




йҡҸзқҖзҺ°д»ЈеҲ¶йҖ еҠ е·ҘжҠҖжңҜзҡ„дёҚж–ӯеҸ‘еұ•пјҢи®ҫеӨҮе’Ңе…¶й…ҚеҘ—зҡ„CAMзі»з»ҹеҫ—еҲ°дәҶе№ҝжіӣзҡ„еә”з”Ёе’ҢеҸ‘еұ•гҖӮCAMзі»з»ҹз”ҹжҲҗзҡ„еҠ е·ҘеҲҖе…·иҪЁиҝ№пјҲеҚіиө°еҲҖж–№ејҸпјүжҳҜжҺ§еҲ¶и®ҫеӨҮеҠ е·ҘиҝҗдҪңзҡ„ж ёеҝғпјҢе®ғзӣҙжҺҘеҪұе“ҚеҠ е·Ҙе·Ҙ件зҡ„зІҫеәҰгҖҒиЎЁйқўзІ—зіҷеәҰгҖҒжҖ»дҪ“еҠ е·Ҙж—¶й—ҙе’ҢжңәеәҠеҲҖе…·зҡ„дҪҝз”ЁеҜҝе‘ҪзӯүеӨҡдёӘж–№йқўпјҢжңҖз»ҲеҶіе®ҡз”ҹдә§ж•ҲзҺҮгҖӮ
жң¬ж–ҮйҖҡиҝҮеҜ№иө°еҲҖж–№ејҸзҡ„дёҚеҗҢзү№зӮ№еҸҠеҪұе“Қе…¶йҖүжӢ©зҡ„йғЁеҲҶеӣ зҙ зҡ„еҲҶжһҗпјҢ并且й’ҲеҜ№й“ЈеүҠиҝҮзЁӢдёӯе·Ҙиүәж–№жі•еҸҠиө°еҲҖж–№ејҸзҡ„жҜ”иҫғпјҢдёәеҰӮдҪ•йҖүжӢ©еҗҲйҖӮзҡ„иө°еҲҖж–№ејҸжҸҗдҫӣдәҶеҸӮиҖғдҫқжҚ®гҖӮ

иө°еҲҖж–№ејҸжҳҜжҢҮеҲҖе…·е®ҢжҲҗе·Ҙ件еҲҮеүҠж—¶зҡ„иҪЁиҝ№и§„еҲ’ж–№ејҸгҖӮеңЁеҜ№еҗҢдёҖдёӘйӣ¶д»¶еҠ е·ҘдёӯпјҢеӨҡз§Қиө°еҲҖж–№ејҸйғҪеҸҜд»ҘиҫҫеҲ°йӣ¶д»¶зҡ„е°әеҜёеҸҠзІҫеәҰиҰҒжұӮпјҢдҪҶеҠ е·Ҙж•ҲзҺҮеҚҙдёҚзӣёеҗҢгҖӮ
иө°еҲҖж–№ејҸеҸҜеҢ–еҲҶдёә4зұ»пјҡеҚ•еҗ‘иө°еҲҖгҖҒеҫҖеӨҚиө°еҲҖгҖҒзҺҜеҲҮиө°еҲҖе’ҢеӨҚеҗҲиө°еҲҖгҖӮеӨҚеҗҲиө°еҲҖжҳҜеүҚдёүз§Қзҡ„ж··еҗҲиө°еҲҖгҖӮйҮҮз”ЁеҚ•еҗ‘жҲ–еҫҖеӨҚиө°еҲҖпјҢд»ҺеҠ е·Ҙзӯ–з•ҘжқҘиҜҙйғҪжҳҜиЎҢеҲҮиө°еҲҖгҖӮеӣ жӯӨж №жҚ®еҠ е·Ҙзӯ–з•Ҙзҡ„дёҚеҗҢпјҢиө°еҲҖж–№ејҸеҸҲеҸҜеҲҶдёәиЎҢеҲҮгҖҒзҺҜеҲҮе’Ңе…¶д»–зү№ж®Ҡж–№ејҸгҖӮйҖҡеёёдҪҝз”Ёзҡ„жҳҜиЎҢеҲҮе’ҢзҺҜеҲҮгҖӮ
иЎҢеҲҮж–№ејҸеҠ е·ҘпјҢжңүеҲ©дәҺеҸ‘жҢҘжңәеәҠзҡ„жңҖеӨ§иҝӣз»ҷйҖҹеәҰпјҢеҗҢж—¶е…¶еҲҮеүҠиЎЁйқўиҙЁйҮҸд№ҹеҘҪдәҺзҺҜеҲҮеҠ е·ҘгҖӮ然иҖҢпјҢеҪ“еӨҚжқӮзҡ„е№ійқўеһӢи…”еёҰжңүеӨҡдёӘеҮёеҸ°д»ҺиҖҢеҪўжҲҗеӨҡдёӘеҶ…иҪ®е»“ж—¶пјҢеёёеёёдјҡдә§з”ҹйҷ„еҠ зҡ„жҠ¬еҲҖеҠЁдҪңпјҢ еҚіеңЁеҲҖе…·иҪЁиҝ№жҹҗеӨ„пјҢжҲ–иҖ…дёәйҒҝе…ҚеҲҖе…·дёҺеҮёеҸ°еҸ‘з”ҹе№Іж¶үпјҢжҲ–иҖ…дёәдҪҝеҲҖе…·еӣһиҮіеү©дҪҷжңӘеҠ е·ҘеҢәеҹҹпјҢ е°ұиҰҒи®©еҲҖе…·жҠ¬иө·пјҢдҪҝд№Ӣи·қеҠ е·Ҙе№ійқўжңүдёҖе®ҡй«ҳеәҰпјҢеҶҚ平移иҮіеҸҰеӨ–дёҖеҲҖе…·иҪЁиҝ№иө·е§ӢеӨ„пјҢ然еҗҺ继з»ӯеҲҮеүҠеҠЁдҪңгҖӮ
иЎҢеҲҮеҠ е·ҘеҲҖе…·иҪЁиҝ№дё»иҰҒз”ұдёҖзі»еҲ—дёҺжҹҗдёҖеӣәе®ҡж–№еҗ‘е№іиЎҢзҡ„зӣҙзәҝж®өз»„жҲҗпјҢи®Ўз®—з®ҖеҚ•гҖӮйҖӮз”ЁдәҺз®ҖеҚ•еһӢи…”зІҫеҠ е·ҘжҲ–еҺ»йҷӨеӨ§дҪҷйҮҸзҡ„зІ—еҠ е·ҘпјҢеҰӮеӣҫ1жүҖзӨәгҖӮ
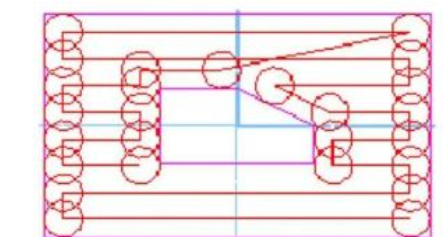 еӣҫ1В В еҫҖеӨҚиЎҢеҲҮеҲҖиҪЁ
еӣҫ1В В еҫҖеӨҚиЎҢеҲҮеҲҖиҪЁзҺҜеҲҮеҠ е·ҘдёӯеҲҖе…·жІҝзқҖиҫ№з•ҢиҪ®е»“зӣёдјјзҡ„и·Ҝеҫ„иө°еҲҖпјҢз”ұдёҖз»„е°Ғй—ӯжӣІзәҝз»„жҲҗпјҢиғҪдҝқиҜҒеҲҖе…·еҲҮеүҠйӣ¶д»¶ж—¶дҝқжҢҒзӣёеҗҢзҡ„еҲҮеүҠзҠ¶жҖҒгҖӮз”ұдәҺзҺҜеҲҮеҠ е·ҘжҳҜйҖҡиҝҮиҝһз»ӯеҒҸзҪ®жһ„йҖ еҪ“еүҚзҺҜеҪўиҪЁиҝ№еӣҫжқҘи®Ўз®—дёӢдёҖжқЎзҺҜеҪўиҪЁиҝ№пјҢи®Ўз®—еӨҚжқӮдё”иҖ—ж—¶гҖӮйҖӮз”ЁдәҺеӨҚжқӮеһӢи…”еҸҠжӣІйқўзҡ„еҠ е·ҘпјҢеҰӮеӣҫ2жүҖзӨәгҖӮ
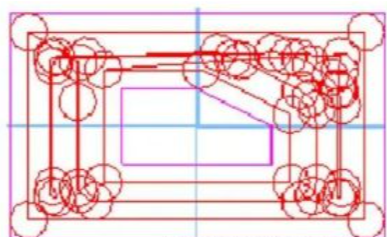 еӣҫ2В В В зҺҜеҲҮеҲҖиҪЁ
еӣҫ2В В В зҺҜеҲҮеҲҖиҪЁ
е·Ҙ件иҮӘиә«зҡ„еҪўзҠ¶еҸҠеҮ дҪ•иҰҒзҙ еҢ…жӢ¬еҠ е·Ҙеҹҹзҡ„еҮ дҪ•еҪўзҠ¶гҖҒеҲҖеҹҹзҡ„еӨ§е°Ҹе’ҢдҪҚзҪ®зӯүж–№йқўгҖӮиҝҷжҳҜе·Ҙ件жң¬иә«еӣәжңүзҡ„зү№жҖ§пјҢжҳҜеұһдәҺдёҚеҸҜеҸҳеҢ–зҡ„еӣ зҙ пјҢдҪҶеҚҙжҳҜеҶіе®ҡиө°еҲҖж–№ејҸзҡ„ж №жң¬еӣ зҙ гҖӮ
е·Ҙиүәи·ҜзәҝжҳҜе®һзҺ°еҠ е·Ҙзӣ®зҡ„зҡ„зӣҙжҺҘиҝҮзЁӢпјҢжҳҜиө°еҲҖж–№ејҸйҖүжӢ©зҡ„зӣҙжҺҘдҫқжҚ®гҖӮе·Ҙиүәи·ҜзәҝеҶіе®ҡдәҶеҠ е·Ҙеҹҹзҡ„е…ҲеҗҺйЎәеәҸпјҢеҲҖеҹҹзҡ„еҗҲ并еҸҠжӢҶеҲҶпјҢзІ—еҠ е·ҘгҖҒеҚҠзІҫеҠ е·ҘгҖҒзІҫеҠ е·Ҙзҡ„еҲ’еҲҶзӯүгҖӮе®һзҺ°зӣ®ж Үзҡ„е·Ҙиүәи·ҜзәҝжңүеӨҡз§ҚпјҢиҝҷе°ұеҶіе®ҡдәҶиө°еҲҖж–№ејҸзҡ„дёҚеҗҢйҖүжӢ©гҖӮ
е·Ҙ件жқҗж–ҷд№ҹжҳҜеҶіе®ҡиө°еҲҖж–№ејҸзҡ„еӣ зҙ д№ӢдёҖпјҢе·Ҙ件жқҗж–ҷжҳҜзӣҙжҺҘзҡ„еҠ е·ҘеҜ№иұЎпјҢ并дёҚзӣҙжҺҘеҪұе“Қиө°еҲҖж–№ејҸпјҢдҪҶдјҡеҜ№еҲҖе…·жқҗж–ҷгҖҒеӨ§е°Ҹе’ҢеҠ е·Ҙж–№ејҸзӯүйҖүз”Ёдә§з”ҹеҪұе“ҚпјҢд»ҺиҖҢй—ҙжҺҘеҪұе“Қиө°еҲҖж–№ејҸгҖӮе·Ҙ件жҜӣеқҜзҡ„еҪўзҠ¶е’ҢеӨ§е°ҸзӯүдјҡйҖ жҲҗе·Ҙ件еҗ„йғЁеҲҶзҡ„еҠ е·ҘдҪҷйҮҸеҲҶй…ҚжҳҜеҗҰеқҮеҢҖпјҢеҗҢж—¶еҜ№еҸҜйҖүжҜӣеқҜзҡ„е·Ҙ件пјҢеҲ©з”ЁжҜӣеқҜеӨ§е°ҸгҖҒеҪўзҠ¶зҡ„дёҚеҗҢпјҢдјҡж”№еҸҳиЈ…еӨ№ж–№ејҸгҖҒеҠ е·Ҙеҹҹзҡ„йҮҚж–°еҲҶй…ҚзӯүеҪұе“ҚеҠ е·Ҙзӯ–з•ҘпјҢеҜјиҮҙйҮҮеҸ–дёҚеҗҢзҡ„иө°еҲҖж–№ејҸгҖӮ
е·Ҙ件зҡ„иЈ…еӨ№еҸҠзҙ§еӣәж–№ејҸд№ҹй—ҙжҺҘеҪұе“Қиө°еҲҖж–№ејҸпјҢеҰӮеҺӢжқҝдә§з”ҹзҡ„ж–°вҖңеҲҖеҹҹвҖқзҡ„еҪұе“ҚпјҢзҙ§еӣәеҠӣеҜ№еҲҮеүҠз”ЁйҮҸеҪұе“ҚиҖҢеҜјиҮҙиө°еҲҖж–№ејҸзҡ„ж”№еҸҳпјҢжҢҜеҠЁеҜ№иө°еҲҖж–№ејҸеҪұе“ҚгҖӮ
еҲҖе…·зҡ„йҖүз”ЁеҢ…жӢ¬еҲҖе…·жқҗж–ҷгҖҒеҲҖе…·еҪўзҠ¶гҖҒеҲҖе…·й•ҝеәҰе’ҢеҲҖе…·йҪҝж•°зӯүпјҢиҝҷдәӣеҸӮж•°еҶіе®ҡдәҶеҲҖе…·дёҺе·Ҙ件жҺҘи§Ұзҡ„йқўз§ҜеӨ§е°Ҹе’Ңйў‘зҺҮпјҢеӣ иҖҢеҶіе®ҡдәҶеҚ•дҪҚж—¶й—ҙйҮҢеҲҮеүҠжқҗж–ҷзҡ„дҪ“з§ҜеӨ§е°Ҹе’ҢжңәеәҠиҙҹиҚ·пјҢе…¶иҖҗзЈЁзЁӢеәҰдёҺеҲҖе…·еҜҝе‘ҪеҲҷеҶіе®ҡдәҶеҲҮеүҠж—¶й—ҙзҡ„й•ҝзҹӯгҖӮиҖҢе…¶дёӯеҜ№иө°еҲҖж–№ејҸдә§з”ҹзӣҙжҺҘеҪұе“Қзҡ„жҳҜеҲҖе…·еӨ§е°ҸпјҲеҚізӣҙеҫ„пјүгҖӮз”ұдәҺйҖүеҸ–дёҚеҗҢзӣҙеҫ„зҡ„еҲҖе…·пјҢдјҡеҪұе“Қж®Ӣз•ҷеҢәеҹҹзҡ„еӨ§е°ҸпјҢйҖ жҲҗеҠ е·ҘиҪЁиҝ№зҡ„еҸҳеҢ–пјҢеҜјиҮҙиө°еҲҖж–№ејҸзҡ„дёҚеҗҢгҖӮ
еңЁй“ЈеүҠиҝҮзЁӢдёӯпјҢеҪ“еӨҚжқӮзҡ„е№ійқўеһӢи…”еёҰжңүеӨҡдёӘеҮёеҸ°д»ҺиҖҢеҪўжҲҗеӨҡдёӘеҶ…иҪ®е»“ж—¶пјҢеҜ№дәҺиЎҢеҲҮеёёеёёдјҡдә§з”ҹйҷ„еҠ зҡ„жҠ¬еҲҖеҠЁдҪңпјӣеҜ№дәҺзҺҜеҲҮеҲҷдјҡдҪҝеҠ е·ҘиҪЁиҝ№еҠ й•ҝгҖӮиҝҷз§Қйҷ„еҠ жҠ¬еҲҖеҠЁдҪңжҲ–еҠ е·ҘиҪЁиҝ№еҠ й•ҝпјҢеҲҷдјҡдёҘйҮҚйҷҚдҪҺеҲҮеүҠеҠ е·Ҙзҡ„ж•ҲзҺҮгҖӮеӣ жӯӨпјҢеҰӮдҪ•жңҖеӨ§йҷҗеәҰең°еҮҸе°‘иҝҷз§ҚзҠ¶еҶөзҡ„ж¬Ўж•°е°ұжҳҜжҲ‘们жүҖе…іжіЁзҡ„дёҖдёӘдё»иҰҒй—®йўҳгҖӮ
жҠҠж•ҙдёӘеҲҮеүҠеҢәеҹҹжҢүеҠ е·ҘйңҖиҰҒеҲҶжҲҗиӢҘе№ІеӯҗеҢәеҹҹпјҢеҲҶеҲ«еҠ е·Ҙеҗ„еӯҗеҢәеҹҹпјҢжҠ¬еҲҖеҸ‘з”ҹеңЁеҗ„еӯҗеҢәеҹҹд№Ӣй—ҙпјҢеҗҢж—¶ж №жҚ®иө°еҲҖж–№ејҸеҜ№иҝҷдәӣеҠ е·ҘеӯҗеҢәеҹҹеҗҲ并жҲ–еҲҶеүІпјҢз”ҡиҮідәҺеҝҪз•ҘгҖӮиҝҷз§ҚдёҚеҗҢзҡ„еҠ е·ҘеҹҹйҖүжӢ©пјҢж—ўеҮҸе°‘дәҶжҠ¬еҲҖж¬Ўж•°еҸҲдёҚдјҡдҪҝеҠ е·ҘиҪЁиҝ№зҡ„зӣёеҜ№еҸҳй•ҝпјҢеҗҢж—¶еҸҜеҜ№ж–°еҢәеҹҹйҮҮз”ЁжңҖеҗҲзҗҶзҡ„иө°еҲҖж–№ејҸпјҢжҸҗй«ҳдәҶеҠ е·Ҙж•ҲзҺҮгҖӮ
йҖүжӢ©иө°еҲҖж–№ејҸж—¶иҰҒиҖғиҷ‘дёӨзӮ№пјҡдёҖжҳҜеҠ е·Ҙж—¶й—ҙзҡ„й•ҝзҹӯпјҢдәҢжҳҜеҠ е·ҘдҪҷйҮҸжҳҜеҗҰеқҮеҢҖгҖӮдёҖиҲ¬жқҘиҜҙпјҢзҺҜеҲҮж–№ејҸжҳҜеҹәдәҺе·Ҙ件еҪўзҠ¶зҡ„иө°еҲҖж–№ејҸпјҢеҠ е·ҘдҪҷйҮҸиҫғеқҮеҢҖгҖӮиҖҢйҖүз”ЁиЎҢеҲҮж–№ејҸзҡ„еҠ е·ҘдҪҷйҮҸиҫғдёҚеқҮеҢҖпјҢиӢҘеёҢжңӣиЎҢеҲҮеҠ е·ҘеҗҺз•ҷдёӢиҫғеқҮеҢҖзҡ„дҪҷйҮҸпјҢйҖҡеёёйңҖиҰҒеўһеҠ еӣҙз»•иҫ№з•Ңзҡ„зҺҜеҲҮеҲҖиҪЁгҖӮиӢҘеҝҪз•ҘдҪҷйҮҸдёҚеқҮеҢҖжҖ§иҰҒжұӮпјҢиЎҢеҲҮиө°еҲҖзҡ„еҲҖиҪЁй•ҝеәҰйҖҡеёёжҳҜжҜ”иҫғзҹӯзҡ„пјӣиӢҘиҖғиҷ‘дҪҷйҮҸзҡ„дёҚеқҮеҢҖжҖ§иҖҢеўһеҠ зҺҜеҲҮеҲҖиҪЁпјҢеҪ“еҠ е·ҘеҢәеҹҹиҫ№з•Ңиҫғй•ҝпјҲеҰӮеӨҡеҲҖеҹҹжғ…еҶөпјүпјҢеҲҷеӣҙз»•иҫ№з•Ңзҡ„зҺҜеҲҮеҲҖиҪЁеҜ№жҖ»зҡ„еҠ е·Ҙж—¶й—ҙеҪұе“ҚжҜ”иҫғжҳҺжҳҫпјҢиЎҢеҲҮеҲҖиҪЁдёҖиҲ¬дјҡжҜ”зҺҜеҲҮеҲҖиҪЁй•ҝгҖӮиЎҢеҲҮиө°еҲҖеҲҖдҪҚе®№жҳ“и®Ўз®—пјҢеҚ з”ЁеҶ…еӯҳе°‘пјҢдҪҶжҠ¬еҲҖж¬Ўж•°иҫғеӨҡгҖӮйҮҮз”ЁзҺҜеҪўеҲҖиҪЁж—¶пјҢеҲҷйңҖиҰҒеӨҡж¬ЎеҜ№зҺҜиҫ№з•ҢиҝӣиЎҢеҒҸзҪ®е№¶жё…йҷӨиҮӘдәӨзҺҜгҖӮ
е·Ҙ件еӨ–еҪўзү№еҫҒеҶіе®ҡдәҶеҠ е·Ҙзҡ„иө°еҲҖж–№ејҸгҖӮж №жҚ®еҠ е·Ҙе®ўдҪ“зҡ„дёҚеҗҢпјҢеҸҜе°Ҷе·Ҙ件з®ҖеҚ•зҡ„еҲҶжҲҗе№ійқўеҪўи…”зұ»е’ҢиҮӘз”ұжӣІйқўзұ»гҖӮ
е№ійқўеҪўи…”зұ»дёҖиҲ¬йҮҮз”ЁиЎҢеҲҮж–№ејҸеҠ е·ҘпјҢз”ұдәҺиҜҘзұ»е·Ҙ件еӨҡдёәжҜӣеқҜж•ҙдҪ“жҺҸй“ЈеҠ е·ҘжҲҗеһӢпјҢеҰӮзӣ’дҪ“гҖҒеҹәеә§зӯүйӣ¶д»¶пјҢеҠ е·ҘдҪҷйҮҸиҫғеӨ§пјҢйҮҮз”ЁиЎҢеҲҮж–№ејҸжңүеҲ©дәҺеҸ‘жҢҘжңәеәҠзҡ„жңҖеӨ§иҝӣз»ҷйҖҹеәҰпјҢжҸҗй«ҳеҠ е·Ҙж•ҲзҺҮпјҢеҗҢж—¶е…¶еҲҮеүҠиЎЁйқўиҙЁйҮҸд№ҹеҘҪдәҺзҺҜеҲҮеҠ е·Ҙ.
иҮӘз”ұжӣІйқўзұ»дёҖиҲ¬йҮҮз”ЁзҺҜеҲҮеҠ е·ҘпјҢдё»иҰҒжҳҜз”ұдәҺжӣІйқўеӨҡдёә铸件жҲ–з”ұ规еҲҷеҪўзҠ¶еҠ е·ҘжҲҗеһӢпјҢдҪҷйҮҸеҲҶеёғдёҚеқҮеҢҖпјҢеҗҢж—¶жӣІйқўеҜ№еһӢйқўзІҫеәҰиҰҒжұӮиҫғй«ҳпјӣе…¶ж¬ЎжҳҜзҺҜеҲҮеҠ е·ҘдёҺиЎҢеҲҮж–№ејҸзӣёжҜ”е…·жңүиүҜеҘҪзҡ„жӣІйқўеҠ е·Ҙзү№жҖ§пјҢжӣҙиғҪйҖјиҝ‘жӣІйқўзҡ„зңҹе®һеҪўзҠ¶гҖӮ
йӣ¶д»¶зҡ„еҠ е·ҘеёёеҲҶдёәзІ—еҠ е·ҘгҖҒеҚҠзІҫеҠ е·ҘгҖҒзІҫеҠ е·ҘдёүдёӘеҠ е·Ҙйҳ¶ж®өпјҢжңүж—¶иҝҳжңүе…үж•ҙеҠ е·Ҙйҳ¶ж®өпјҢеҗҲзҗҶеҲ’еҲҶеҠ е·Ҙйҳ¶ж®өжҳҜдҝқиҜҒеҠ е·ҘзІҫеәҰжүҖеҝ…йЎ»зҡ„гҖӮдј з»ҹеҠ е·Ҙж–№ејҸеӣ жңәеәҠеҠҹиғҪзӣёеҜ№еҚ•дёҖпјҢжүҖд»Ҙе·Ҙиүәи·ҜзәҝдёӯеҸҜиҫғжҳҺжҳҫең°зңӢеҮәеҗ„дёӘйҳ¶ж®өзҡ„з•ҢзәҝпјҢдҪҶж•°жҺ§й“ЈеүҠеҠ е·Ҙж–№ејҸдёӢиҝҷдёӘз•ҢзәҝзӣёеҜ№жЁЎзіҠпјҢиҖҢдё”еҸҜиғҪдјҡжңүжҸүеҗҲзҡ„жғ…еҶөпјҲеҰӮзІ—еҠ е·Ҙйҳ¶ж®өжңүзІҫеҠ е·Ҙзҡ„еҶ…е®№пјҢзІҫеҠ е·Ҙйҳ¶ж®өд№ҹеҸҜиғҪжңүзІ—еҠ е·Ҙзҡ„з—•иҝ№пјүпјҢд»ҺдҝқиҜҒеҠ е·ҘиҙЁйҮҸиҖғиҷ‘пјҢж•°жҺ§еҠ е·Ҙж—¶еҠ е·Ҙйҳ¶ж®өзҡ„еҲ’еҲҶд№ҹжҳҜйңҖиҰҒзҡ„пјҢдҪҶдёәдәҶеҮҸе°‘иЈ…еӨ№ж—¶й—ҙе’Ңз®ҖеҢ–иө°еҲҖеҠЁдҪңзӯүпјҢеҰӮдҪ•зЎ®е®ҡеҗ„йҳ¶ж®өзҡ„еҠ е·ҘеҶ…е®№пјҢиҖғиҷ‘зҡ„й—®йўҳеҸҜиғҪдёҺдј з»ҹеҠ е·Ҙе·ҘиүәжңүдәӣдёҚеҗҢгҖӮ
зІ—еҠ е·Ҙзҡ„дё»иҰҒзӣ®ж ҮжҳҜиҝҪжұӮеҚ•дҪҚж—¶й—ҙеҶ…зҡ„жқҗж–ҷеҺ»йҷӨзҺҮпјҢ并дёәеҚҠзІҫеҠ е·ҘеҮҶеӨҮе·Ҙ件зҡ„еҮ дҪ•иҪ®е»“гҖӮж•…еӨҡйҮҮз”ЁиЎҢеҲҮж–№ејҸжҲ–еӨҚеҗҲж–№ејҸиҝӣиЎҢеұӮеҲҮгҖӮеҚҠзІҫеҠ е·Ҙзҡ„дё»иҰҒзӣ®ж ҮжҳҜдҪҝе·Ҙ件иҪ®е»“еҪўзҠ¶е№іж•ҙпјҢиЎЁйқўзІҫеҠ е·ҘдҪҷйҮҸеқҮеҢҖгҖӮж•…еӨҡйҮҮз”ЁзҺҜеҲҮж–№ејҸгҖӮзІҫеҠ е·Ҙзҡ„дё»иҰҒзӣ®ж ҮжҳҜиҺ·еҫ—еҮ дҪ•е°әеҜёгҖҒеҪўзҠ¶зІҫеәҰеҸҠиЎЁйқўиҙЁйҮҸз¬ҰеҗҲиҰҒжұӮзҡ„е·Ҙ件гҖӮеә”ж №жҚ®е·Ҙ件зҡ„еҮ дҪ•зү№еҫҒеҜ№еҶ…йғЁйҮҮз”ЁиЎҢеҲҮж–№ејҸпјҢеҜ№иҫ№зјҳеҸҠжҺҘеҗҲеӨ„йҮҮз”ЁзҺҜеҲҮж–№ејҸгҖӮ
зј–зЁӢж—¶зЎ®е®ҡиө°еҲҖж–№ејҸзҡ„еҺҹеҲҷдё»иҰҒжңүпјҡеә”иғҪдҝқиҜҒйӣ¶д»¶зҡ„еҠ е·ҘзІҫеәҰе’ҢиЎЁйқўзІ—зіҷеәҰзҡ„иҰҒжұӮпјӣеә”е°ҪйҮҸзј©зҹӯеҠ е·Ҙи·ҜзәҝпјҢеҮҸе°‘еҲҖе…·з©әзЁӢ移еҠЁж—¶й—ҙпјӣеә”дҪҝж•°еҖји®Ўз®—з®ҖеҚ•пјҢзЁӢеәҸж®өж•°йҮҸе°‘пјҢд»ҘеҮҸе°‘зј–зЁӢе·ҘдҪңйҮҸгҖӮдёҖиҲ¬иҖҢиЁҖпјҢеҜ№дәҺе№ійқўеҪўи…”зұ»йҮҮз”ЁиЎҢеҲҮж–№ејҸеҲ’еҲҶеҠ е·ҘеҹҹпјҢд»ҘеҮҸе°‘жҠ¬еҲҖж¬Ўж•°пјӣиҮӘз”ұжӣІйқўзұ»зҺҜеҲҮж–№ејҸйҖјиҝ‘еҪўзҠ¶гҖӮжҜӣеқҜеҪўзҠ¶зҡ„йҖүз”ЁеӨ§е°ҸдјҡеҪұе“Қзј–зЁӢзҡ„йҖүжӢ©пјҢеҸҜйҖҡиҝҮеҠ еӨ§жҜӣеқҜеӨ–еҪўпјҢе°ҶдёҚжҳ“иЈ…еӨ№зҡ„еӨ–еҪўеҠ е·ҘиҪ¬еҢ–дёәжҳ“иЈ…еӨ№зҡ„иЎҢеҲҮж–№ејҸеҪўи…”еҠ е·ҘпјӣжҲ–е°Ҷз”ЁзҺҜеҲҮеҠ е·Ҙзҡ„иҮӘз”ұжӣІйқўж”№з”ЁиЎҢеҲҮж–№ејҸеҺ»еӨ§дҪҷйҮҸпјҢд»ҘжҸҗй«ҳеҠ е·Ҙж•ҲзҺҮгҖӮ
жқҘжәҗпјҡдё–з•Ңе…ҲиҝӣжҠҖжңҜеҲ¶йҖ и®әеқӣВ В пјҢе®ҒжіўеӣҪйҷ…жңәеәҠиЈ…еӨҮеұ•е…¬дј—еҸ·д»…дҪңеҲҶдә«пјҢдҫөжқғиҜ·иҒ”зі»еҲ йҷӨгҖӮ

еұ•дјҡиө„и®Ҝ
еұ•дјҡиҗҪ幕 | 2024е№ҙ3жңҲ21ж—Ҙ-24ж—ҘжҲ‘们е®ҒжіўеӣҪйҷ…дјҡеұ•дёӯеҝғеҶҚдјҡпјҒ

жҲівҖңеҺҹж–Үй“ҫжҺҘвҖқеҸҜиҺ·еҫ—е…Қиҙ№еҸӮи§Ӯй—ЁзҘЁе“Ұ~