


你是否熟悉这个场景? 操作员将板材滑入下模,踩下踏板,检查角度,然后叹了口气。哪怕只有一度的偏差,也意味着又要开始“垫片大法”了。
那薄薄的一张图纸,往往是盈利订单与车间噩梦之间的分界线。
许多工厂把特殊模具视为“奢侈品”,习惯用标准模具加操作员的“手感”去硬抗物理规律。但当你算上试模时间、废品率和设备过早磨损的代价,那套看似“免费”的标准模具,其实是你车间里最昂贵的隐形杀手。
隐形成本:垫片、祈祷与过载
令人头秃的“垫片舞” 试图靠塞垫片来修正磨损或不平,是效率的剧毒。模具偏差哪怕仅 0.1毫米,也会导致角度波动。操作员每垫一张片,滑块压力的不均匀分布就会放大下一次的误差,导致无休止的调试循环。
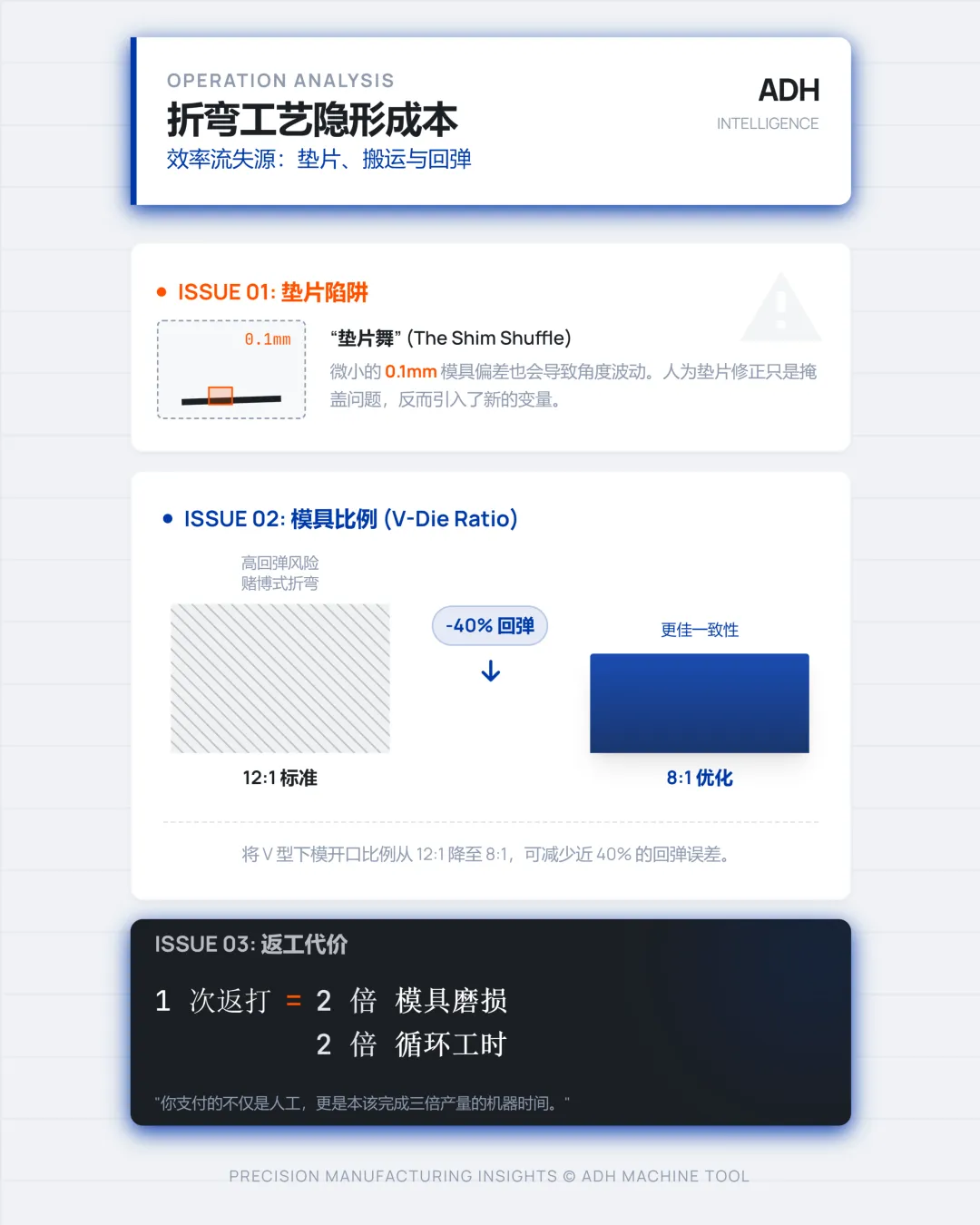
“祈祷式”空气折弯研究证实,将V型下模开口与板厚比从 12:1 降至 8:1,可减少近 40% 的回弹。但缺乏专用模具的车间只能硬着头皮用标准配置,结果就是反复过弯、修正,模具磨损加倍,工时翻倍。
吨位过载的红线铁律:绝不超过设备额定吨位的 80%。试图用高压迫使标准模具成形,是在透支机器寿命。数据显示,超载运行8万次后,部件裂纹概率增加 40%;在高产车间,液压故障风险增加三倍。 记住: 蛮力会导致滑块“独木舟效应”(两头紧、中间松),这是标准模具救不回来的。
几何解决方案:空间与干涉
折弯的本质是空间管理。当零件变成立体,它开始与机器争夺空间。与其让机器硬顶,不如用工具创造“释放区”。
1. 鹅颈冲头 (Gooseneck)
•专治: U形或槽形工件的内翻边干涉。
•原理: 颈部42°-45°后弯,掏出约8cm的深腔,“绕过”回折边。

•避坑: 70%的退货是因为接口不兼容!一定要分清 欧式(835mm) 、Amada式(67mm) 和 Trumpf式。
2. 窗口模具 (Window Dies)
•专治: 深箱体折弯,法兰顶住模具底部。
•原理: 在模体上开个“窗户”,让法兰穿过去。
•注意: 必须用 Cr12MoV 高强钢。普通钢材开窗后,折弯20mm厚板时会直接崩裂。
3. 偏移模具 (Offset Dies)
•专治: Z形折弯(段差),不想翻面。
•原理: 一刀下去,两道弯同时成形。
•效率: 消除二次定位误差,效率翻倍。长件需配合机床挠度补偿使用。
4. 锐角模 (Acute Dies)
•专治: 不锈钢和铝材的死硬回弹。
•原理: 85°-88°的夹角,允许你故意过弯3°-5°,卸载后刚好弹回90°。
•数据: 某航空厂改用此方案后,铝件废品率直接下降 73% 。
技术参数对比
| 鹅颈冲头 | |||
| 窗口模具 | |||
| 偏移模具 | |||
| 锐角模具 |
表面保护:扔掉美纹纸!
最有利润的工厂,不是擅长抛光的,而是从一开始就不产生划痕的。
胶带是陷阱:在10吨/米的压力下,美纹纸会位移、残留胶水,后续清理要浪费 15-20% 的工时。
正确姿势:
•专用保护膜:0.05-0.1mm聚乙烯膜,耐高压,减少70%摩擦痕。
•聚氨酯模具:完全消除滑动摩擦,寿命达5000+次循环。
•旋转模(翼型) :滚轮随板材动,彻底消除大尺寸板材(如机翼)的“甩板”划伤。
采购避坑:算错数=炸模具
定制模具失败的主因是数据输入错误。
1. 吨位计算核心公式
每英寸吨位 = (575 × 材料厚度² ÷ 模具开口宽度) ÷ 12 修正系数至关重要:公式基数575基于软钢。加工304不锈钢(~84,000 PSI)时,必须乘以 1.4。这意味着看似标准的折弯,实际需要增加40%的吨位。
2. 表面冶金
•氮化(Nitriding):硬度70 HRC,抗磨损,适用于激光切割件(氧化皮)。
•镀铬(Chrome):低摩擦系数,防止镀锌层或铝屑粘附(Cold welding)。
3. 订购陷阱
•强度低估:使用材料证书的“最大值”而非“名义值”。
•安全裕量:模具额定载荷应为计算值的 120% 。
•工艺混淆:严禁将气弯模具用于底弯(底弯力是气弯的5-10倍)。
五、 投资回报分析(ROI)
租赁策略 (<500件) 对于一次性订单或原型,如果 租赁费 < (额外人工+废品成本),果断租!别让模具在库房吃灰。
改制标准件 (最快回本) 在现有标准模具上磨个卸料槽或加个凸耳,成本仅 800−800−1,500,比全定制省50%,交期还快。
效率杠杆 不要急着买六位数的自动换模系统。 举个真实例子:一个40,000次冲压的长单,引入一个 1,500的定制Z形模具(合并工序)。效率提升302,700。订单做一半,模具钱就赚回来了。
六、 部署协议:首件试做
模具损坏风险最高的时刻是第一次使用。
1.吨位审计:确认机器设定 < 模具额定值。
2.材料验证:严禁使用废料试模。
3.渐进调试:从高位开始,逐步逼近目标角度。
算好每一吨力,保护好你的投资。别让那些“凑合”的习惯,继续偷走你的利润。
