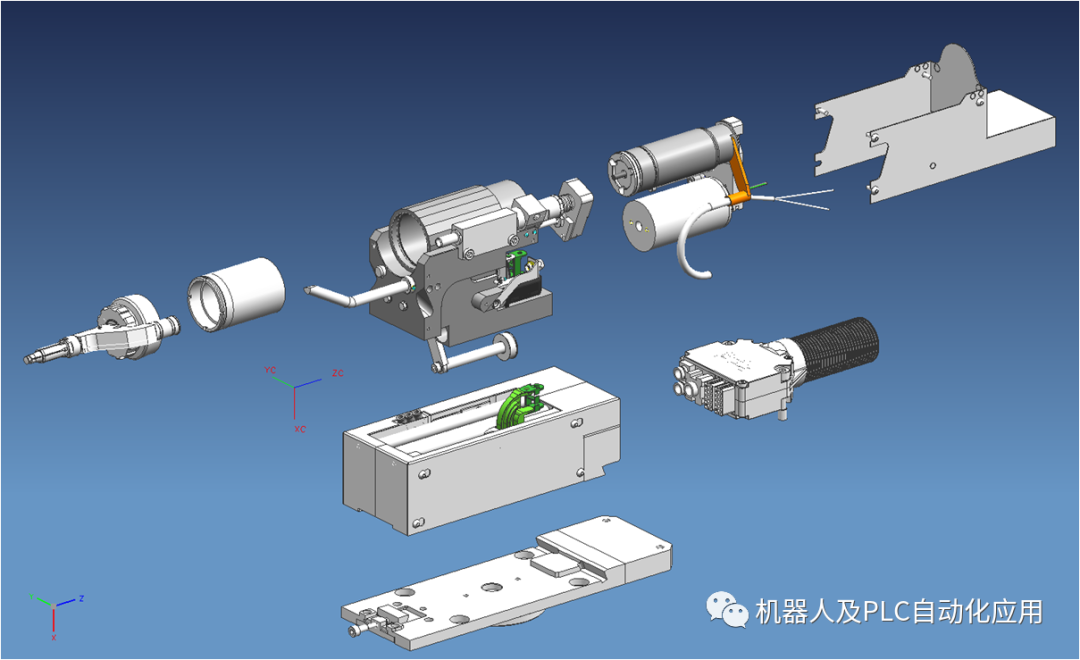
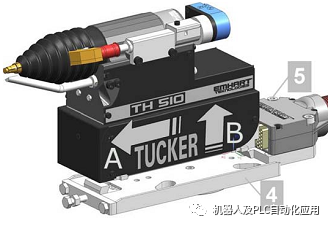
自动焊枪部分
直线电机原理
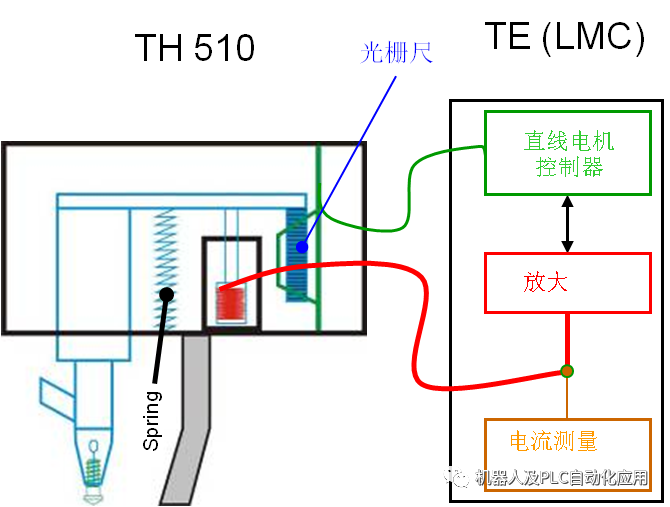
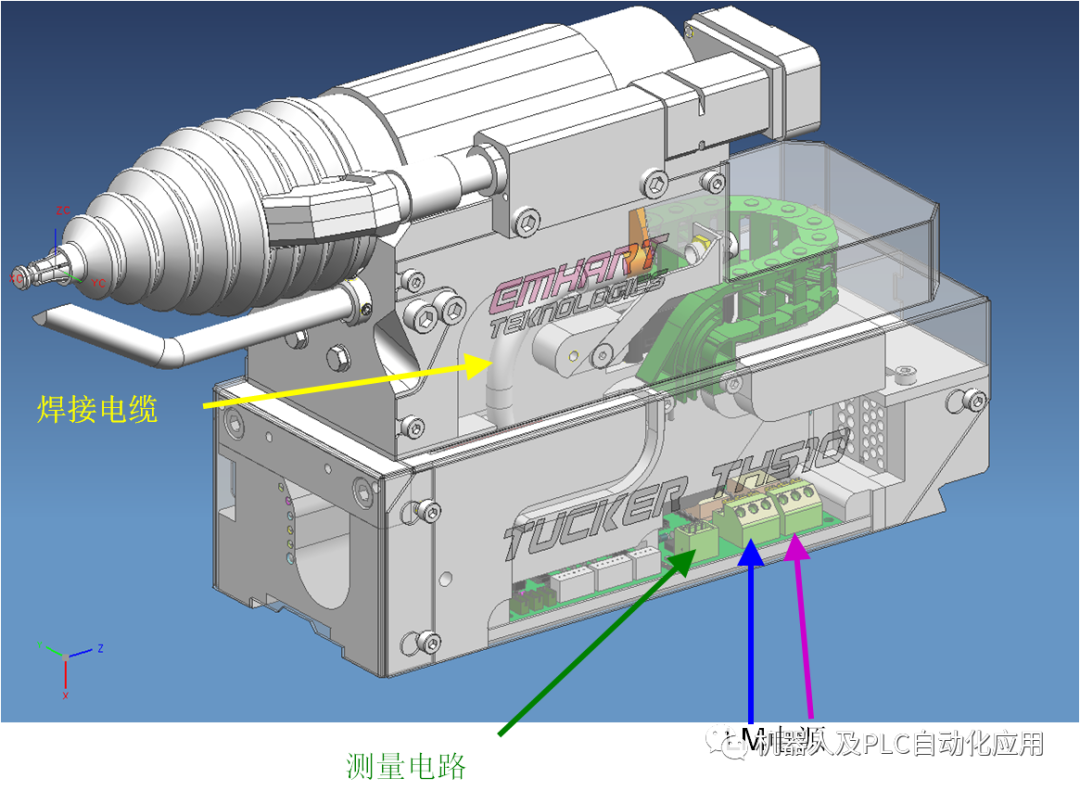
实际上,直线电机就是一个信号放大器。通过LMC控制电机动作,又通过光栅测量系统来检测电机动作的距离。LMC系统还可检测直线电机的电流大小,此电流就是测量的电机线圈的电流.
提升距离:
拉弧电压22V好,焊接电压28V好。
拉弧电压大于23V,说明钢板表面不干净,大于28V以后焊接效果不好。
电机最多可以被压缩8mm,一般来说钉的突出距离1.5mm,自动枪拉弧距离(提升距离)1.5mm,设定0.8mm的公差,不在公差范围内,就会报警。
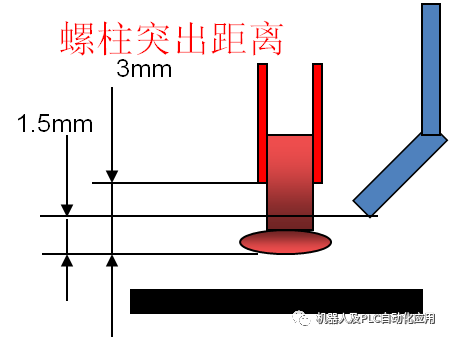
常说的SOW 指:工件螺柱
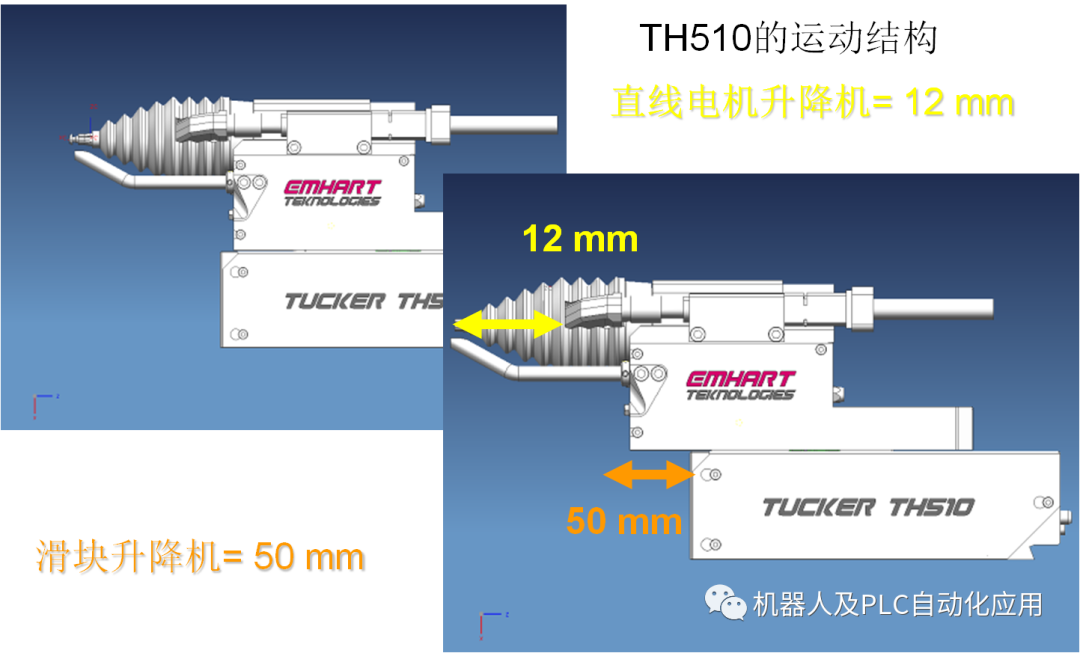
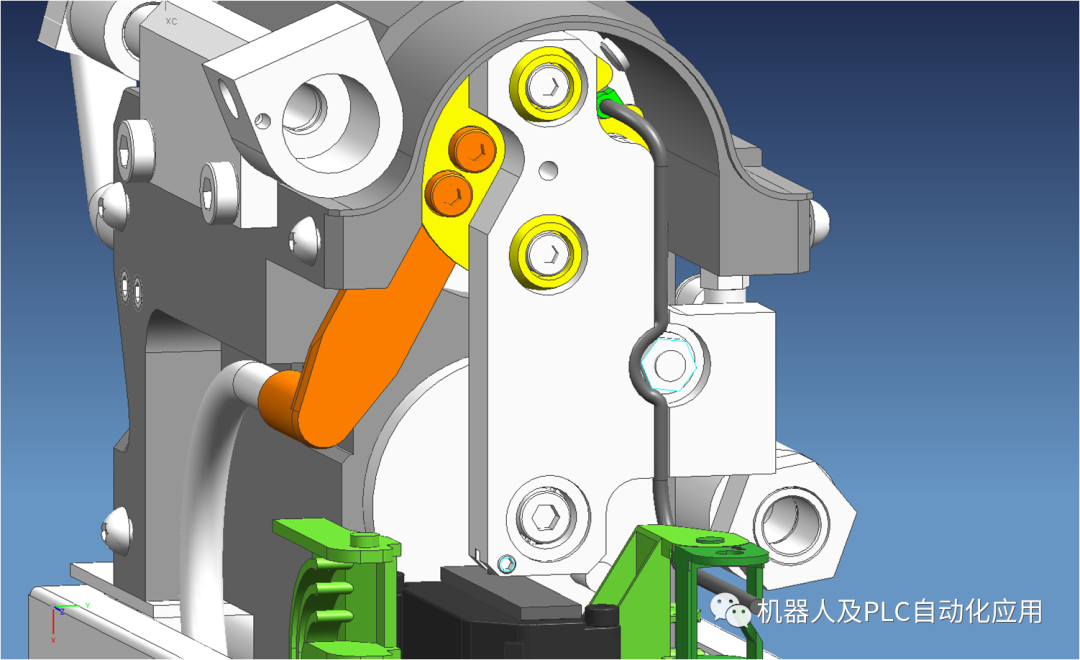
TH510滑块组件
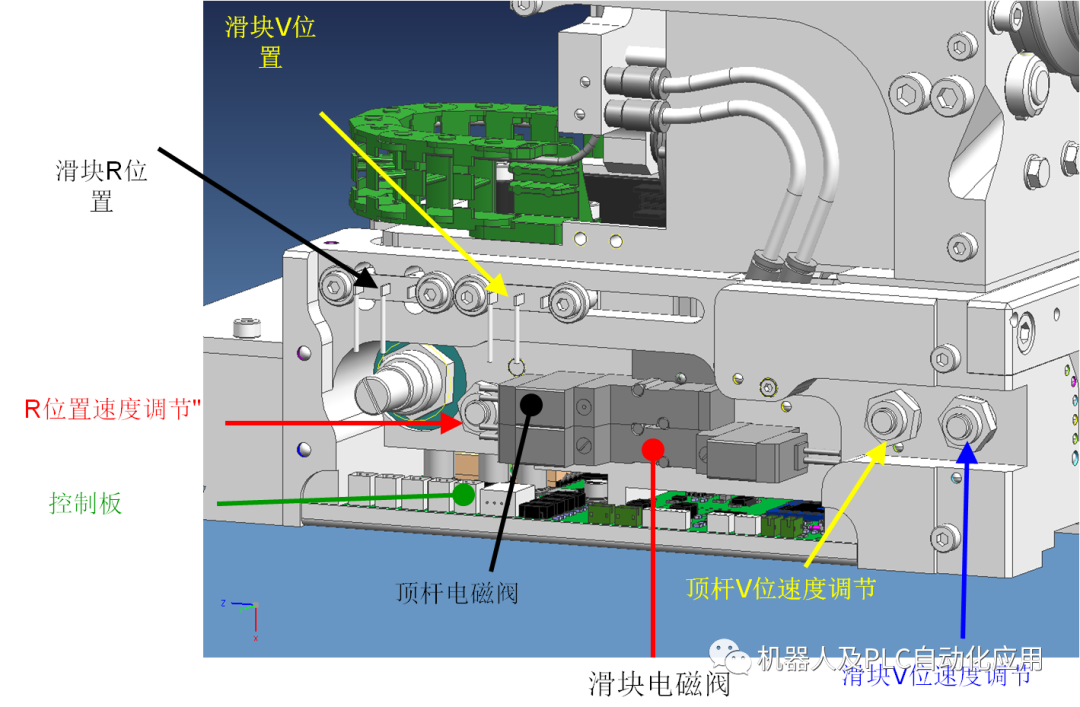
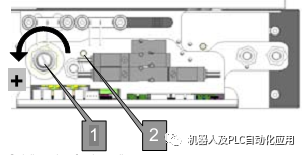
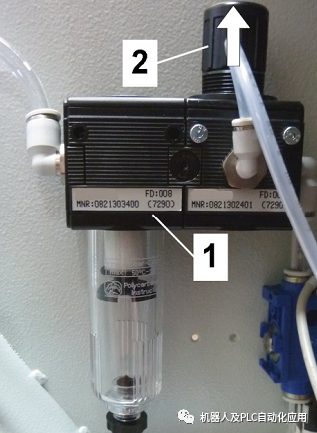
增加力:
沿“+”方向转动阀螺钉,以增加托架中的空气压力。
基本上,以下内容适用:“减慢底座速度并加快重置速度”。
如果焊接头滑块移动过快,工件表面可能会因冲击支撑脚而变形。
如果重置速度过快,机器人或客户特定设备以及焊接头可能会磨损加剧。
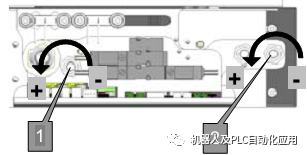
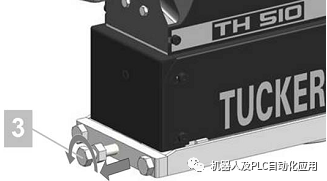
用于焊接头托架前后移动的两个节流止回阀集成在焊接头托架中。
1反向移动
2向前移动
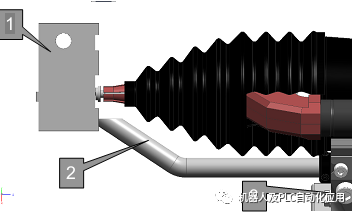
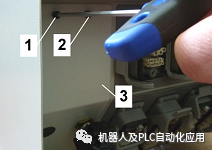
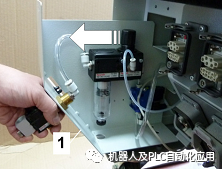
设置[V]开关(选项)
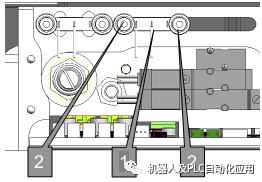
1.控制和动力装置处的压缩空气停止,压缩空气系统放松。
2.用手将焊头压入焊接位置。
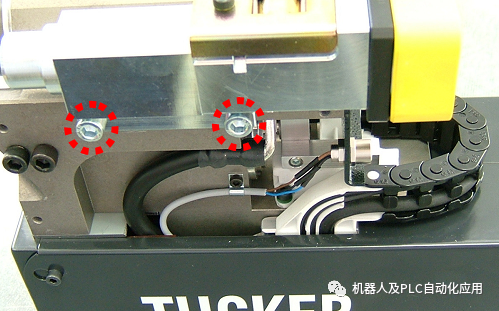
3.松开两个螺钉(2)以夹紧开关(1),并移动开关,使焊头的前部位置直接显示在控制器上。
4.再次拧紧开关的螺钉。
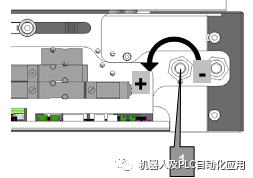
设置充电针速度
用法兰螺母焊接大型法兰螺栓需要比标准速度更慢的加载销向前移动。焊头配有节流阀,用于调节充电销速度。
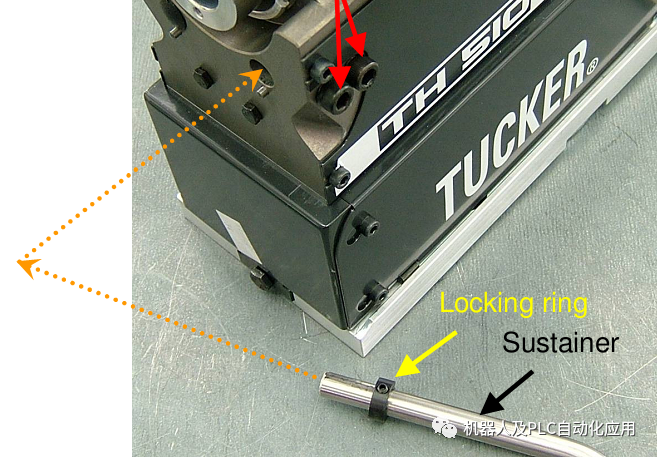
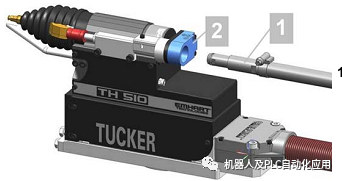
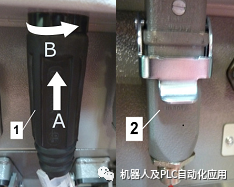
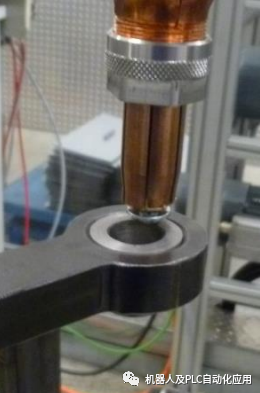
检查螺栓重新加载
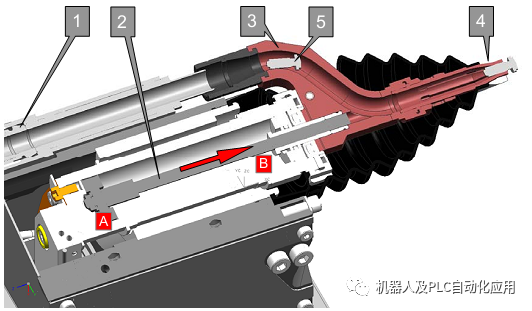
1.检查联接器(1)中供给软管的连接。
2.通过来自客户控制、控制和能量单元或进给单元的相应信号触发螺栓重新加载。根据该命令,充电销(2)移动到后端位置(A)。螺栓(5)现在可以通过进料软管送入螺栓维护器(3)。
3.负载杆(2)的向前移动(B)将螺栓(5)推入螺栓座(4)。螺栓处于最终焊接位置。
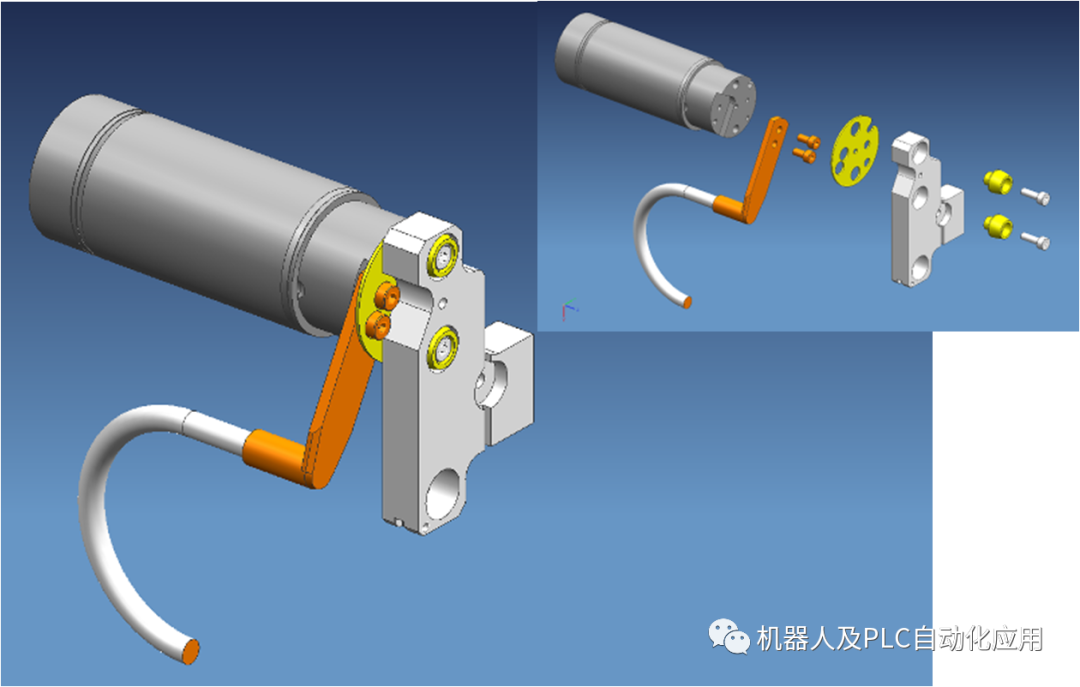
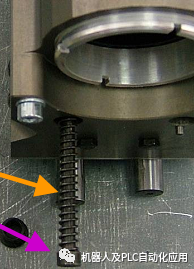
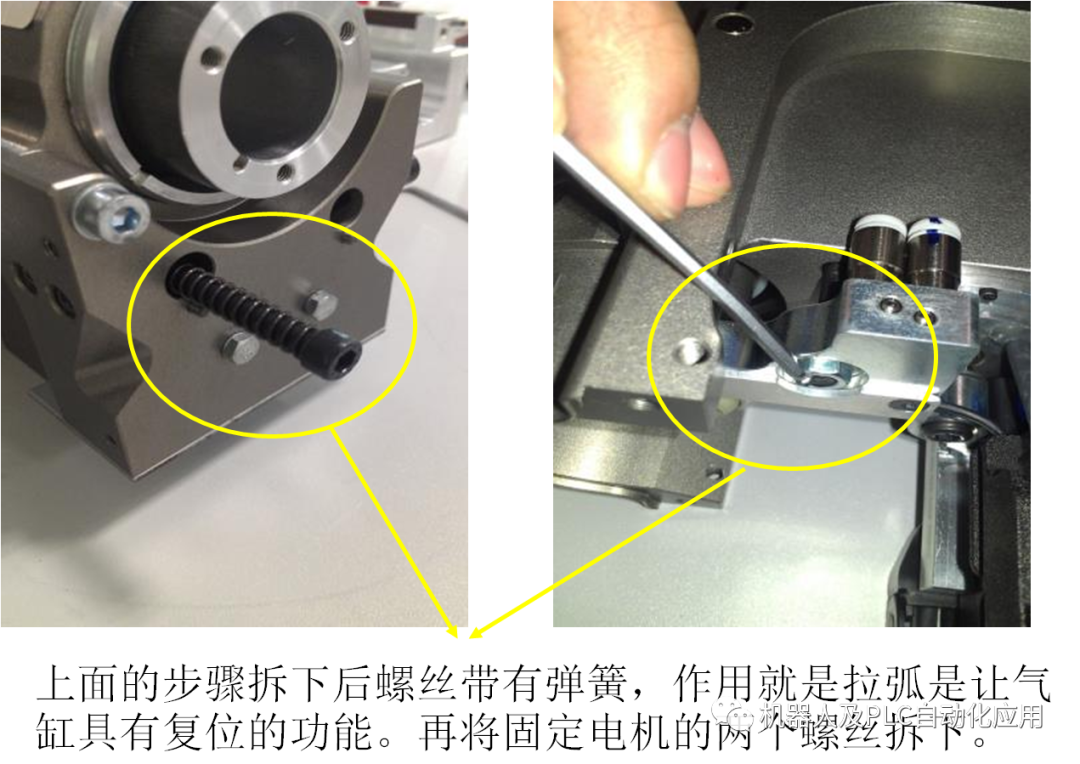
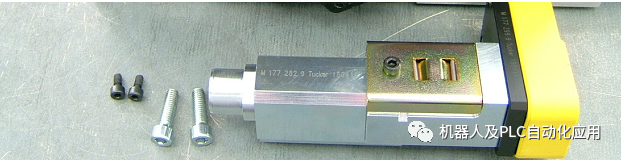
调整弹簧力线性电机r(LM)驱动
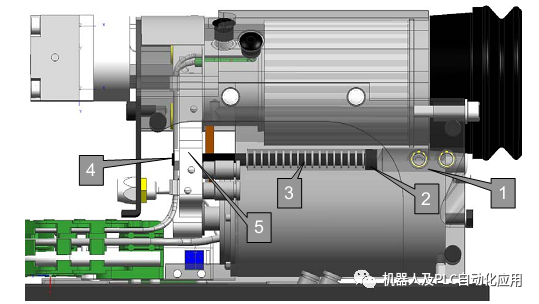
光栅尺的安装位置
TH510气缸部分
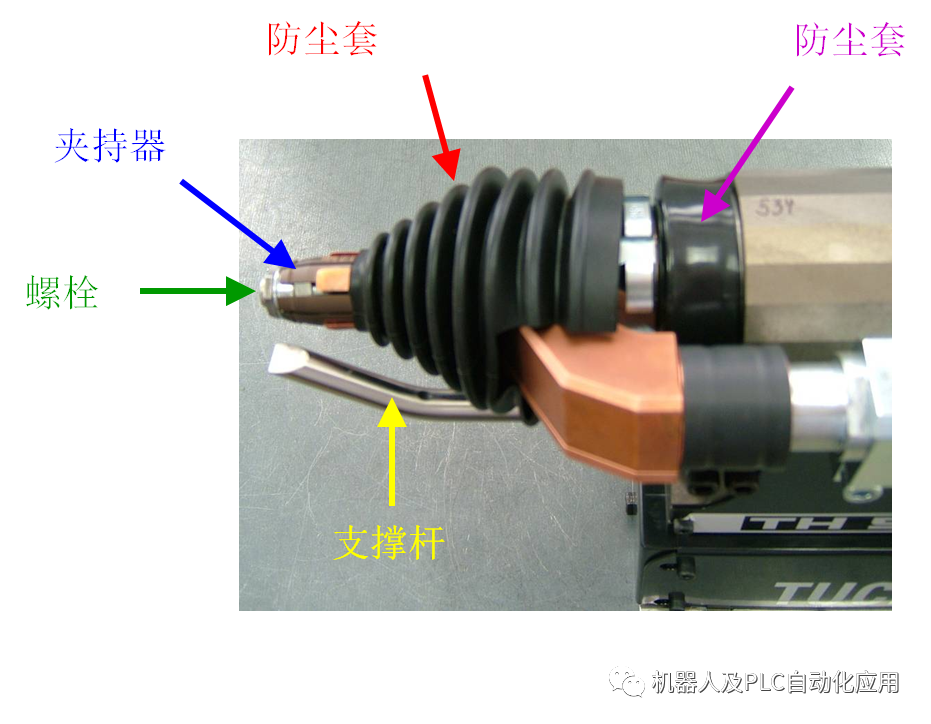
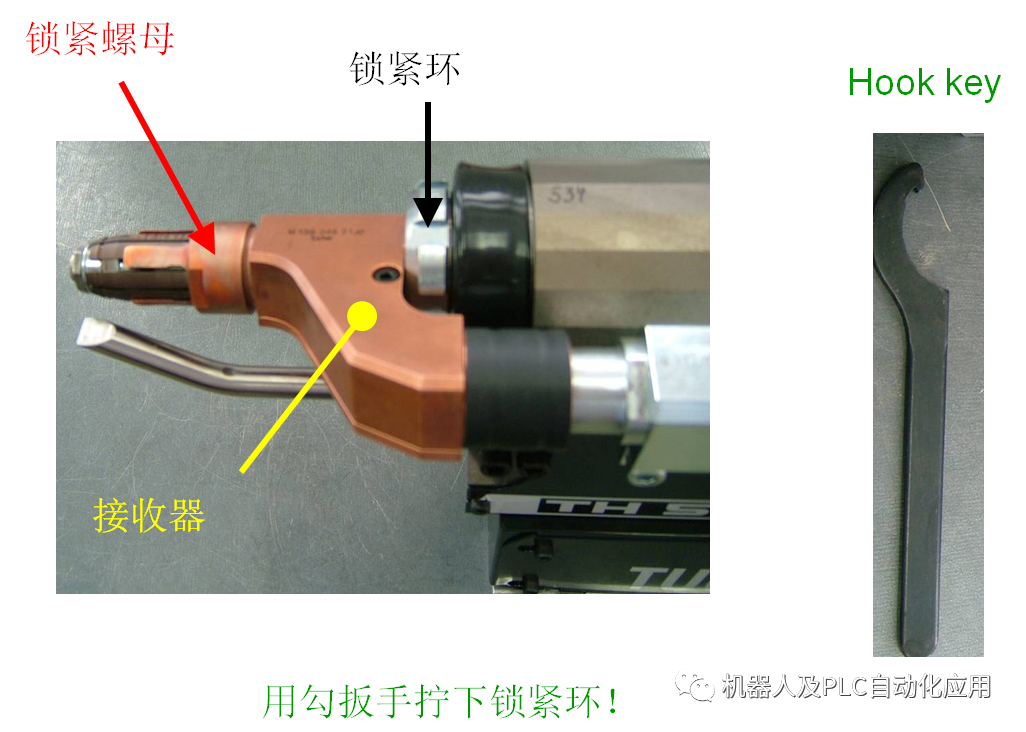
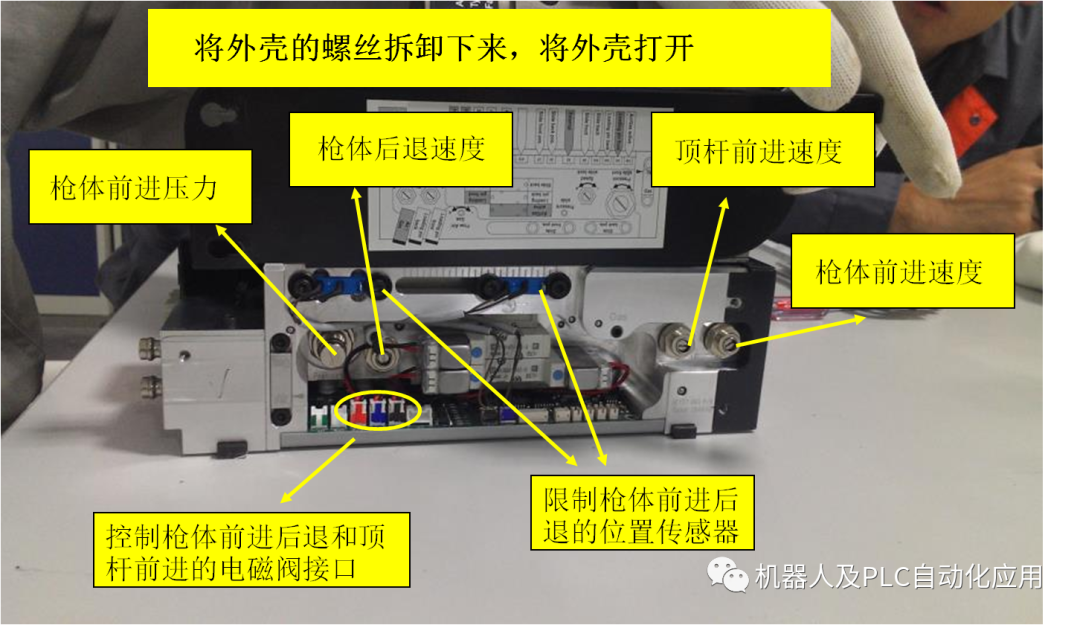
安装/拆卸TH 510 外壳
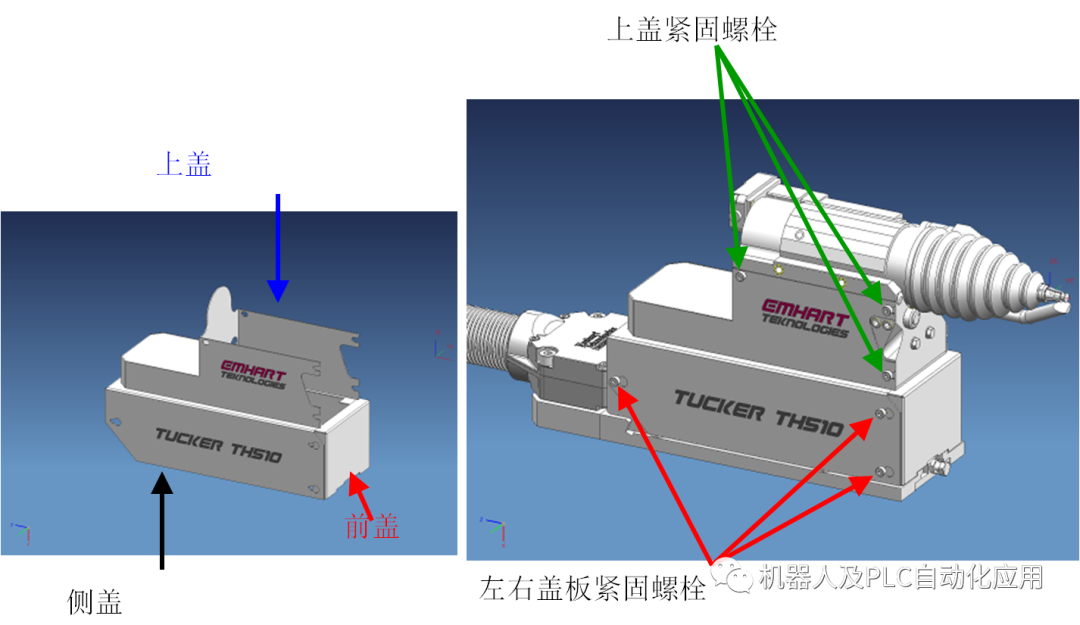
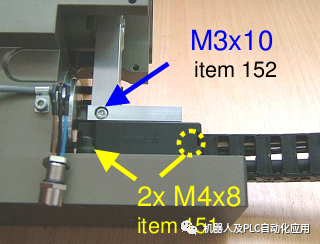
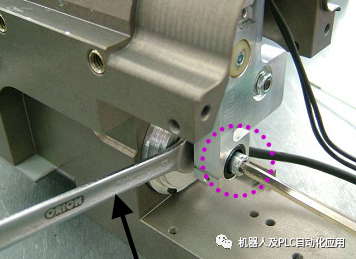
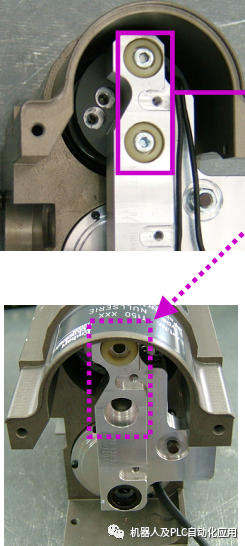
拆卸焊接头

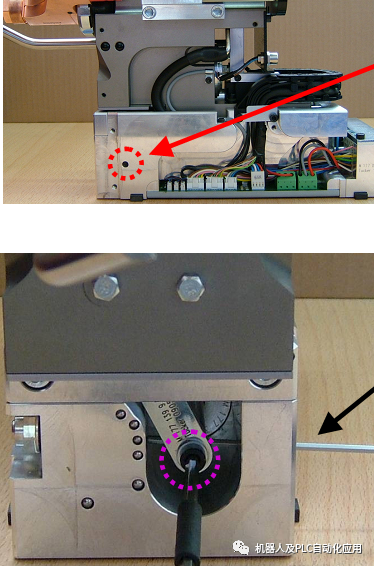
这些开口用于固定轴,并用内六角扳手3最大扭矩固定。
松开并拆下连接板(2)上的进料软管(1)。
2.用锁紧螺钉(3)松开滑动楔。
3.从转接板(4)和多联轴节插头(5)上拆下焊接头。
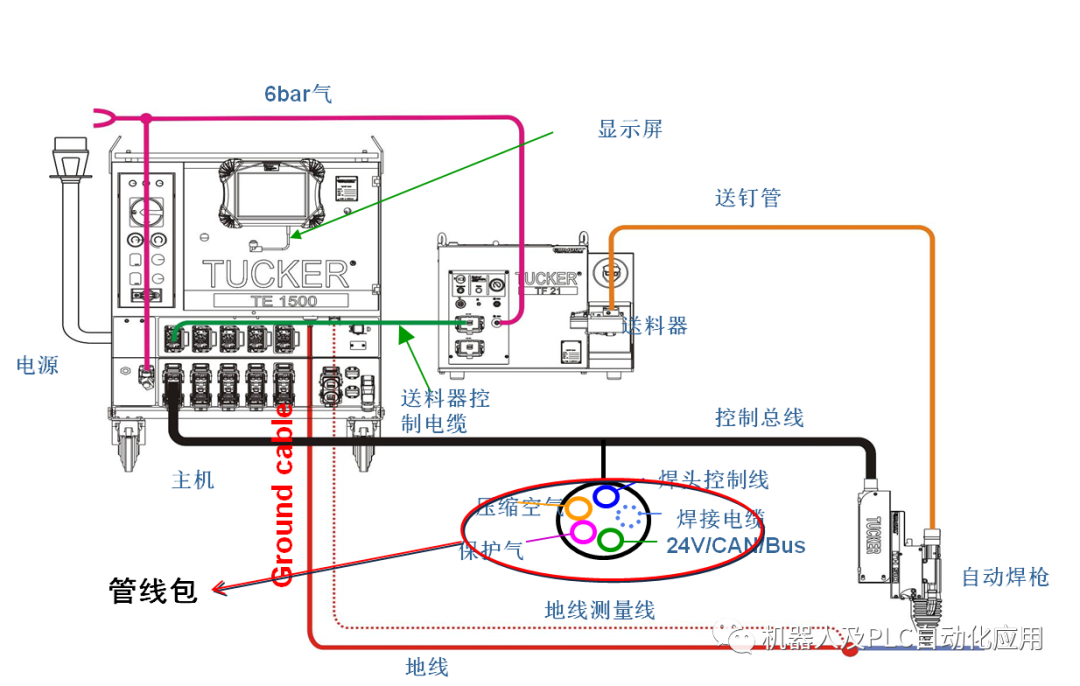
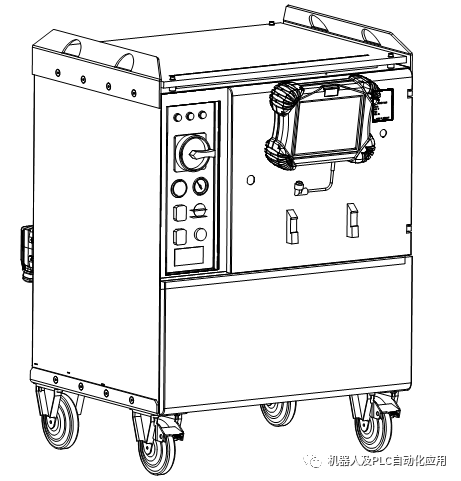
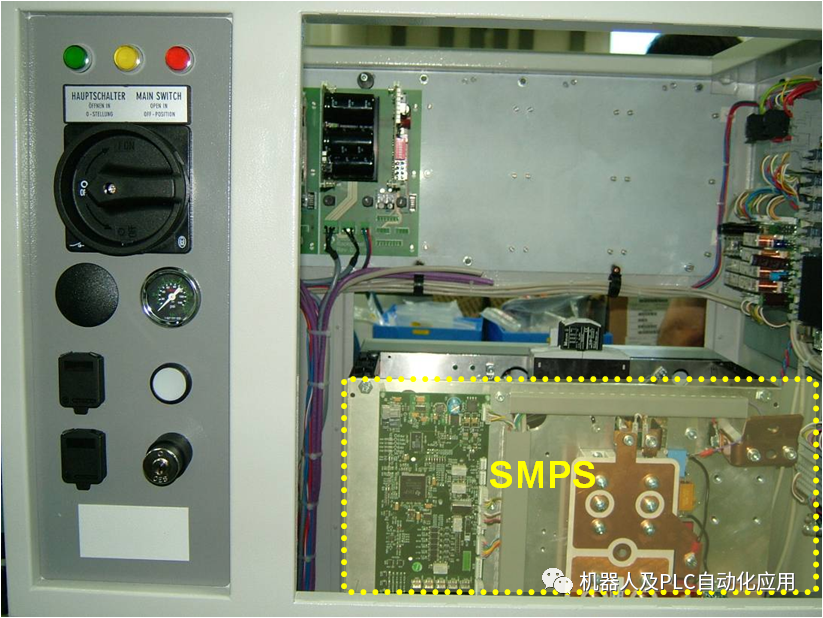
TE1500控制和能量单元

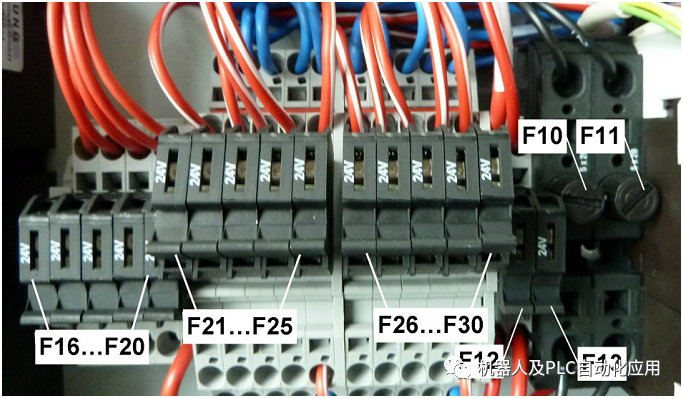
140V交流
F10 LM电源
F11 LM电源
24V直流电源
F12安全模块
F13内部电压
24V直流控制电压馈线和焊接工具
F16输出1(X1至X6)
F17输出2(X2至X7)
F18输出3(X3至X8)
F19输出4(X4至X9)
24V直流执行器电压馈线
24V直流执行器电压焊接工具
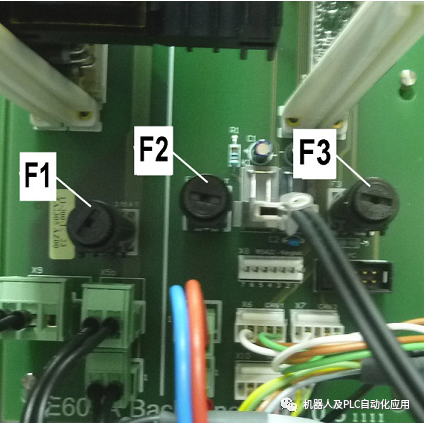
F1 140V AC LM电源
F2 24V直流控制电压
F3 I²C–24V DC外部
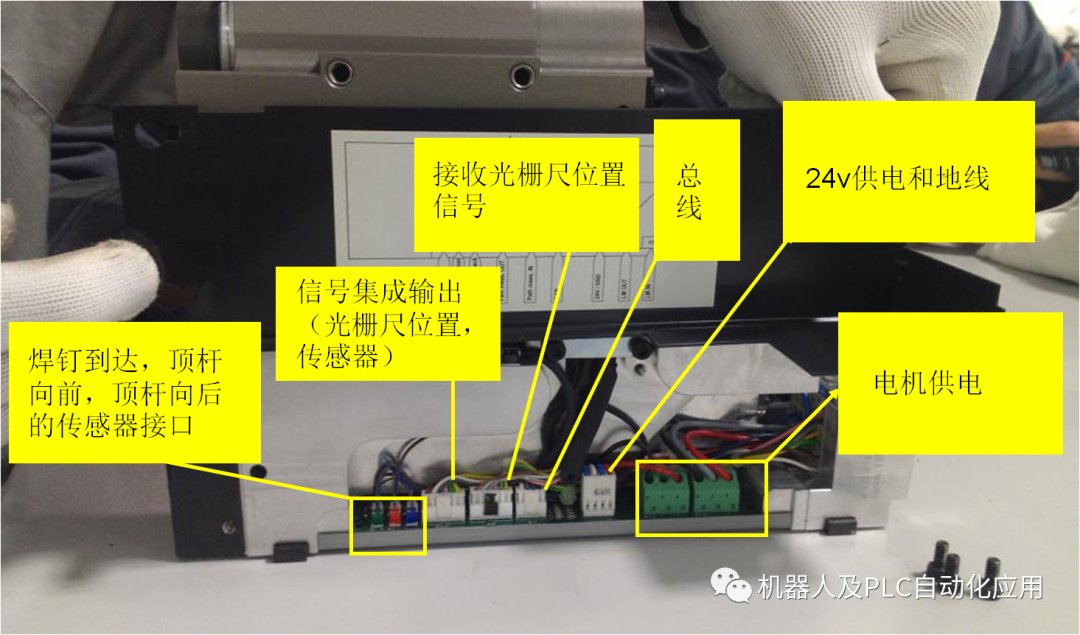
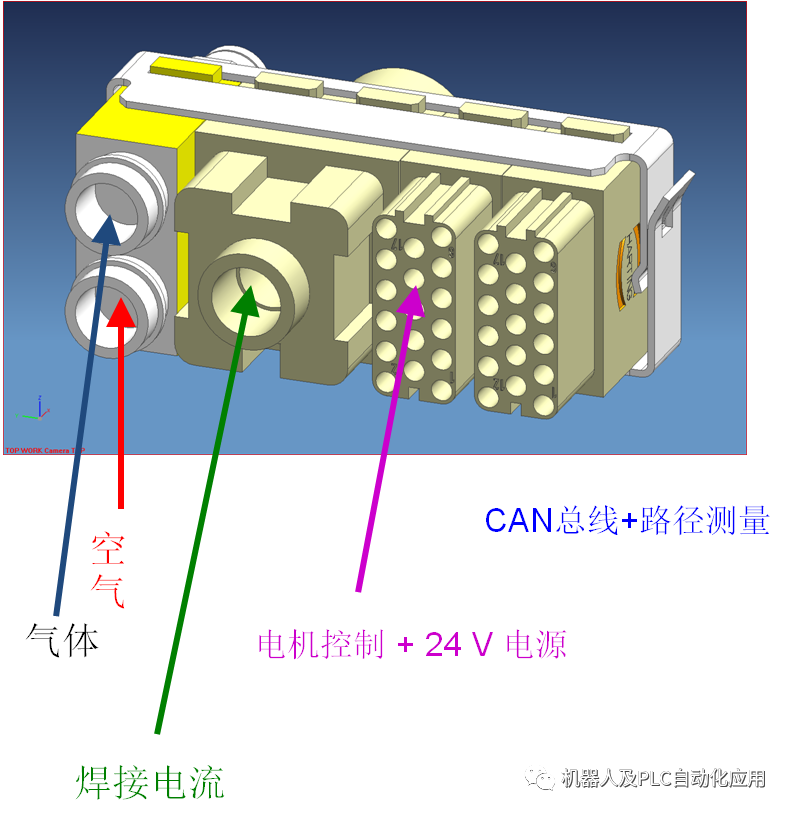
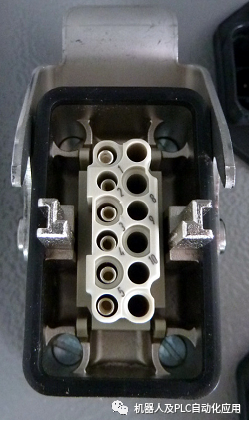
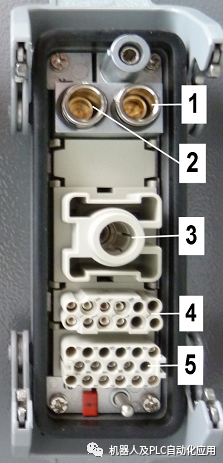
接口和连接器
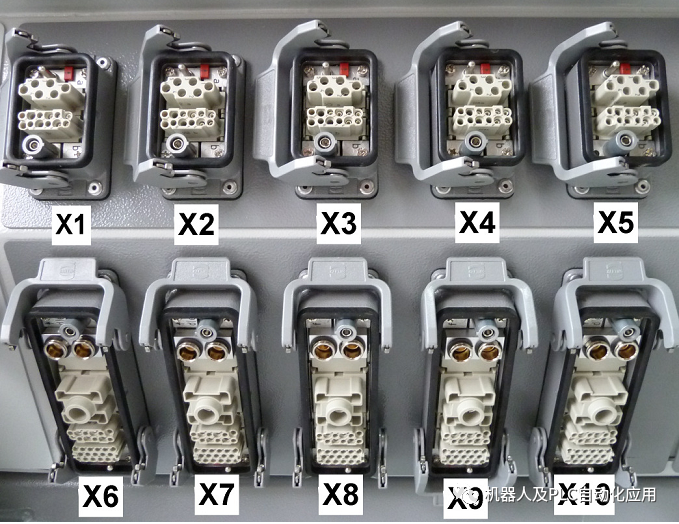


X1-X5 (1)
这里,控制线连接到馈线。
X6-10 (2)
此处,软管组件连接到焊接头。
连接保护电路X21

保护电路连接器,用于为相应的用户接口提供24V电压,并将控制和能量单元集成到用户的内部安全控制中。








当控制打开时,白色灯亮起。使用该按钮,可在紧急停止后再次打开控制装置。



关闭控制和能量单元的电源,并防止其再次切换。

-------------------END--------------------
每天进步一点点
Make small but daily progress