《轴承》2023年 第7期
引文格式:李兵建,张旭,张风琴,等.减小薄壁酚醛层压布管保持架加工变形的工艺改进[J].轴承,2023(7):39-41.
论文投稿请点击文末“阅读原文”
减小薄壁酚醛层压布管保持架加工
变形的工艺改进
李兵建1,2,3,张旭 1,2,3,张风琴1,2,3,赵志晓1,2,3,崔静伟1,2,3(1.洛阳轴承研究所有限公司,河南 洛阳 471039; 2.河南省高性能轴承技术重点实验室,河南 洛阳 471039;3.滚动轴承产业技术创新战略联盟,河南 洛阳 471039)摘要:针对薄壁酚醛层压布管保持架在加工过程中易产生变形的问题,提出多项改进措施:改进装夹方式;减少保持架装夹次数;增加保持架坯料长度;利用制作的拆取垫片附件代替手工拆取保持架;减少浸油次数并延长浸油时间。最终确定了保持架加工工艺的改进方案,实际加工表明,改进后工艺可显著减小薄壁酚醛层压布管保持架的加工变形,满足了设计使用要求。关键词:滚动轴承;保持架;酚醛树脂;变形;装夹方式;浸油薄壁酚醛层压布管保持架质量轻,工作状态下离心力小、噪声低,并具有耐磨损及自润滑性能良好等特点,常应用于高速精密轴承中[1]。高速精密轴承采用的酚醛层压布管保持架通常薄壁且兜孔数相对较多,加工过程中保持架易发生变形,导致尺寸公差、旋转精度不能满足产品技术要求,更无法满足高速轴承的使用要求。因此,本文开展工艺试验以解决薄壁酚醛层压布管保持架在加工过程中的变形问题。1 原工艺及存在的问题
以某型号薄壁酚醛层压布管保持架为例,其主要结构参数如下:外径为99.2 mm,内径为94.6 mm,壁厚为2.3 mm,兜孔数量为59。根据已有加工经验,初步确定该保持架的加工工艺为:平端面、粗车内径面和外径面、切断(保持架坯料由管料变为环状零件)→浸油(环状零件)→平端面、倒角→精车外径面→精车内径面→二次浸油→修车内径面→修车外径面→倒锐角→钻兜孔→除毛刺。为减小薄壁酚醛层压布管保持架加工中的变形,该工艺采用粗车、精车、修车工序,分3次进行保持架内、外径面的加工,3次加工则需要3次装夹,尤其是加工保持架内径面时需要以外径面装夹定位,大大增加了保持架的装夹变形概率。此外,浸油工序对薄壁酚醛层压布管保持架变形的影响也非常显著。由于保持架粗车工序至精车工序留有足够的车加工余量,第一次浸油使保持架产生的变形可经精车工序改善。利用3D轮廓仪测量第二次浸油后保持架的变形如图1所示:保持架内、外径的变形较大,其变形量可能大于保持架精车工序至修车工序的车加工余量。若为了消除保持架第二次浸油所产生的变形而增大加工余量也是不可取的,这是因为较大的加工余量也会使保持架产生一定的加工变形。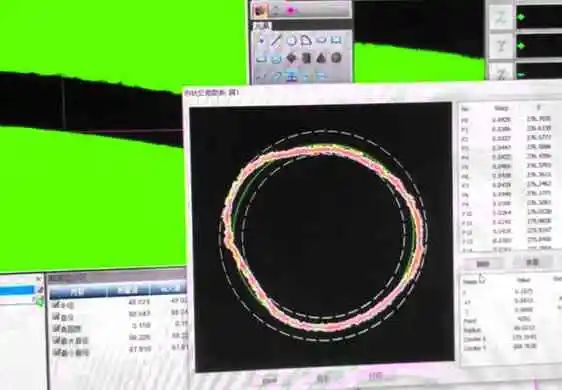
Fig.1 3D profilometer measurement diagram of cage after second oil immersion2 减小薄壁酚醛层压布管保持架变形的改进措施
2.1 改进保持架坯料的装夹方式
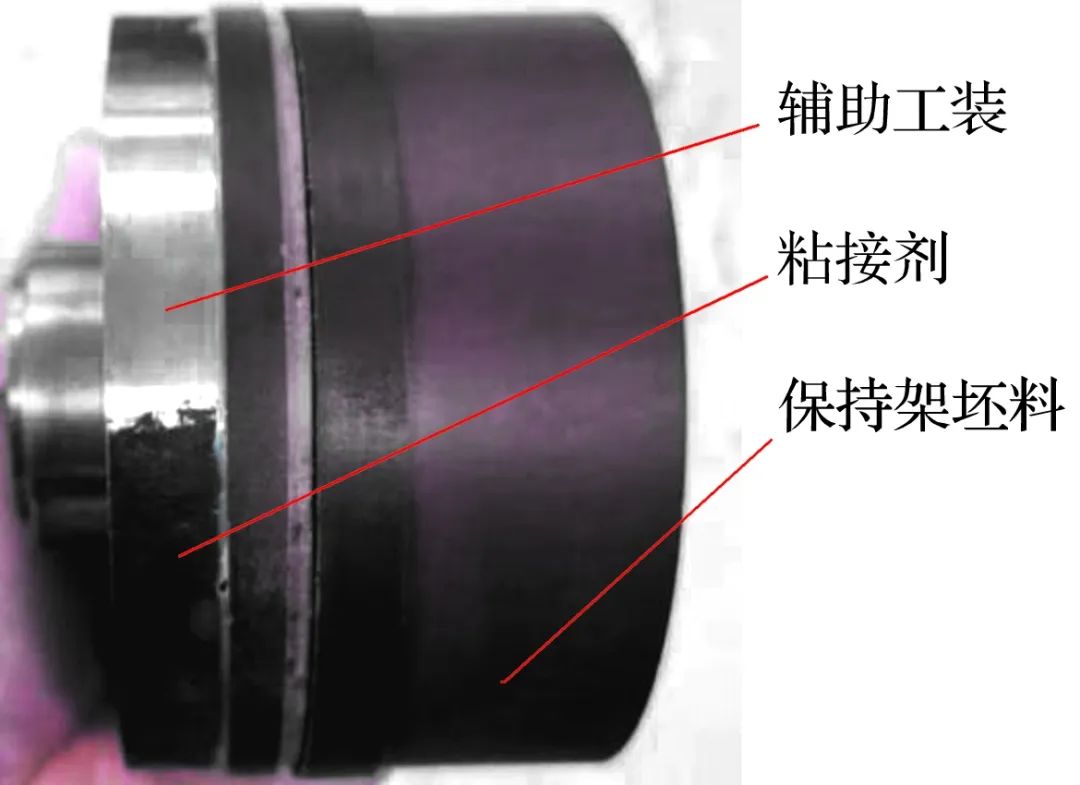
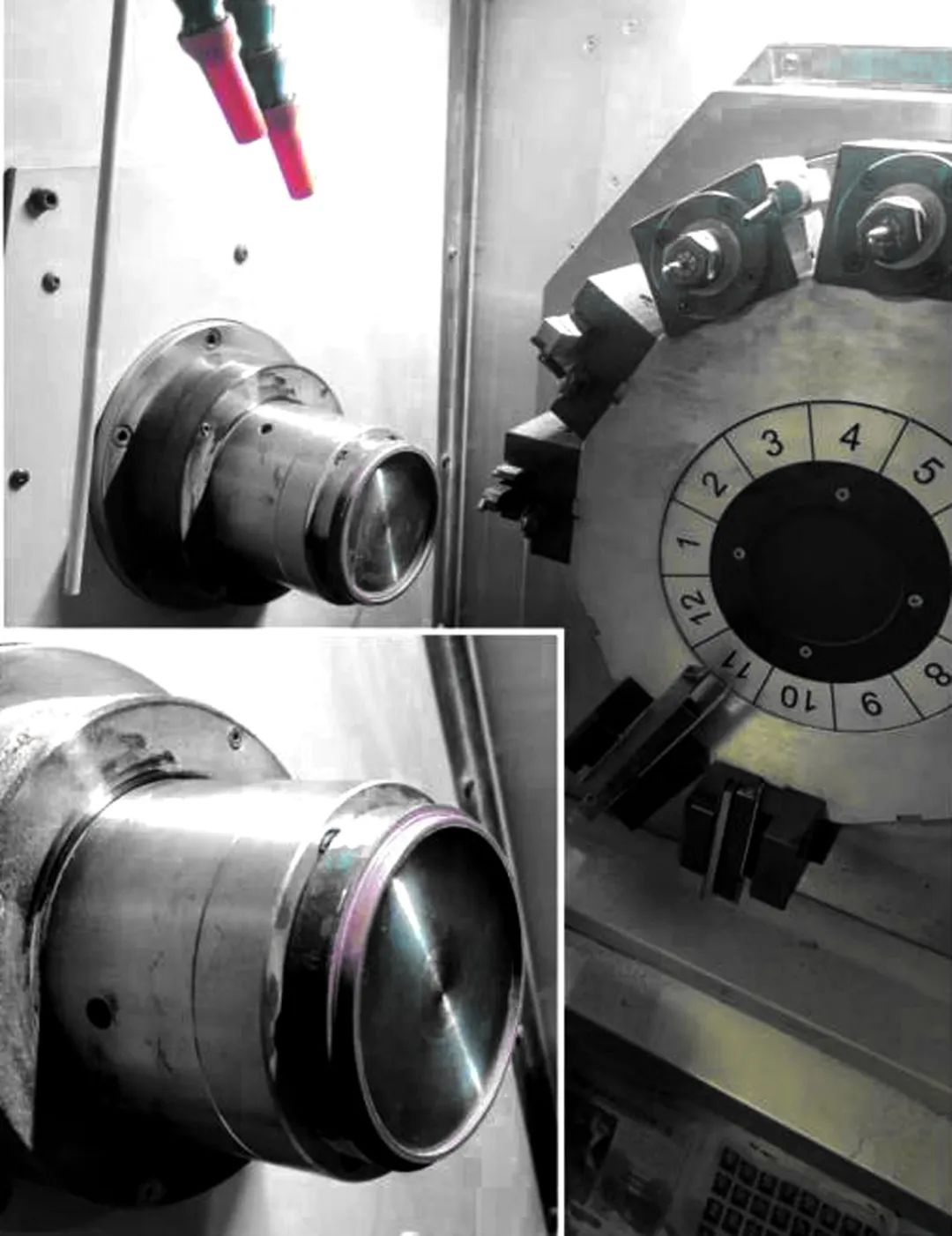
保持架加工前的坯料为管料状态,在车床上采用三爪卡盘或弹簧夹头进行夹持,完成保持架内、外径面的车加工[2]。为减少夹持对保持架变形的影响,利用粘接剂将保持架坯料粘接在辅助工装上,如图2所示,然后利用三爪卡盘或软爪夹持辅助工装完成保持架内、外径面的车加工,如图3所示。Fig.2 Bonding diagram of cage blankFig.3 Turning diagram of cage inner and outer diameter surfaces2.2 减少保持架的装夹次数
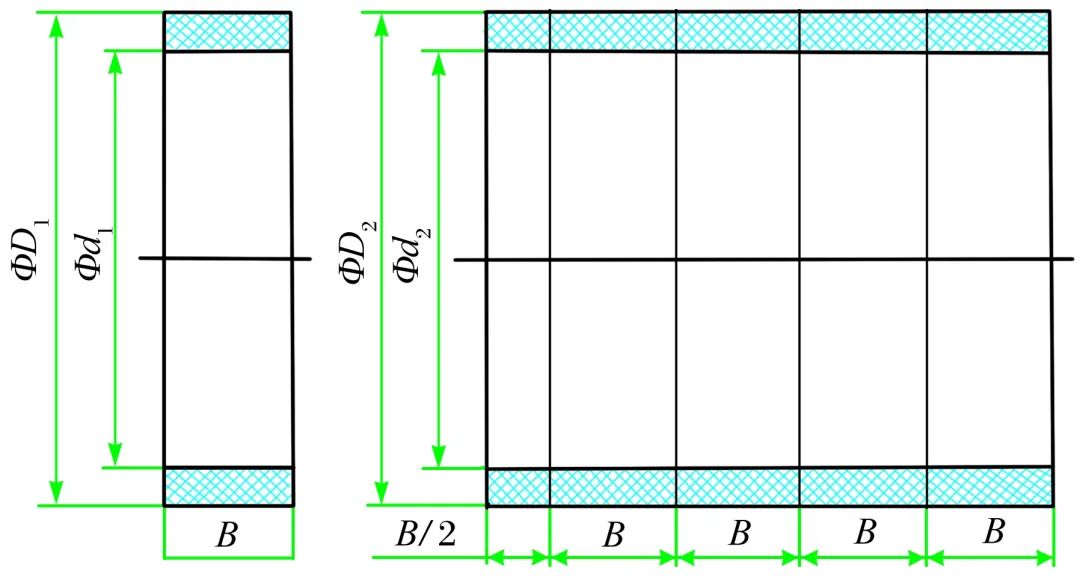
为减少装夹次数对薄壁酚醛层压布管保持架变形的影响,选择合理的切削用量和刀具几何角度,考虑采用精车、修车2道工序完成保持架内、外径面的加工,去除粗车内、外径面工序。同时不采用单个环件状态的保持架坯料,而增加保持架坯料的长度,使其坯料为管料状态,如图4所示。利用粘接剂将管料状态的保持架坯料粘接在辅助工装上,所形成的粘接层厚度较薄而均匀,并具有较好的粘接强度,可保证保持架坯料良好的装夹状态,以完成保持架内、外径面的车加工。坯料切断后,切断面的平切及倒角采用芯轴以保持架内径面定位进行加工,将不存在对保持架进行装夹。2.3 制作附件改善保持架拆取方式
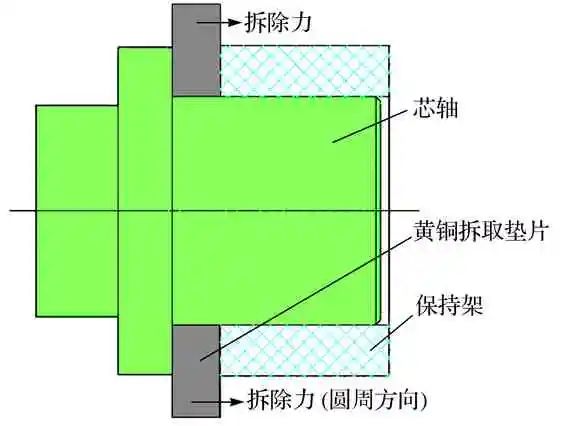
在保持架整个加工过程中,仅在平端面、倒角和钻兜孔两工序采用芯轴定位,以保持架内径面为基准进行加工,其中芯轴与保持架采用小过盈配合。现制作黄铜拆取垫片附件拆取保持架,如图5所示,拆取时,手工通过黄铜垫片向保持架施加均匀的周向拆除力,使保持架顺利脱离芯轴。该方法避免了手工拆取保持架的直接接触,减小了保持架的变形[3]。Fig.5 Diagram of tooling for disassembly of cage2.4 减少浸油次数,增加浸油时间
浸油处理对薄壁酚醛层压布管保持架的变形有显著影响,为减小保持架的变形,首先考虑将保持架的两次浸油减少为一次浸油,但须延长单次浸油时间,才能保证保持架内、外径尺寸的稳定状态。实际生产表明,保持架坯料采用管料状态浸油要优于单个环件状态,单个环件的保持架坯料浸油后内、外径的变形要大于管料状态;同时,为了保证浸油深度,管料状态的保持架坯料的内、外径面车加工余量应适当减小[4]。调整后的加工余量既要保证能够消除后续变形,又要保证浸油后的保持架尺寸具有良好的稳定性。3 改进后的加工工艺及实际加工效果
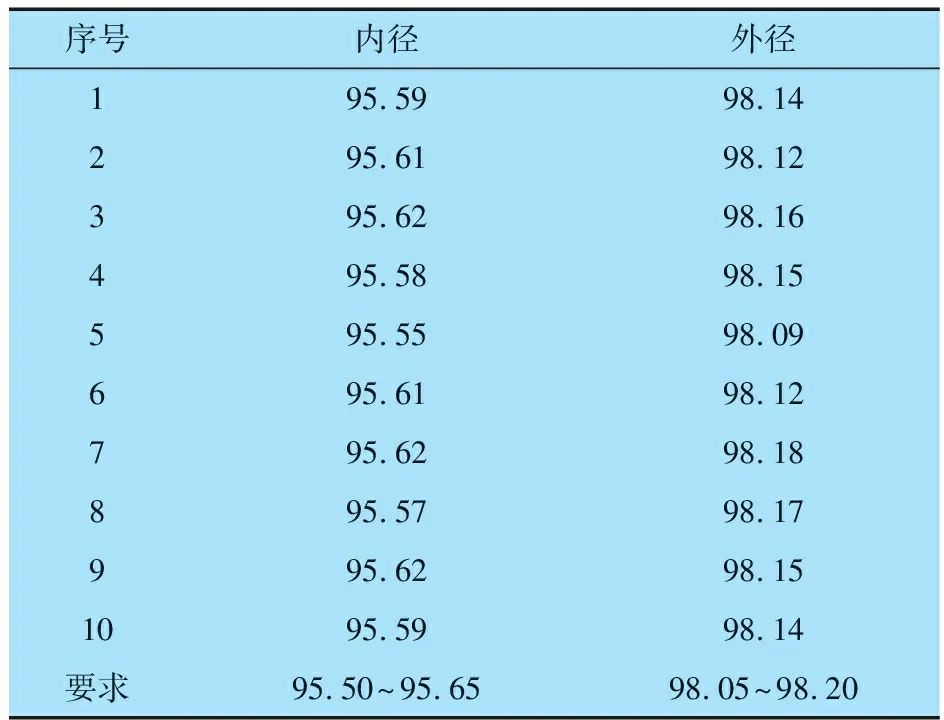
根据上述减小薄壁酚醛层压布管保持架变形的措施,对保持架加工工艺进行改进,改进后的加工工艺为:精车内、外径面(保持架坯料为管料,粘接方式加工)→浸油(管料状态)→修车内径面和外径面、平端面、倒角、切断(管料状态变为环状零件,粘接方式加工)→平端面、倒角(采用芯轴以保持架内径面定位)→钻兜孔(采用芯轴以保持架内径面定位)→手工去毛刺[5]。依据改进后的工艺对薄壁酚醛层压布管保持架进行加工,将一次浸油后的保持架坯料加工至成品。并对10件成品保持架尺寸进行检测,均满足产品设计要求,放置5天后复测成品保持架尺寸,与刚加工完成时的保持架相比尺寸有一定变化,但仍满足产品设计要求。利用3D轮廓仪测量放置5天后的成品保持架内、外径尺寸,如图6所示,内、外径尺寸检测结果见表1,均满足产品设计要求。说明改进装夹方式,减少保持架装夹次数,增加保持架坯料长度,利用制作的拆取垫片附件代替手工直接拆取保持架,减少浸油次数并延长浸油时间,可显著减小薄壁酚醛层压布管保持架的加工变形。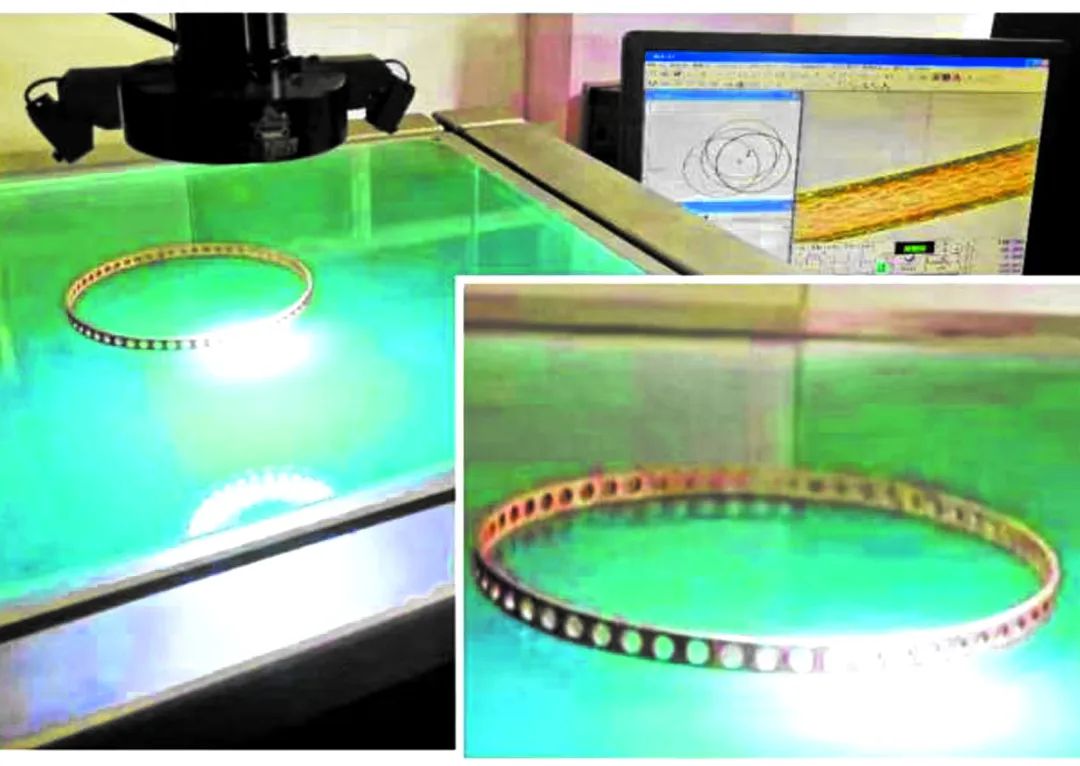
图6 成品保持架3D轮廓仪测量图
Fig.6 3D profilometer measurement diagram of finished cage
表1 保持架内、外径尺寸检测结果
Tab.1 Inspection results of inner and outer diameter dimensions of cage mm
参考文献:
[1] 张伟,李慧,王东峰.薄壁胶木保持架的加工[J].轴承,2009(3):24-25.
[2] 常永红,王超,冯振,等.大型薄壁角接触球轴承铝合金保持架加工工艺改进[J].轴承,2018(1):15-16.
[3] 郭继锋.减少薄壁工件及细长轴车削加工变形的方法[J].铝加工,2012(5):35-38.
[4] 王超,陈帅,张玉玲,等.酚醛层压布管保持架高精密加工工艺改进[J].轴承,2017(12):12-13.
[5] 刘海波,古毅,刘颖志.分离型薄壁胶木保持架钻孔裂纹分析及防止措施[J].轴承,2020(10):18-20.
Improvement on Technology for Reducing Deformation of Cages Made of Thin-Walled Phenolic Cloth Laminated Tubes
LI Bingjian1,2,3,ZHANG Xu1,2,3,ZHANG Fengqin1,2,3,ZHAO Zhixiao1,2,3,CUI Jingwei1,2,3
(1. Luoyang Bearing Research Institute Co., Ltd., Luoyang 471039, China;2. Henan Key Laboratory of High Performance Bearing Technology, Luoyang 471039, China; 3. Strategic Alliance for Technology Innovation in Rolling Bearing Industry, Luoyang 471039, China)
Abstract:In response to the problem of deformation during processing of cages made of thin-walled phenolic cloth laminated tubes,the various improvement measures are proposed: improving the clamping methods, reducing the clamping times of cages, increasing the length of cage blanks, replacing the manual labor with made disassembly gasket attachment for disassembly of cages, reducing the number and extending the time of immersion oil. An improvement scheme for processing of cages is finally determined, and the actual processing shows that the improved process can significantly reduce the processing deformation of cages made of thin-walled phenolic cloth laminated tubes, meeting the design and usage requirements.
Key words:rolling bearing;cage; phenolic resin;deformation;clamping method; oil immersion
中图分类号:TH133.33;TH162
文献标志码:B
DOI:10.19533/j.issn1000-3762.2023.07.008
收稿日期:2022-10-07;
修回日期:2023-03-30
(编辑:钞仲凯)