


еҲӣж–°зҡ„дәҢжүӢжіЁеЎ‘жңәдәӨжҳ“дә’иҒ”зҪ‘е№іеҸ°
PBTзҡ„жҲҗеһӢеҠ е·ҘжҖ§иғҪ
1)PBTзҡ„еҗёж№ҝжҖ§иҫғе°ҸпјҢдҪҶеңЁй«ҳжё©дёӢзҡ„ж°ҙеҲҶжҜ”иҫғж•Ҹж„ҹпјҢжҲҗеһӢеҠ е·Ҙж—¶дјҡдҪҝPBTеҲҶеӯҗйҷҚи§ЈпјҢиүІжіҪеҸҳж·ұпјҢиЎЁйқўдә§з”ҹж–‘з—•пјҢж•…йҖҡеёёеә”иҝӣиЎҢе№ІзҮҘеӨ„зҗҶгҖӮ
2)PBTзҶ”ж–ҷжңүжһҒеҘҪзҡ„жөҒеҠЁжҖ§пјҢеӣ жӯӨжҳ“дәҺжҲҗеһӢи–„еЈҒгҖҒеҪўзҠ¶еӨҚжқӮзҡ„еҲ¶е“ҒпјҢдҪҶиҰҒжіЁж„ҸжЁЎе…·жәўж–ҷпјҢд»ҘеҸҠе–·еҳҙжөҒж¶ҺзҺ°иұЎгҖӮ
3)PBTжңүжҳҺжҳҫзҡ„зҶ”зӮ№пјҢеҪ“жё©еәҰеҚҮиҮізҶ”зӮ№д»ҘдёҠж—¶пјҢжөҒеҠЁжҖ§дјҡзҢӣ然еўһеҠ пјҢе°ӨиҰҒеј•иө·жіЁж„ҸгҖӮ
4)PBTжҲҗеһӢеҠ е·ҘиҢғеӣҙиҫғзӘ„пјҢеҶ·еҚҙж—¶з»“жҷ¶еҫҲеҝ«пјҢеҠ д№ӢжөҒеҠЁжҖ§еҘҪпјҢзү№еҲ«йҖӮдәҺеҝ«йҖҹжіЁе°„гҖӮ
5)PBTдәҶжңүиҫғеӨ§зҡ„收缩зҺҮеҸҠ其收缩иҢғеӣҙпјҢдё”еңЁдёҚеҗҢж–№еҗ‘зҡ„收缩зҺҮе·®еҲ«иҫғе…¶д»–еЎ‘ж–ҷжӣҙжҳҺжҳҫгҖӮ
6)PBTеҜ№зјәеҸЈгҖҒе°–и§’зҡ„еҸҚеә”еҫҲж•Ҹж„ҹпјҢеңЁиҝҷдәӣдҪҚзҪ®жҳ“еҮәзҺ°еә”еҠӣйӣҶдёӯпјҢдҪҝжүҝиҪҪиғҪеҠӣеӨ§дёәдёӢйҷҚпјҢеңЁеҸ—еҠӣжҲ–еҸ—еҶІеҮ»ж—¶жҳ“еҸ‘з”ҹз ҙиЈӮпјҢеӣ жӯӨеңЁи®ҫ计塑件时еә”жіЁж„ҸиҝҷдёҖзӮ№пјҢжүҖжңүиҪ¬и§’еӨ„пјҢзү№еҲ«жҳҜеҶ…йғЁиҪ¬и§’еә”е°ҪйҮҸйҮҮз”ЁеңҶеј§иҝҮжёЎгҖӮ
7)зәҜPBTзҡ„дјёй•ҝзҺҮеҸҜиҫҫ200%пјҢеӣ жӯӨеёҰжңүиҫғе°ҸеҮ№йҷ·зҡ„еҲ¶е“ҒеҸҜд»Ҙд»ҺжЁЎе…·дёҠејәеҲ¶и„ұжЁЎгҖӮдҪҶз”ЁзҺ»зәӨжҲ–еЎ«ж–ҷеЎ«е……еҗҺпјҢе…¶дјёй•ҝзҺҮеӨ§дёәдёӢйҷҚпјҢеңЁеҲ¶е“ҒдёӯеҰӮжңүеҮ№йҷ·е°ұдёҚиғҪе®һж–ҪејәеҲ¶и„ұжЁЎгҖӮ
8)PBTжЁЎе…·зҡ„жөҒйҒ“еңЁеҸҜиғҪзҡ„жғ…еҶөдёӢд»ҘзҹӯзІ—дёәдҪіпјҢд»ҘеңҶжөҒйҒ“ж•ҲжһңжңҖеҘҪгҖӮдёҖиҲ¬ж”№жҖ§е’ҢжңӘж”№жҖ§зҡ„PBTеқҮеҸҜз”Ёжҷ®йҖҡжөҒйҒ“пјҢдҪҶзҺ»зәӨеўһејәPBTеә”з”ЁзғӯжөҒйҒ“жҲҗеһӢжүҚиғҪжңүеҘҪж•ҲжһңгҖӮ
9)зӮ№жөҮеҸЈе’ҢжҪңдјҸжөҮеҸЈзҡ„еүӘеҲҮдҪңз”ЁеӨ§пјҢиғҪйҷҚдҪҺPBTзҶ”ж–ҷзҡ„иЎЁи§ӮзІҳеәҰпјҢжңүеҲ©дәҺжҲҗеһӢпјҢжҳҜз»ҸеёёйҮҮз”Ёзҡ„жөҮеҸЈпјҢжөҮеҸЈзӣҙеҫ„еә”д»ҘеҒҸеӨ§дёәеҘҪгҖӮ
10)жөҮеҸЈжңҖеҘҪжӯЈеҜ№еһӢиҠҜи…”жҲ–еһӢиҠҜпјҢиҝҷж ·еҸҜд»ҘйҒҝе…Қе–·е°„пјҢ并дҪҝзҶ”ж–ҷеңЁжЁЎи…”дёӯжөҒеҠЁж—¶еӣһиЎҘжңҖе°ҸгҖӮеҗҰеҲҷпјҢеҲ¶е“Ғе®№жҳ“дә§з”ҹиЎЁйқўзјәйҷ·пјҢ并дҪҝжҖ§иғҪеҠЈеҢ–гҖӮ
PBTзҡ„дё»иҰҒжіЁеЎ‘жҲҗеһӢжқЎд»¶
1)ж–ҷзӯ’жё©еәҰгҖӮж–ҷзӯ’жё©еәҰзҡ„йҖүжӢ©еҜ№PBTзҡ„жҲҗеһӢеҚҒеҲҶйҮҚиҰҒпјҢеҰӮжё©еәҰиҝҮдҪҺпјҢеЎ‘еҢ–дёҚиүҜпјҢдјҡйҖ жҲҗеҲ¶е“Ғзјәж–ҷгҖҒеҮ№йҷ·пјҢ收缩дёҚеқҮе’Ңж— е…үжіҪзӯүзҺ°иұЎгҖӮиҖҢжё©еәҰиҝҮй«ҳпјҢдјҡйҖ жҲҗе–·еҳҙжөҒж¶ҺдёҘйҮҚпјҢжәўиҫ№пјҢиүІжіҪеҸҳж·ұпјҢз”ҡиҮійҷҚи§ЈгҖӮйҖҡеёёпјҢж–ҷзӯ’жё©еәҰжҺ§еҲ¶еңЁ240~280в„ғ,зҺ»зәӨеўһејәPBTжҺ§еҲ¶еңЁ230~260в„ғгҖӮиҖҢе–·еҳҙжё©еәҰеә”жҺ§еҲ¶еңЁдҪҺдәҺж–ҷзӯ’еүҚж®өжё©еәҰ5~10в„ғгҖӮ
2)жЁЎе…·жё©еәҰгҖӮжЁЎжё©дёҺеҲ¶е“Ғзҡ„е°әеҜёзЁіе®ҡжҖ§гҖҒзҝҳжӣІеҸҳеҪўгҖҒжҲҗеһӢе‘Ёжңҹе’Ңз»“жҷ¶еәҰжңүзӣҙжҺҘе…ізі»гҖӮPBTжҳ“дәҺз»“жҷ¶пјҢеҚідҪҝеңЁеёёжё©дёӢз»“жҷ¶д№ҹеҫҲеҝ«пјҢж•…жЁЎе…·жё©еәҰдёҚйңҖиҰҒеӨӘй«ҳпјҢйҖҡеёёдёә40~60в„ғ,иҖҢзҺ»зәӨеўһејәPBTзҡ„жЁЎжё©зЁҚй«ҳпјҢйҖҡеёёдёә60~80в„ғгҖӮ
3)жіЁе°„еҺӢеҠӣгҖӮPBTзҶ”дҪ“зІҳеәҰдҪҺпјҢжөҒеҠЁжҖ§еҘҪпјҢеҸҜйҮҮз”ЁдёӯзӯүзЁӢеәҰзҡ„жіЁе°„еҺӢеҠӣпјҢдёҖиҲ¬дёә60~90MPaпјҢзҺ»зәӨеўһејәPBTдёә80~100MPaпјҢйҖҡеёёжіЁе°„еҺӢеҠӣйҡҸ塑件еҺҡеәҰзҡ„еўһеҠ иҖҢеҠ еӨ§пјҢдҪҶдёҚиҰҒи¶…иҝҮ100MPa,еҗҰеҲҷдјҡдҪҝи„ұжЁЎеӣ°йҡҫгҖӮ
жӣҙеӨҡзІҫеҪ©еҶ…е®№жҺЁиҚҗйҳ…иҜ»пјҡ

ж¬ўиҝҺж·»еҠ е°Ҹзј–з§Ғдәәеҫ®дҝЎпјҢиҺ·еҫ—пјҡ
1гҖҒжңӢеҸӢеңҲжңүжӣҙеӨҡиҝҷйҮҢзңӢдёҚеҲ°зҡ„еҶ…е®№
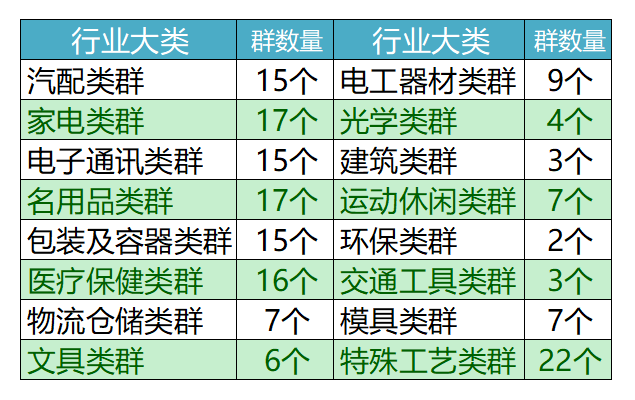
2гҖҒеҸҜз”іиҜ·иҝӣ200дёӘиЎҢдёҡз»ҶеҲҶеҫ®дҝЎзҫӨ

вҶ“вҶ“вҶ“иҜҰз»ҶзҫӨзӣ®еҪ•зӮ№еҮ»е·ҰдёӢи§’вҖңйҳ…иҜ»еҺҹж–ҮвҖқжҹҘзңӢ