手机版
二维码
购物车
(
0
)
供应
求购
公司
团购
展会
资讯
招商
品牌
人才
知道
专题
图库
视频
下载
商圈
推广
热搜:
采购方式
滤芯
带式称重给煤机
甲带
气动隔膜泵
减速机型号
无级变速机
链式给煤机
履带
减速机
首页
供应
求购
公司
团购
展会
资讯
招商
品牌
人才
知道
专题
图库
视频
下载
商圈
首页
>
资讯
>
工艺玩具
几起水泥窑系统工艺事故案例分析
日期:2023-08-20 09:29:42 来源:网络整理 作者:本站编辑
评论:0
案例一:
XX水泥1#窑窑尾电收尘爆炸事故
一、事故经过:
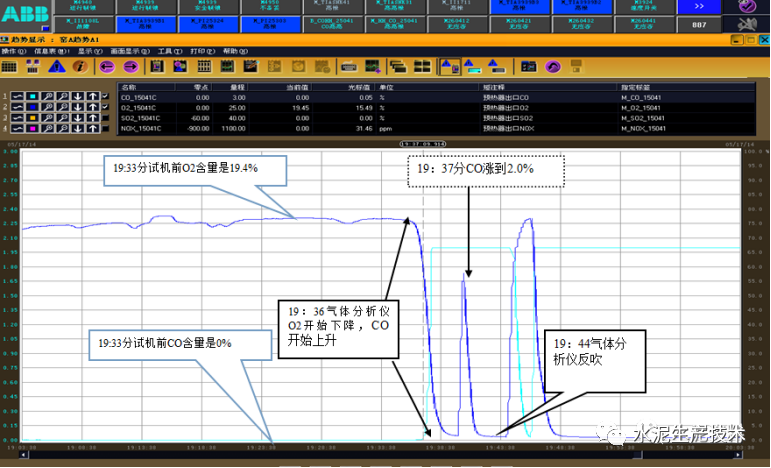
5月17日18:42分,XX水泥1#窑窑头转子秤无应答跳停,中控复位后仍无法启动,中控操作员联系电气人员进行检查处理并汇报相关领导,18:50分止料停窑处理。现场电气人员检查窑头转子秤为过载跳停,复位后联系中控开机,中控开启窑头转子秤又过载跳停,切换到现场进行反转处理,正反转均过载跳停,随即机修人员进行转子秤间隙调整,调整后19:33分现场开启窑头转子秤,开启瞬间发生“冲煤”现象,中控窑头喂煤量最高显示19.98t/h。19:36分窑尾电收尘因CO高高报联锁跳停(CO含量大于0.8%窑尾电收尘联锁跳停),预热器出口气体分析仪CO瞬间涨至满量程2.0%。
为控制预热器出口温度,止料时
1506挡板全关,19:27分1506高温风机停机,出口负压控制着-300Pa左右,1618风机挡板开度在25%。19:44分中控调整1506挡板开度为50%,中控显示CO含量从2.0%降低至0.06%时(实际此时气体分析仪正在周期性反吹),19:45中控对窑尾电收尘进行荷电,19:46分窑尾电收尘发生爆炸事故。XX水泥公司领导立即对爆炸现场进行检查,并汇报区域、股份公司领导及相关部室。
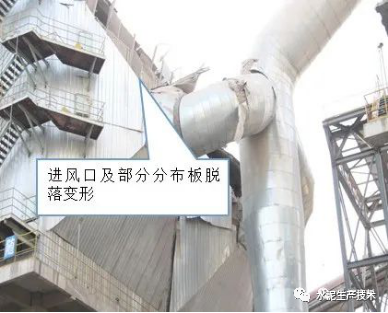
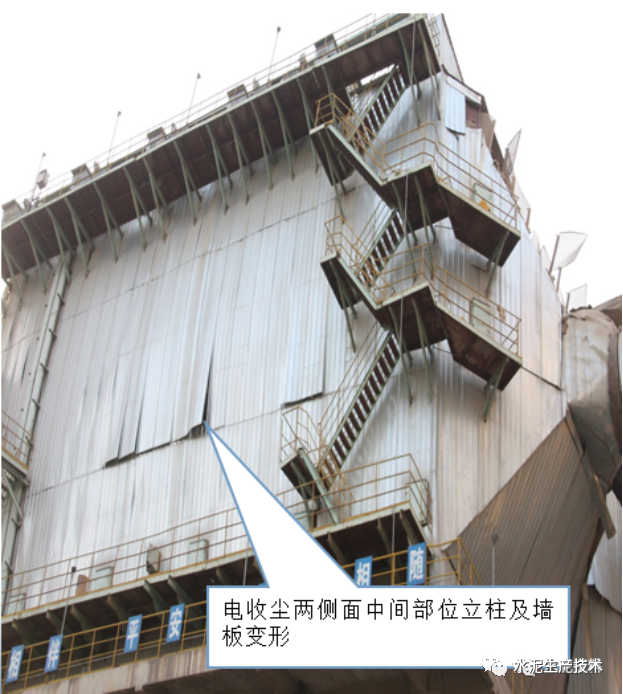
经检查,现场无人员伤亡,主要是窑尾电收尘进出风口风管及软连节炸裂、进风口及部分分布板脱落变形、出风口电收尘第五电场极板变形、电收尘侧墙部分立柱变形。
事故发生后,各相关领导第一时间赶赴现场,查看事故情况,并结合现场情况召开了恢复生产及事故分析会议,对现场恢复方案及事故防范等工作进行了布置。
二、事故原因分析:
1、窑头转子秤发生过载跳停后,因转子秤气动闸板阀关闭不严,现场调整转子秤间隙和正反转开秤时,导致19:33分至19:46分大量煤粉持续喷入窑内(约3.5吨煤粉),导致系统产生过量CO气体,CO浓度达到2.0%以上(气体分析仪满量程),窑尾电收尘联锁跳停;
2、窑头喂煤秤空载时送煤罗茨风机压力为15Kpa左右,窑满负荷生产时,窑头喂煤量为12t/h左右,送煤罗茨风机压力为26Kpa左右,在窑头秤处理故障时窑头送煤罗茨风机压力持续为35Kpa左右,实际喂煤量高达18t/h左右,中控没有准确判断,也没有采取果断措施停止喂煤罗茨风机,导致煤粉大量喷入窑内;
3、由于大量煤粉喷入窑内产生不完全燃烧,已发现窑尾烟囱持续在冒黑烟,19:44分中控显示CO含量从2.0%降低至0.06%时,实际此时气体分析仪正在周期性反吹,CO浓度仍然持续在2.0%以上,中控没有结合操作参数变化和现场情况,误判断为系统CO含量正常,19:45中控对窑尾电收尘进行荷电,19:46分窑尾电收尘发生爆炸事故。
三、防范措施:
1、各单位要高度重视收尘设备的安全运行管理,尤其是在窑系统升温、开停机及故障处理过程中,严格控制电收尘CO浓度。一是窑系统升温过程中,要关注系统CO浓度变化,预防不完全燃烧产生大量CO,当CO浓度超标或窑尾烟囱冒黑烟时,窑尾电收尘严禁荷电,应采取减煤、增大喷油量或拉风等措施,保证煤粉充分燃烧,降低CO浓度;二是在处理喂煤秤故障时,中控与现场要保持密切联系,处理前要先关闭闸板阀,并做好确认,中控若发现喂煤量失控时,应立即停止喂煤秤或停止罗茨风机,避免大量煤粉喷人导致CO浓度超标;三是中控操作员要提高综合判断能力,通过喂煤量、喂煤压力、系统温度、气体分析仪及现场烟囱冒烟情况,综合判断系统CO浓度是否超标,做出正确判断和处理,杜绝因误判断导致事故的发生;四是保证气体分析仪检测数据准确,CO浓度与电收尘联锁保护运行可靠,确认CO浓度实际值降至安全区间后,电收尘方可荷电;
2、各子公司要组织对电收尘运行安全联锁和分解炉秤运行联锁进行检查梳理,并组织对气体分析仪检测数据进行核实,加强对气体分析仪的维护和保养,确保检测数据准确和联锁保护可靠;
3、各子公司要组织对转子秤和气体分析仪进行专项培训,重点是工作原理和操作培训,提高对处理故障时的综合判断和处理能力,提高操作员对气体分析仪数据真实性的判断能力,尤其在判断CO浓度时,要关注气体分析仪在正常取样和在周期性反吹时的数据差异,避免误操作;
4、要加强生产组织体系管理,在故障处理过程中,要统一指挥,中控与现场之间保持信息畅通,要综合判断和分析故障信息,正确指导现场故障处理,确保故障处理过程中人身和设备安全。
5、各区域及子公司要深刻吸取此次电收尘爆炸事故的教训,立即组织中控操作员、工艺技术及管理人员开展此次事故和煤磨安全操作规程的学习培训,杜绝类似事故发生。
案例二:
XX公司分解炉爆炸事故
一、事故经过:
2013年9月11日6:13,XX公司高温风机跳停后,按正常联锁程序,窑将自动止料、停分解炉喂煤、减窑头喂煤,由于运行联锁被解除,操作员处理突发性事件经验不足,仅手动停止窑喂料,并于6:15将窑头煤由9.5t/h减至5.5t/h,分解炉喂煤在12t/h,6:16分左右由于分解炉内煤粉不完全燃烧,CO浓度较高发生爆炸,预热器出口压力达到最大量程(500Pa),窑尾CO含量暴涨至最大量程30000ppm,爆炸气流迅速从分解炉向两头冲击,窑头、篦冷机出现正压,预热器部分人孔门被冲开喷出火星,并于6:20左右现场发现原料磨循环风机膨胀节爆裂并通知中控,6:26操作员才停止窑头喂煤,6:29停止分解炉喂煤。事故发生后公司立即成立抢修小组,对膨胀节爆裂部位进行修补。17:30处理完毕,于22:10窑投料生产。此次事故共导致停机15:57。
二、事故原因:
1、事后对稀油站油位限位开关解体检查,由于油位低,内部浮动限位在原油位置下部,油位滑动杆在油污的作用下,位于原油位和现实油位之间,限位感应片检测油位低,导致设备跳停,现场巡检人员责任心不足,没有及时发现设备异常,是导致事故发生的起因。
2、对联锁保护的日常管理不到位,随意性较大,3月份公司检修时对窑托轮瓦温度、506风机跳停与煤粉秤等联锁保护进行了梳理完善,但在检修开窑前,未履行任何报批手续,自行解除了506风机与分解炉秤运行联锁保护,DCS技术人员未能及时发现并恢复,主要联锁保护没有起到作用是导致本次爆炸事故发生的主要原因。
3、操作员操作经验及应急处理能力不足,在窑尾高温风机跳停后,仅采取手动止料措施,而没有及时停止分解炉喂煤,炉内不完全燃烧,CO含量急剧上升发生爆炸,高温气流瞬时释放,强烈冲击预热器及出口管道,造成原料磨循环风机入口膨胀节爆裂。在设备失去联锁保护后,中控操作不当是导致事故发生的重要原因。
三、防范措施:
1、各公司窑高度重视设备保护联锁管理,严格执行《电器保护管理指导书》相关要求,设备解锁必须履行报批手续,经审批后由DCS系统管理员执行,绝不允许其他部门或个人私自解锁;同时,各公司对联锁保护程序进行再次全面梳理,完善联锁保护程序,保证设备联锁可靠,消除设备运行风险。
2、各公司要切实加强工艺技术人员和操作员培训管理,尤其是新收购和新建公司,新近人员较多,技能水平参差不齐,通过加强培训,进一步提高工艺技术水平和操作技能,提升处理异常问题的驾驭能力。
案例三:
XX水泥1#机组汽轮机房发生火灾事故
一、事故经过:
2014年5月11日上午11:33分左右,巡检工发现1#机组2#高调门压力油管抖动,OPC、AST等压力表压力波动,通知保全处相关人员检查处理。保全处处长刘XX、保全处处长助理杨XX等4人对油系统进行全面检查,但未查找出原因,初步判断为DDV阀卡阻,计划停机对阀组进行清洗。11:27分,刘XX、杨XX等到发电电力室查看负荷曲线,杨XX通知中控降负荷。
11:33分,正在电力室内查看报警记录的保全处电气主管宋XX发现汽轮机靠高调门侧冒烟,随即刘XX等四人拿灭火器到汽轮机旁灭火,但因烟气较大并且明火火势迅速扩大,无法靠近灭火,也无法按汽轮机急停按钮停机,而且火势迅速蔓延至整个汽轮机防护罩,四人随即往一楼转移并通知中控急停汽轮机,通知总降切断汽轮机房电源。11:34分报火警119,电话汇报股份公司领导及相关部室。公司同时安排人员轮流利用灭火器、消防栓对一楼可见明火进行灭火施救。12:00左右县消防队赶到现场进行灭火处理,12:30分左右火势得以控制。
据现场检查,汽轮机厂房顶部东侧两跨钢桁架垮塌,屋面彩钢瓦、三楼门窗、汽轮机防护罩烧损,二、三楼电缆、三楼仪表全部烧损(电力室完好),三层汽轮机前轴承箱、高调门、快速遮断阀等外观烧蚀,设备内部损坏情况待进一步解体检查。一楼除部分电缆烧损外,其余设备、设施基本完好。事故原因正在调查分析中。
事故发生后,各相关领导第一时间赶赴现场,查看事故情况,并结合现场情况召开紧急会议,并对
XX水泥1#机组后续处理恢复工作提出了相关要求:
1、关于事故防范。机电保全部要把现场的具体情况发布通报,要求各区域子公司吸取此次事故教训,高度重视余热发电安全运行管理,更要关注运行过程中具体参数的变化,及早发现问题,解决问题。
2、关于现场安全。现场安全工作要布置落实到人,抢修恢复方案要充分考虑安全因素,过程监护要受控,防止发生次生灾害,造成安全事故。
3、关于现场组织。要立即成立生产恢复小组,由主要负责人任组长,负责机电设备、土建恢复工作,全力以赴恢复机组运行,并做好机组恢复过程中的生产组织工作,确保其他主机设备安全稳定运行。
4、关于抢修工作分工。机电保全部、工程部要牵头落实抢修单位,指导XX水泥尽快恢复机组运行;调度中心要全程跟踪抢修过程安全工作布置落实情况,指导XX水泥抓好抢修过程安全管理。
5、关于保险理赔。保险理赔工作要快速跟进,保险公司已到现场了解事故情况,并拍照留存,XX水泥公司需持续跟进,做好与保险公司的信息沟通,确保事故理赔及时、全面。
二、防范措施:
1、各单位立即组织余热发电隐患排查,重点检查油管道的漏油情况,高温管道保温情况,汽轮机、高调门等漏油情况,电缆老化及接头情况。
2、要求对各漏油点立即落实治理,对破损的保温立即组织恢复;对油品泄露污染的保温层拆除更换。
3、对电缆桥架增加盖板防护,穿过汽轮机岛的动力电缆改用穿管布置;对润滑油管道的密封垫和蒸汽管道的密封垫利用检修每年定期更换。
4、汽轮机大修时对润滑油管道进行重新布管,所有接头(法兰或焊缝)部位必须避开高温蒸汽管道,建议采用承插式刚性接头,避免采用法兰连接。当前的法兰接头部位要求加强点检,在高温部位出现漏油必须停机更换密封垫。
5、检修电源箱全部移装到侧墙面,不得在油管或蒸汽管道附近安装电源箱,电源箱电缆采用穿管布置。
6、机头轴承箱的观察窗要求采用螺纹锁固胶对螺栓与壳体之间进行密封,玻璃面采用硅橡胶密封垫,防止渗漏油。
案例四:
XX水泥六线煤磨热风管道垮落事故
一、事故经过:
2014年1月19日20:55分,XX水泥六线煤磨操作员发现煤磨系统设备全部跳停,同时现场巡检人员发现煤磨热风管道(窑头平台纤维膨胀节至煤磨房纤维膨胀节段长度约22米)垮落,事故发生后,XX水泥立即上报集团、股份公司领导,以及股份公司相关部室和XX建材设计院。股份公司总经理助理李XX当晚第一时间赶到现场,察看事故现场并对设备恢复和原因调查等相关工作进行了部署。1月20日,机电保全部、装备成套部、工程技术部、XX水泥、XX建材设计院等相关人员共同在现场研讨拟定了恢复方案,预计1月25日完成抢修工作。
二、防范措施:
1、请各单位组织对生产线大型通风管道进行专项检查,重点检查风管固定支撑是否可靠,焊缝是否脱焊,底座有无变形,同时根据检查结果及时组织进行处理;
2、检查风管活动支撑是否灵活,是否存在干涉,支架的焊缝和底座有无脱焊及变形现象,确保活动支撑工作性能可靠;
3、为避免管道耐磨处理后增加的重量对支撑和管道自身产生影响,请参照相关设计要求重新对管道内壁耐磨处理所增加的重量和面积进行复核,确认其是否在设计允许范围之内;
4、充分利用每次计划检修机会,组织从风管内部对管道壁厚磨损情况及焊缝情况进行检查和处理;
5、新建生产线组织对烟风管道的施工质量进行检查,重点确认管道焊缝与设计要求相符,确认管道支撑用材及焊接与设计相符,确认捣打料等防磨处理面积和重量与设计相符,规范工程验收管理流程,确保设备开机后的安全稳定运行。
案例五:
XX水泥2#窑内耐火砖塌落事故
一、事故经过:
根据计划检修安排,
XX水泥2#窑于8月4日-19日进行为期15天的计划检修,本次检修窑内更换了47.8-62m的耐火砖,18日检修结束,并于20:08点火升温,19日11:50头;投料,16:22窑喂煤量加至350t/h后稳定运行。
8月20日0:00左右,当地出现持续暴雨,期间2438斗提出现两次无应答跳停,窑两次止料后复产,中间过程加减产量频繁,窑况波动不稳,20日1:47分,2#窑45-47.8和62-64.4M耐火砖发生大面积垮落,公司进行停窑处理。
二、原因分析:
1、公司2#窑检修部彻底,本次检修历时15天,检修安排时间较长,XX水泥工艺管理人员对耐火材料检查不认真,对更换的47.8-62m耐火砖前后部分交接位置的外观监测和判断不仔细,特别是对该部分使用周期较长的耐火砖的后续使用没有预见性,未明确具体后续使用要求,也未采取有效的防范措施。
2、在本次窑检修期间,设备检修不到位,检修结束后投料不到24小时,现场设备即两次出现故障跳停,导致窑频繁止料复产,系统运行不稳定,遇暴雨导致窑在开机中受热不均,筒体急剧收缩,窑砖出现垮塌。
3、公司投料保驾不力,保驾方案不细,在遇恶劣天气情况时,没有有效应对措施,开停窑过程中操作调整不及时,一定程度上加剧了工艺事故的发生。
三、防范措施:
1、希望各区域,子公司要加强窑检修管理,按照“检修彻底,彻底检修”的管理要求,做好过程的全方位跟踪,保证检修质量,搞好检修结束和的OK表确认工作,强化每一级参检人员的责任意识,杜绝检修返工。
2、区域专业组要加强对子公司重大检修项目工作的关心和指导,要集中区域资源和力量,结合运行中的瓶颈问题和运行质量情况,有针对性的开展研讨和指导,对重大检修计划进行不要的评审,检修过程中要加以关注,必要时要集中区域力量集中攻关,同时要做好加检修效果评价工作,不断总结提高。
3、耐火材料检修期间,各级工艺技术人员及相关管理人员要严格执行股份公司耐火材料维修管理办法,全过程要安排专人检修跟踪把关,并对检修后的耐火砖进行逐环检查确认,发现问题要及时进行汇报记录并协调处理,确保不留隐患。
4、要加强恶劣天气情况下的生产运行管理,要有预见性的做好保驾方案并带领岗位人员学习掌握,突发故障时要启动紧急方案,提高设备运行受控度,确保系统稳定运行,杜绝事故的发生。
来源:水泥资料
关注我们
微信公众号|水泥生产技术
打赏
更多
>
同类资讯
• 2026年中国新式散酒行业分析
0
条
相关评论
推荐图文
推荐资讯
点击排行
网站首页
|
关于我们
|
联系方式
|
使用协议
|
版权隐私
|
网站地图
|
排名推广
|
广告服务
|
积分换礼
|
网站留言
|
RSS订阅
|
违规举报
|
皖ICP备20008326号-18
(c)2008-2022 免费发布网 All Rights Reserved