




科学制定降本增效实施方案

1
优化生产管控 确保四个正常化

秉持装置稳定运行就是最大效益理念,合理安排装置生产负荷、产品结构及在制品调整工作;加大工艺报警、巡检、交接班、生产隐患等生产管理和考核力度,规范各类生产记录,及时发现并消除生产隐患,避免发生非计划停车;通过技术攻关、设备调试、工艺调整,恢复生产三乙二醇产品,增加装置弹性和市场竞争力;柔性化生产二乙二醇,节约蒸汽、循环水和电能等燃动成本;组织专业技术人员与各生产车间研究制定装置操作程序,明确标准化操作方法和步骤,使员工可以全面清晰地掌握操作全流程;优化环氧乙烷装车操作规程,严控现场装车操作,降低环氧乙烷装车超差数量。

严格操控生产装置
2
防控风险 筑牢安全环保底线
健全公司安全风险隐患排查和双重预防机制建设,全方位、全过程、全员深入辨识和评估公司的安全风险,认真落实危险与可操作性分析提出的安全整改建议,有效落实安全管控措施,确保安全风险处于可控状态;提升双重预防机制数字化建设水平,完善责任人隐患排查任务清单,使用移动终端开展隐患排查;完成空分装置生产线“黑灯工厂”重点项目建设工作,有效提高装置的自动化和本质安全水平,提高应急处理效率,减少人的不安全行为因素影响以及事故发生时对人员的伤害,保证装置安全平稳运行。
 加强现场安全管理
加强现场安全管理
3
强化能源管理 实现节能降耗
通过技术改造、能源改造措施降低环氧乙烷/乙二醇装置能耗,增加企业经济效益;降低环氧乙烷/乙二醇装置七效蒸发塔回流水量,在确保产品质量稳定的前提下,逐步降低回流水流量总计1.5至2吨每小时,减少中压蒸汽使用量;实时关注冬季气温动态,及时调整伴热水使用量;结合夏季高温工况,增加过滤器换洗频次,提高换热器效率,节约循环冷却水的消耗。

现场调研开展技术改造
4
持续推进设备管理提升行动 做好修旧利废工作
高标准开展“责任区域及设备设施规格化”示范创建项目,强化设备包机管理制度,着力现场设备、设施的日常检查与维护,提高设备设施完好率,确保重大设备和检维修质量事故为零;延长乙二醇装置氮气压缩机检修周期,由12个月调整至24个月,延长空分装置氮气压缩机检修周期,由400小时变更为600小时,设立党员责任区,做好设备运行状态监测工作,节约检维修成本;提高备件修旧利废及国产化率,降低往复压缩机维修频次,节约备件采购成本。
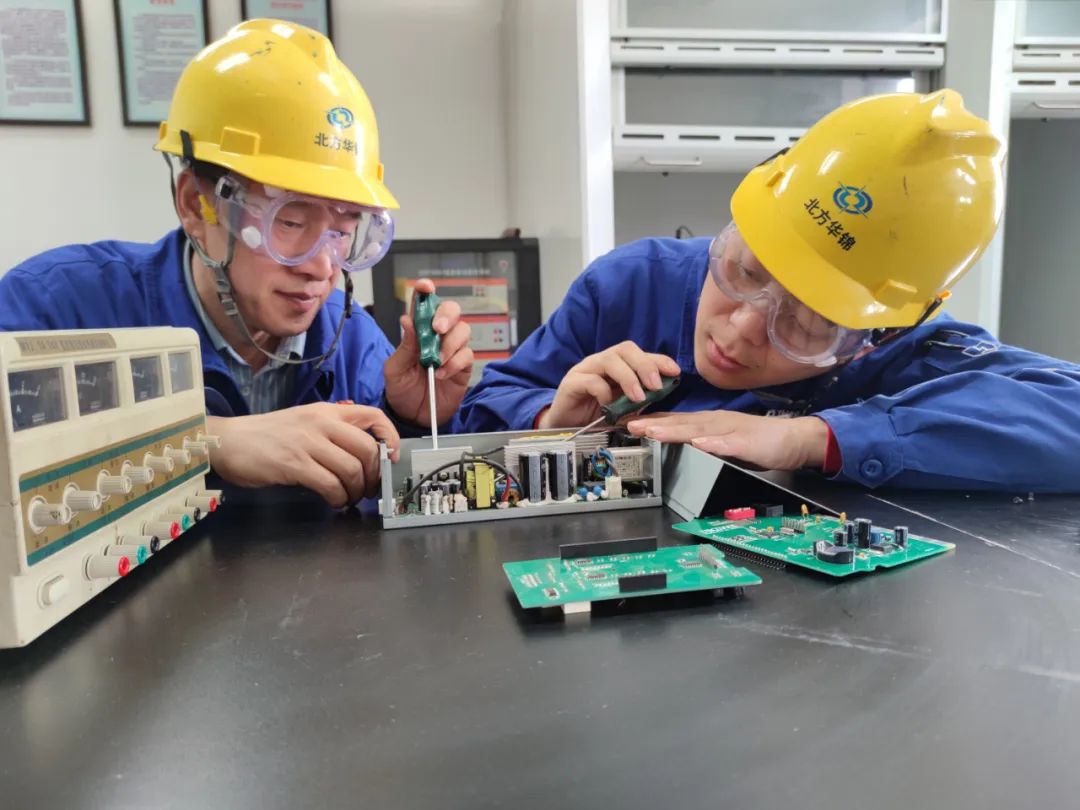
维修废旧设备节约采购成本
