


ж‘ҳиҰҒпјҡзғӯжҲҗеһӢй’ўе…·жңүй«ҳејәеәҰгҖҒиҪ»йҮҸеҢ–зӯүзү№зӮ№иў«и¶ҠжқҘи¶Ҡе№ҝжіӣиҝҗз”ЁиҮіжұҪиҪҰиҪҰиә«з”ҹдә§еҲ¶йҖ дёӯпјҢдҪҶз”ұдәҺзғӯжҲҗеһӢй’ўиҮӘиә«зҡ„еҢ–еӯҰжҲҗеҲҶеҸҠ жҲҗеһӢж–№ејҸйҖ жҲҗеҸҜз„ҠжҖ§иҫғе·®гҖҒжҳ“дә§з”ҹйЈһжә…е’Ңз„ҠзӮ№дёҚиүҜгҖӮжң¬ж–ҮйҮҮз”Ёйў„зғӯз”өжөҒгҖҒйў„зғӯз”өжөҒ + еҚ•и„үеҶІ / еӨҡи„үеҶІз”өйҳ»зӮ№з„Ҡе·ҘиүәеҜ№зғӯжҲҗ еһӢй’ўдёүеұӮжқҝиҝӣиЎҢз„ҠжҺҘпјҢеҜ№жҜ”дәҶдёҚеҗҢжЁЎејҸдёӢз„Ҡж ёзӣҙеҫ„ / еӨ–и§ӮйқўгҖҒжҠ—жӢүејәеәҰгҖҒзҺ°еңәи·ҹиёӘйЈһжә…жғ…еҶөгҖҒеҚҡдё– KSR жӣІзәҝгҖҒйҮ‘зӣёжҳҫеҫ®еҲҶ жһҗгҖӮз ”з©¶иЎЁжҳҺйў„зғӯз”өжөҒ + дәҢж¬Ўи„үеҶІдёәжңҖдјҳз„ҠжҺҘе·ҘиүәпјҢеҸҜиҺ·еҫ—ж— йЈһжә…гҖҒжҠ—жӢүејәеәҰй«ҳгҖҒз»„з»ҮеҸҠжҖ§иғҪиүҜеҘҪзҡ„з„ҠжҺҘжҺҘеӨҙгҖӮ е…ій”®иҜҚпјҡзғӯжҲҗеһӢй’ўпјӣеӨҡи„үеҶІпјӣйЈһжә…пјӣз„Ҡж ёзӣҙеҫ„пјӣжҠ—жӢүејәеәҰ |

2гҖҖиҜ•йӘҢжқҗж–ҷеҸҠж–№жі•
В В иҜ•йӘҢеҹәдәҺжҹҗиҪҰеһӢBжҹұдёүеұӮжқҝз»„иҝӣиЎҢз„ҠжҺҘпјҢжқҗж–ҷдёәе®қй’ўз”ҹдә§ 0.7mmGD54D+ZF-SL й•Җй”ҢжқҝгҖҒ1.4mmGHF1500ASдёҺ1.4mmGHF1500AS зғӯжҲҗеһӢй’ўпјҢиҜ•зүҮй•ҝ110mmпјҢ е®Ҫ
35mmгҖӮйҮҮз”ЁABBжңәеҷЁдәәиҝӣиЎҢзӮ№з„ҠпјҢз”өжһҒеёҪжқҗиҙЁдёә CrZr-CuпјҢз«Ҝйқўдёә 6mmпјҢиҜ•йӘҢеҸӮж•°и§ҒиЎЁ 2гҖӮ
3гҖҖиҜ•йӘҢз»“жһңдёҺеҲҶжһҗ
3.1гҖҖзӮ№з„ҠиЎЁйқўеҸҠKSRжӣІзәҝ
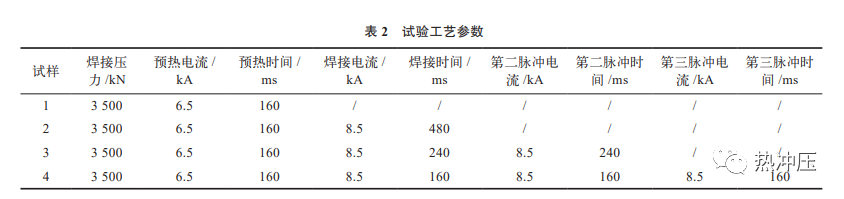
В В В еңЁдёҚеҗҢи„үеҶІж¬Ўж•°дёӢABBжңәеҷЁдәәзӮ№з„Ҡж—¶пјҢеҲ©з”ЁBOS600жҺ§еҲ¶еҷЁеҜ№з”өйҳ»жӣІзәҝиҝӣиЎҢ收йӣҶпјҢжӯӨжЁЎејҸдёӢдёәжҒ’жөҒKSRи®°еҪ•гҖӮBOS600жҺ§еҲ¶еҷЁжң¬иә«е…·жңүзӣ‘жҺ§з„ҠжҺҘиҝҮзЁӢдёӯз”ө йҳ»йҡҸж—¶й—ҙеҸҳеҢ–зҡ„еҠҹиғҪпјҢеҗҢж—¶иҜҘжӣІзәҝиғҪеӨҹж №жҚ®з”өйҳ»еҖјзҡ„йҷЎ йҷҚеҲӨж–ӯз„ҠжҺҘиҝҮзЁӢдёӯжҳҜеҗҰдә§з”ҹйЈһжә…еҸҠдҪ•ж—¶дә§з”ҹйЈһжә…гҖӮдёҚеҗҢи„үеҶІж¬Ўж•°дёӢз„Ҡж ёиЎЁйқўжҜӣеҲәеҸҠ KSR жӣІзәҝжғ…еҶөеҲҶеҲ«еҰӮеӣҫ 1гҖҒ2 жүҖзӨәгҖӮ
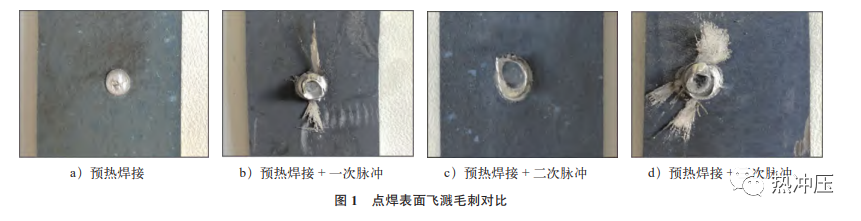
В В В еӣҫ1aпјүгҖҒеӣҫ1cпјүеҲҶеҲ«дёәйў„зғӯз„ҠжҺҘгҖҒйў„зғӯз„ҠжҺҘ+дәҢж¬Ў и„үеҶІз„ҠжҺҘпјҢз„ҠзӮ№иЎЁйқўж— йЈһжә…жҜӣеҲәпјҢKSRжӣІзәҝе№іж»‘жңӘеҸ‘з”ҹ йЈһжә…зҺ°иұЎгҖӮеӣҫ1bпјүгҖҒеӣҫ1dпјүеҲҶеҲ«дёәйў„зғӯз„ҠжҺҘ+ дёҖж¬Ўи„үеҶІгҖҒйў„зғӯз„ҠжҺҘ+дёүж¬Ўи„үеҶІз„ҠжҺҘпјҢз„Ҡж ёиЎЁйқўеқҮжңүйЈһжә…жҜӣеҲәпјҢдё”йў„зғӯз„ҠжҺҘ+дёҖж¬Ўи„үеҶІеңЁ241msдёҺ350msе…ұдә§з”ҹдёӨж¬ЎйЈһжә…пјҢ йў„зғӯз„ҠжҺҘ+дёүж¬Ўи„үеҶІйў„зғӯеңЁ 266ms еӨ„дә§з”ҹйЈһжә…гҖӮ
3.2гҖҖз„Ҡж ёзӣҙеҫ„дёҺжҠ—жӢүејәеәҰ
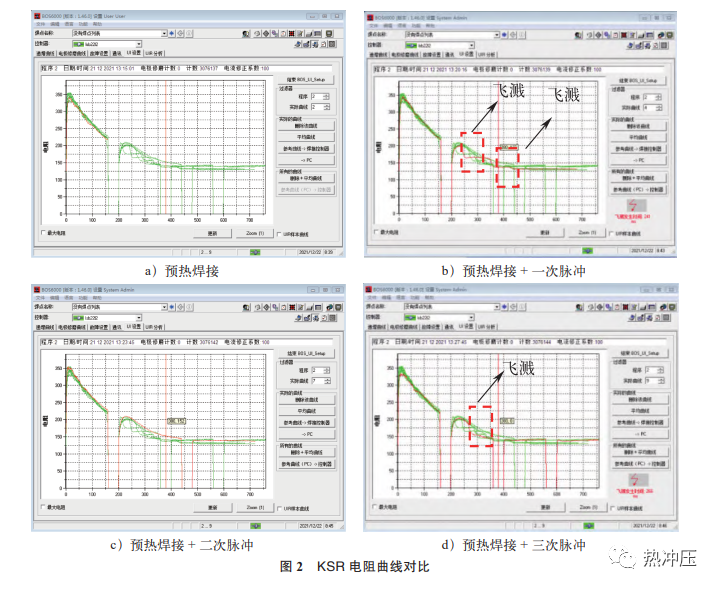
В В В е°Ҷ 4 з»„иҜ•ж ·еҲҶеҲ«иҝӣиЎҢзәҝеҲҮеүІгҖҒ镶еөҢгҖҒзІ—зЈЁгҖҒз»ҶзЈЁгҖҒжҠӣе…үгҖҒ4%зЎқй…ёй…’зІҫжә¶ж¶Іи…җиҡҖпјҢеҲ©з”Ёеҫ·еӣҪеҫ•еҚЎ DVM6A еһӢз«ӢдҪ“жҳҫ еҫ®й•ңжөӢйҮҸз„Ҡж ёзӣҙеҫ„пјҢеҰӮеӣҫ3жүҖзӨәпјҢи“қиүІзәҝжқЎд№Ӣй—ҙдёәй•Җй”Ңй’ўжқҝдёҺзғӯжҲҗеһӢй’ўз„Ҡж ёпјҲз„Ҡж ёв‘ пјүпјҢзәўиүІзәҝжқЎд№Ӣй—ҙдёәзғӯжҲҗ еһӢй’ўдёҺзғӯжҲҗеһӢй’ўз„Ҡж ёпјҲз„Ҡж ёв‘ЎпјүпјҢжқҝжқҗ3дёә0.7mmй•Җй”ҢжқҝпјҢзҫҺзү№ж–ҜCMT5105еһӢз”өеӯҗдёҮиғҪиҜ•йӘҢжңәиҝӣиЎҢжҠ—жӢүејәеәҰжөӢиҜ•пјҢи§ҒиЎЁ3гҖӮ
В В В еҪ“д»…йҮҮз”Ёйў„зғӯз„ҠжҺҘж—¶пјҢз„Ҡж ёв‘ й•Җй”ҢжқҝдёҺзғӯжҲҗеһӢй’ўд№Ӣй—ҙиЈӮзјқиҫғеӨҡпјҢеҸ—зғӯз—•иҝ№дёҚжҳҺжҳҫпјҢжңүж•Ҳз„Ҡж ёиҝһжҺҘйғЁеҲҶеҸӘжңү 3.882mmпјҢз„Ҡж ёв‘ЎеӨ„дёәзғӯеҪұе“ҚеҢәпјҢзғӯжҲҗеһӢй’ўдёҺзғӯжҲҗеһӢй’ў д№Ӣй—ҙжңӘеҪўжҲҗжңүж•ҲиҝһжҺҘпјҢдёӨеӨ„з„Ҡж ёзҡ„жҠ—жӢүејәеәҰеқҮдёәиҫҫеҲ°ж Ү еҮҶгҖӮеҪ“з„ҠжҺҘж–№ејҸдёәйў„зғӯз„ҠжҺҘ + дёҖж¬Ў / дәҢж¬Ў / дёүж¬Ўи„үеҶІз„ҠжҺҘж—¶пјҢй•Җй”ҢжқҝдёҺжҲҗеһӢй’ўзҶ”еҢ–жҳҺжҳҫпјҢй•Җй”ҢжқҝеҺӢз—•ж·ұеәҰиҮіе°‘еҮҸе°‘ 50%пјҢз„Ҡж ёе‘Ҳ规еҲҷзҡ„жӨӯеңҶеҪўпјҢз„Ҡж ёзӣҙеҫ„е’ҢжҠ—жӢүејәеәҰеқҮз¬ҰеҗҲиҰҒжұӮгҖӮ
3.3гҖҖйҮ‘зӣёжҳҫеҫ®еҲҶжһҗ
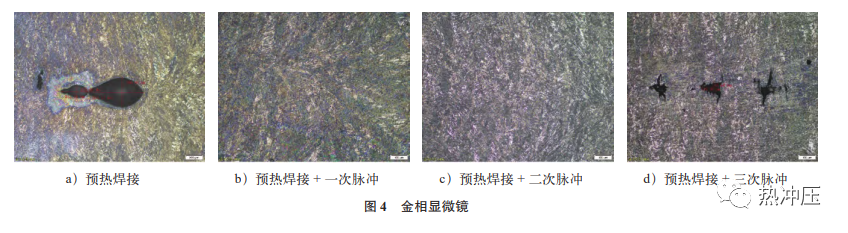
В В В йҮҮз”ЁеҘҘжһ—е·ҙж–Ҝ GX53 еһӢйҮ‘зӣёжҳҫеҫ®й•ңи§ӮеҜҹз„Ҡж ёз»„з»Үз»“ жһ„пјҢеҰӮеӣҫ 4 жүҖзӨәпјҢз»“жһңеҸ‘зҺ°д»…йҮҮз”Ёйў„зғӯз„ҠжҺҘж—¶пјҢз„Ҡж ёеҢә еҹҹеҸ‘зҺ°дёүеӨ„жӨӯеңҶеҪўй’Ҳеӯ”пјҢжңҖеӨ§зҡ„й•ҝ 704ОјmгҖҒе®Ҫ 308Ојmпјӣйў„зғӯз„ҠжҺҘ + дёҖж¬Ў / дәҢж¬Ўи„үеҶІпјҢжңӘжҳҫзӨәй’Ҳеӯ”еҸҠе…¶д»–зјәйҷ·пјҢз„Ҡ ж ёз»„з»Үе®ҢеҘҪпјӣеҪ“йў„зғӯз„ҠжҺҘ + дёүж¬Ўи„үеҶІж—¶пјҢеҸ‘зҺ° 4 еӨ„дёҚ规 еҲҷж°”еӯ”пјҢжңҖй•ҝзҡ„ 138ОјmгҖҒе®Ҫ 83ОјmгҖӮ
4гҖҖз»“и®ә
В В 1пјүеҪ“и„үеҶІж¬Ўж•°иҫҫеҲ°дёҖгҖҒдёүж®өж—¶дә§з”ҹйЈһжә…пјҢKSR жӣІзәҝ еҮәзҺ°йҷЎйҷҚзҺ°иұЎпјҢз„ҠзӮ№иЎЁйқўжңүжҜӣеҲәпјҢзҺ°еңәи·ҹиёӘи§Ҷйў‘жӢҚж‘„жңү йЈһжә…пјҢеҪ“еҸӘжңүйў„зғӯз„ҠжҺҘжҲ–дәҢж¬Ўи„үеҶІж—¶ж— йЈһжә…пјҢKSR жӣІзәҝ жӣҙеҠ е№іж»‘гҖӮ
В В 2пјүз„ҠжҺҘи„үеҶІд№Ӣй—ҙи®ҫе®ҡзҡ„еҶ·еҚҙж—¶й—ҙпјҲ40msпјүпјҢжӯӨйҳ¶ ж®өж— з”өжөҒдҪңз”ЁиҖҢеҺӢеҠӣдҝқжҢҒдёҚеҸҳпјҢз„Ҡж ёдёҚеўһй•ҝиҖҢеЎ‘жҖ§зҺҜжҢҒз»ӯеўһеӨ§пјҢжңүж•ҲйҒҝе…ҚдәҶз„Ҡж ёеўһй•ҝйҖҹеәҰеӨ§дәҺеЎ‘жҖ§зҺҜдә§з”ҹйЈһжә…зҺ°иұЎгҖӮВ
В В 3пјүйў„зғӯз„ҠжҺҘж—¶з„Ҡж ёзӣҙеҫ„еҸҠжҠ—жӢүејәеәҰдёҚж»Ўи¶іи®ҫи®Ўж ҮеҮҶпјҢ еӨҡи„үеҶІжғ…еҶөдёӢз¬ҰеҗҲи®ҫи®Ўж ҮеҮҶгҖӮВ
В 4пјүй’ҲеҜ№ 0.7mmGD54D+ZF-SL й•Җй”ҢжқҝгҖҒ1.4mmGHF
1500AS дёҺ 1.4mmGHF1500AS зғӯжҲҗеһӢй’ўжқҝз»„пјҢз„ҠжҺҘж–№ејҸдёәйў„зғӯз„ҠжҺҘ + дәҢж®өи„үеҶІж—¶пјҢж—ўж— йЈһжә…гҖҒз„Ҡж ёзӣҙеҫ„еҸҠжҠ—жӢүејәеәҰз¬ҰеҗҲиҰҒжұӮпјҢйҮ‘зӣёз»„з»Үж— ж°”еӯ”дә§з”ҹпјҢдёәжңҖдјҳз„ҠжҺҘж–№ејҸгҖӮ
вҶ‘вҶ‘вҶ‘вҶ‘вҶ‘зӮ№еҮ»дёҠж–№е…іжіЁж°ёдёҚиҝ·и·ҜвҶ‘вҶ‘вҶ‘вҶ‘вҶ‘