зӮ№еҮ»дёҠж–№вҶ‘жЁЎе…·е·ҘдёҡпјҢе…іжіЁжҲ‘们еҗ§
гҖҠжЁЎе…·е·ҘдёҡгҖӢж–°зҡ„жҠ•зЁҝзі»з»ҹжӯЈејҸдёҠзәҝе•ҰпјҒзӮ№еҮ»пјҲжЁЎе…·е·Ҙдёҡ (cnki.net)пјүеңЁзәҝеҠһе…¬зі»з»ҹдёӯзҡ„дҪңиҖ…жҠ•зЁҝзі»з»ҹпјҢжіЁеҶҢеҗҺжҢүжҸҗзӨәж“ҚдҪңе°ұеҸҜжҠ•зЁҝпјҢж¬ўиҝҺжҠ•зЁҝпјҒ
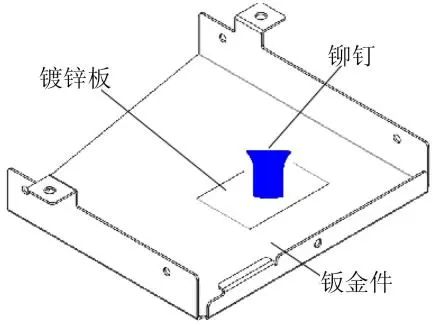
1В еҶІй“Ҷе·Ҙиүәжңүйҷҗе…ғе»әжЁЎ
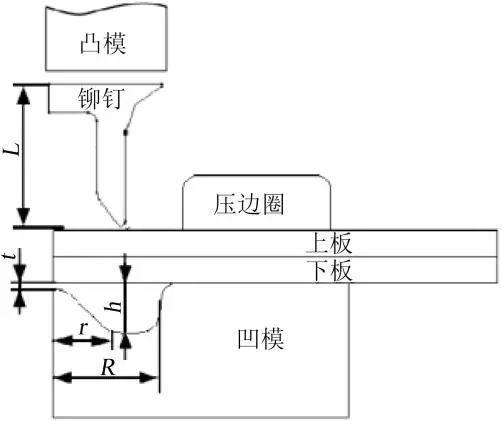
1.1В еҶІй“ҶеҮ дҪ•жЁЎеһӢе»әз«Ӣ
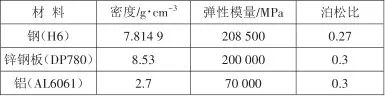
1.2В жқҗж–ҷи®ҫзҪ®
иЎЁ1В В В жЁЎеһӢеҸӮж•°и®ҫзҪ®

иЎЁ2В В В жқҗж–ҷеҸӮж•°
1.3В жҺҘи§Ұе’Ңиҫ№з•ҢжқЎд»¶и®ҫзҪ®
1.4В зҪ‘ж јеҲ’еҲҶ
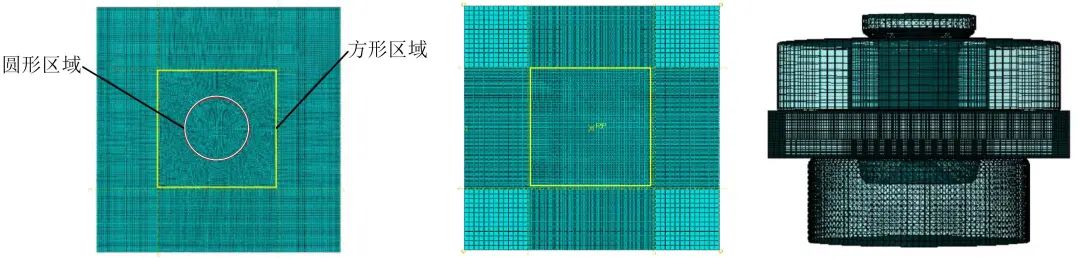
пјҲaпјүдёҠжқҝзҪ‘ж јеҲ’еҲҶ пјҲbпјүдёӢжқҝзҪ‘ж јеҲ’еҲҶ пјҲcпјүжҖ»дҪ“зҪ‘ж јеҲ’еҲҶ
2В жӯЈдәӨиҜ•йӘҢж–№жЎҲи®ҫи®Ў
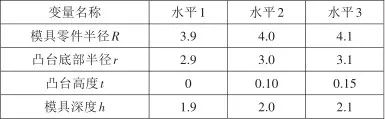
2.1В иҜ•йӘҢж–№жЎҲ
иЎЁ3В В В еҸҳйҮҸеҸӮж•°иҜ•йӘҢж°ҙе№іиЎЁВ (В mmВ )
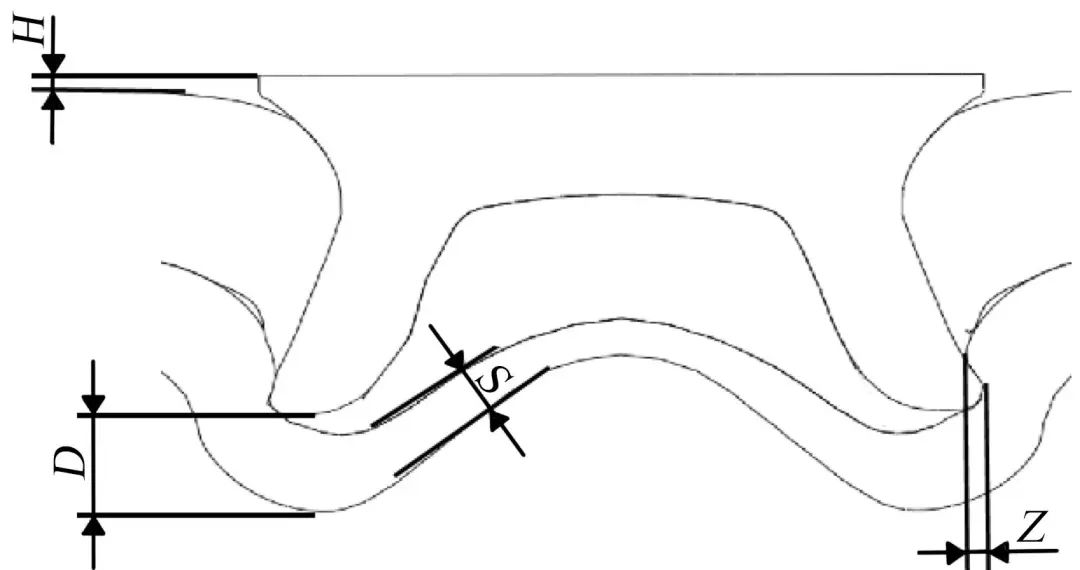
2.2В иҜ•йӘҢз»“жһң
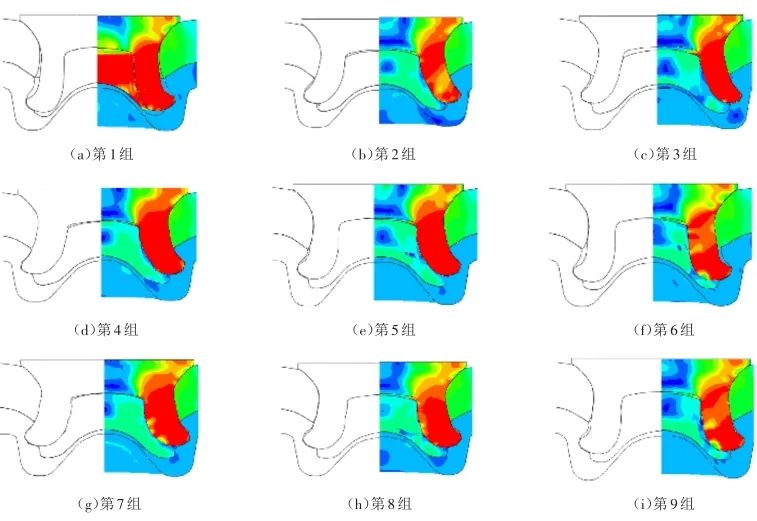
еӣҫ5В В В еҶІй“ҶжҲҗеҪўеҗҺжҲӘйқўеҮ дҪ•еҪўзҠ¶
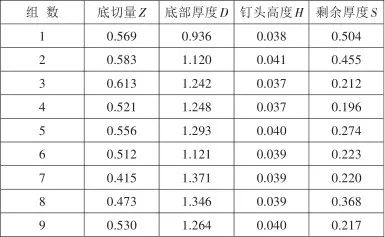
иЎЁ4В В В жӯЈдәӨиҜ•йӘҢз»“жһңВ (В mmВ )
3В й“ҶжЁЎеҸӮж•°еҜ№жҺҘеӨҙжҲӘйқўжҲҗеҪўиҙЁйҮҸеҪұе“ҚеҲҶжһҗ
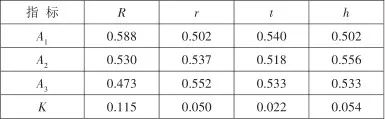
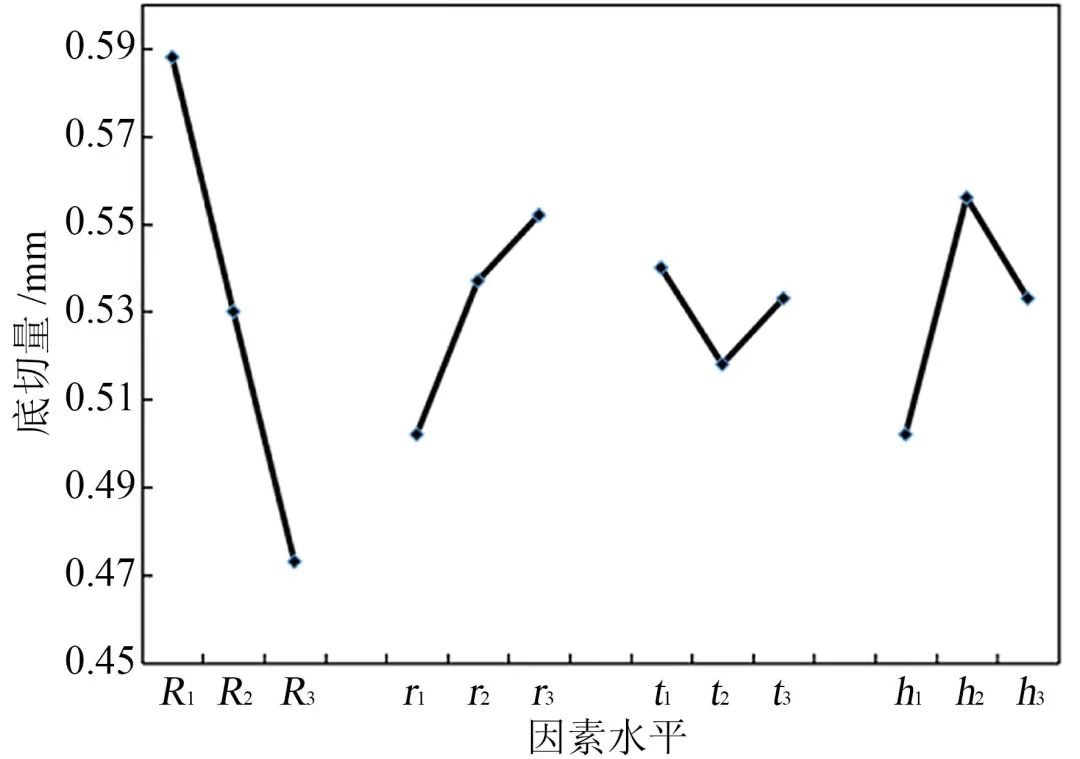
3.1В еә•еҲҮйҮҸз»“жһңеҲҶжһҗ
иЎЁ5В В В жҲӘйқўеә•еҲҮйҮҸжһҒе·®еҲҶжһҗ
3.2В еә•йғЁеҺҡеәҰз»“жһңеҲҶжһҗ
иЎЁ6В В В жҲӘйқўеә•йғЁеҺҡеәҰжһҒе·®еҲҶжһҗ
3.3В й’үеӨҙй«ҳеәҰз»“жһңеҲҶжһҗ
иЎЁ7В В В жҲӘйқўй’үеӨҙй«ҳеәҰжһҒе·®еҲҶжһҗ
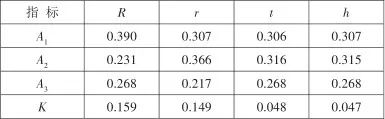
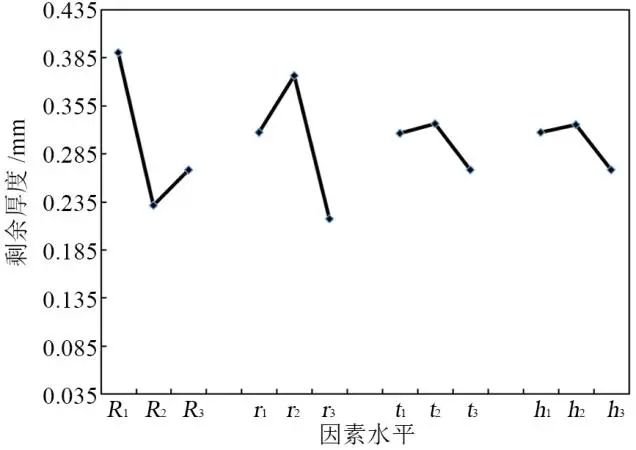
3.4В еү©дҪҷеҺҡеәҰз»“жһңеҲҶжһҗ
иЎЁ8В В В жҲӘйқўеү©дҪҷеҺҡеәҰжһҒе·®еҲҶжһҗ