В з»Ҹе…ёеҘҪж–ҮпјҢзӮ№еҮ»йҳ…иҜ»пјҡжұҪиҪҰжЁЎе…·еҶІеҺӢеҲҶжһҗпјҡдә”йҮ‘еҶІеҺӢжЁЎе…·еҹәзЎҖзҹҘиҜҶи§ЈжһҗпјҢеҖјеҫ—еҖҹйүҙеӯҰд№ пјҒ
В е®һжҲҳжЎҲдҫӢеҲҶдә«пјҡдә”йҮ‘жЁЎе…·и®ҫи®Ўзҡ„е·ҘеҺӮе®һжҲҳжЎҲдҫӢпјҢжӯҘйӘӨиҜҰз»ҶпјҢиҝҮзЁӢ

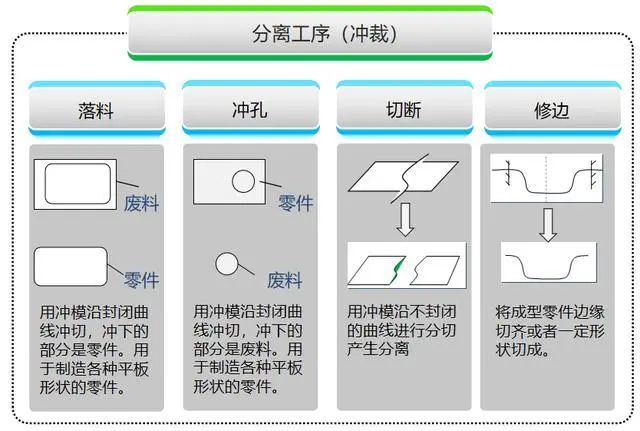
еҶІеҺӢ件зҡ„еҹәжң¬жҲҗеһӢе·Ҙиүәпјҡ
еҶІеҺӢ件жҲҗеҪўеҺҹзҗҶпјҡеҶІеҺӢжҳҜйқ еҺӢеҠӣжңәе’ҢжЁЎе…·еҜ№жқҝжқҗгҖҒеёҰжқҗгҖҒз®Ўжқҗе’ҢеһӢжқҗзӯүпјҢж–ҪеҠ еӨ–еҠӣпјҢдҪҝд№Ӣдә§з”ҹеЎ‘жҖ§еҸҳеҪўжҲ–еҲҶзҰ»пјҢд»ҺиҖҢиҺ·еҫ—жүҖйңҖеҪўзҠ¶е’Ңе°әеҜёзҡ„е·Ҙ件пјҲеҶІеҺӢ件пјүзҡ„жҲҗеҪўеҠ е·Ҙж–№жі•гҖӮ
е·ҘиүәеҲҶзұ»пјҡеҶІеҺӢдё»иҰҒжҳҜжҢүе·ҘиүәеҲҶзұ»пјҢеҸҜеҲҶдёәеҲҶзҰ»е·ҘеәҸе’ҢжҲҗеҪўе·ҘеәҸдёӨеӨ§зұ»гҖӮ
еҲҶзҰ»е·ҘеәҸпјҲеҶІиЈҒе·ҘеәҸпјүпјҡе…¶зӣ®зҡ„жҳҜдҪҝеҶІеҺӢ件жІҝдёҖе®ҡиҪ®е»“зәҝд»Һжқҝж–ҷдёҠеҲҶзҰ»пјҢеҗҢж—¶дҝқиҜҒеҲҶзҰ»ж–ӯйқўзҡ„иҙЁйҮҸиҰҒжұӮгҖӮеҲҶзҰ»е·ҘеәҸпјҡеҶІиЈҒпјҲиҗҪж–ҷгҖҒеҶІеӯ”пјүгҖҒеүӘеҲҮгҖҒеҲҮеҸЈгҖҒеҲҮиҫ№гҖҒеү–еҲҮгҖӮ
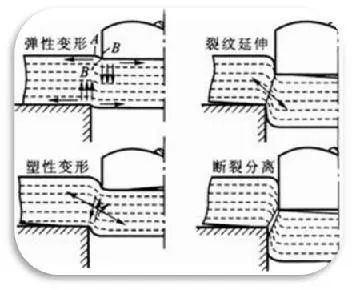
еҶІиЈҒж—¶жқҝж–ҷзҡ„еҸҳеҪўиҝҮзЁӢ
еҸҳеҪўиҝҮзЁӢпјҡ
жЁЎе…·й—ҙйҡҷжӯЈеёёж—¶пјҢйҮ‘еұһжқҗж–ҷзҡ„еҶІиЈҒиҝҮзЁӢеҸҜеҲҶдёүдёӘйҳ¶ж®өпјҡ
1пјүеј№жҖ§еҸҳеҪўйҳ¶ж®ө
жқҝж–ҷдә§з”ҹеј№жҖ§еҺӢзј©пјҢејҜжӣІе’ҢжӢүдјёзӯүеҸҳеҪўгҖӮжқҗж–ҷеңЁеҸ—еҲ°еӨ–еҠӣдҪңз”Ёж—¶дә§з”ҹеҸҳеҪўжҲ–иҖ…е°әеҜё зҡ„еҸҳеҢ–пјҢиҖҢ дё”иғҪеӨҹжҒўеӨҚзҡ„еҸҳеҪўеҸ«еҒҡеј№жҖ§еҸҳеҪўгҖӮ
2пјүеЎ‘жҖ§еҸҳеҪўйҳ¶ж®ө
жқҝж–ҷзҡ„еә”еҠӣиҫҫеҲ°еұҲжңҚжһҒйҷҗпјҢжқҝж–ҷејҖе§Ӣдә§з”ҹеЎ‘жҖ§еүӘеҲҮеҸҳеҪўгҖӮжҳҜжҢҮжқҗж–ҷеңЁеӨ–еҠӣдҪңз”ЁдёӢдә§иҖҢеңЁеӨ–еҠӣеҺ»йҷӨеҗҺдёҚиғҪжҒўеӨҚзҡ„йӮЈйғЁеҲҶеҸҳеҪўгҖӮ
3пјүж–ӯиЈӮеҲҶзҰ»йҳ¶ж®ө
е·ІжҲҗеҪўзҡ„иЈӮзә№жІҝжңҖеӨ§еә”еҸҳйҖҹеәҰж–№еҗ‘еҗ‘жқҗж–ҷеҶ…延伸пјҢе‘ҲжҘ”еҪўзҠ¶еҸ‘еұ•
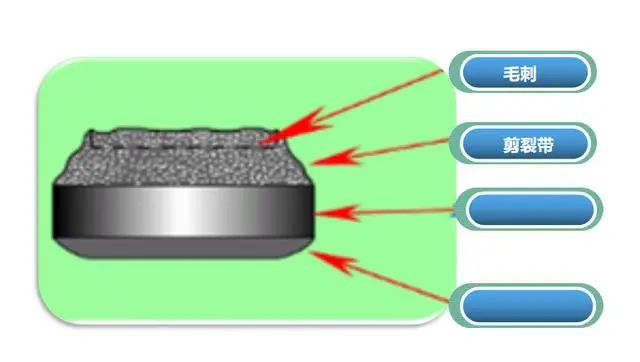
еҶІиЈҒеҗҺжқҝж–ҷж–ӯйқўеҲҶдёәеӣӣдёӘйғЁеҲҶ
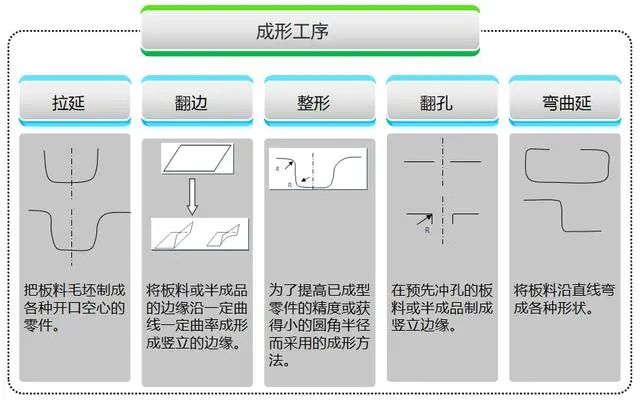
жҲҗеҪўе·ҘеәҸпјҡжҳҜдҪҝжқҝж–ҷеңЁдёҚз ҙеқҸзҡ„жқЎд»¶дёӢеҸ‘з”ҹеЎ‘жҖ§еҸҳеҪўпјҢеҲ¶жҲҗжүҖйңҖеҪўзҠ¶е’Ңе°әеҜёзҡ„е·Ҙ件гҖӮ
жҲҗеҪўе·ҘеәҸпјҡејҜжӣІгҖҒеҚ·еңҶгҖҒжүӯжӣІгҖҒжӢүж·ұгҖҒеҸҳи–„жӢүж·ұгҖҒзҝ»иҫ№пјҲеӯ”зҡ„зҝ»иҫ№гҖҒеӨ–зјҳзҝ»иҫ№пјүгҖҒзј©еҸЈгҖҒжү©еҸЈгҖҒиө·дјҸгҖҒеҚ·иҫ№гҖҒж¶ЁеҪўгҖҒж—ӢеҺӢгҖҒж•ҙеҪўгҖҒж Ўе№ігҖҒеҺӢеҚ°гҖҒжҢӨеҺӢпјҲжӯЈжҢӨеҺӢгҖҒеҸҚжҢӨеҺӢгҖҒеӨҚеҗҲжҢӨеҺӢпјүгҖӮ
еҶІеҺӢ件и®ҫи®ЎжіЁж„ҸдәӢйЎ№
еҶІиЈҒеҶІеҺӢ件зҡ„еҶІеҺӢе·ҘиүәжҖ§
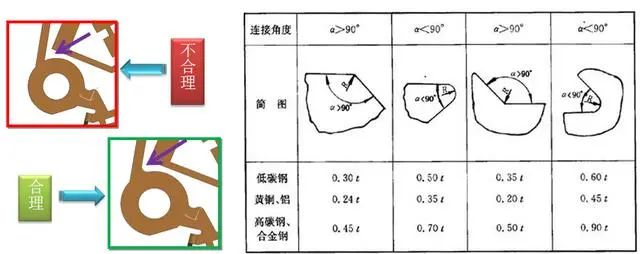
1пјү.еҶІиЈҒ件зҡ„еҪўзҠ¶е’Ңи§’еәҰпјҡеҶІиЈҒ件зҡ„еҪўзҠ¶и®ҫи®Ўеә”е°ҪеҸҜиғҪз®ҖеҚ•гҖҒеҜ№з§°пјҢдҪҝжҺ’ж ·ж—¶еәҹж–ҷжңҖе°‘гҖӮеҶІиЈҒ件жӢҗи§’еә”йҒҝе…Қй”җи§’пјҢе®ңжңүйҖӮеҪ“зҡ„еңҶи§’
2пјү.еҶІеӯ”жңҖе°Ҹеӯ”еҫ„ пјҲеҶІеӯ”ж—¶еӯ”еҫ„дёҚе®ңеӨӘе°ҸпјүжңҖе°Ҹе°әеҜёеҰӮдёӢиЎЁ
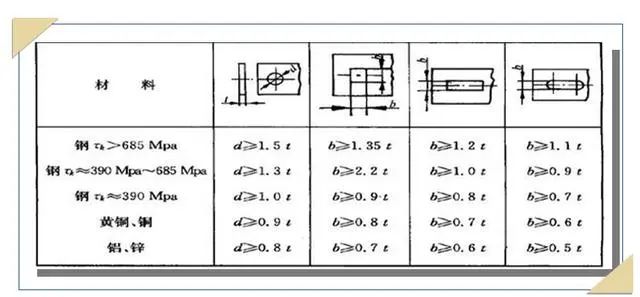
еҶІиЈҒ件зҡ„з»“жһ„е°әеҜёпјҲеҰӮеӯ”еҫ„гҖҒеӯ”и·қзӯүпјүеҝ…йЎ»иҖғиҷ‘жқҗж–ҷзҡ„еҺҡеәҰгҖӮ
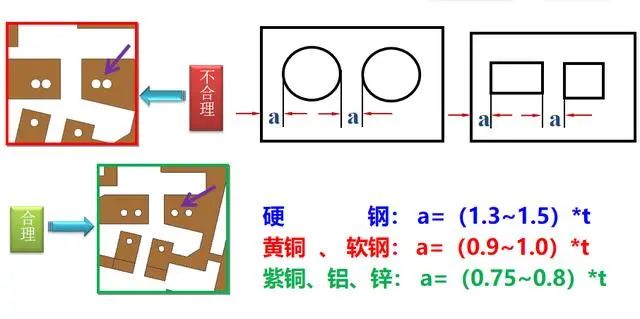
3пјү. жңҖе°Ҹеӯ”й—ҙи·қ е’Ңеӯ”иҫ№и·қ
еҶІиЈҒ件зҡ„еӯ”дёҺеӯ”д№Ӣй—ҙгҖҒеӯ”дёҺиҫ№зјҳд№Ӣй—ҙзҡ„и·қзҰ»дёҚеә”иҝҮе°ҸгҖӮ
4пјү. еҮёеҮәжӮ¬иҮӮе’ҢеҮ№ж§Ҫзҡ„жңҖе°Ҹе®ҪеәҰ
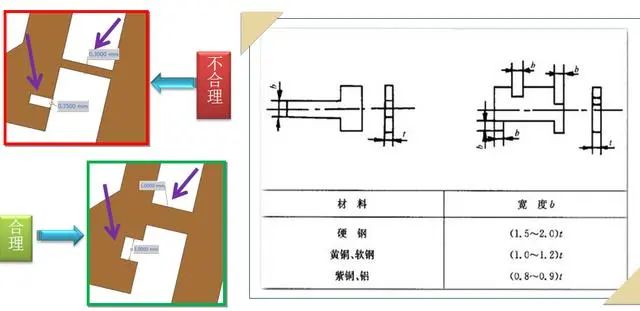
ејҜжӣІд»¶зҡ„еҶІеҺӢе·ҘиүәжҖ§
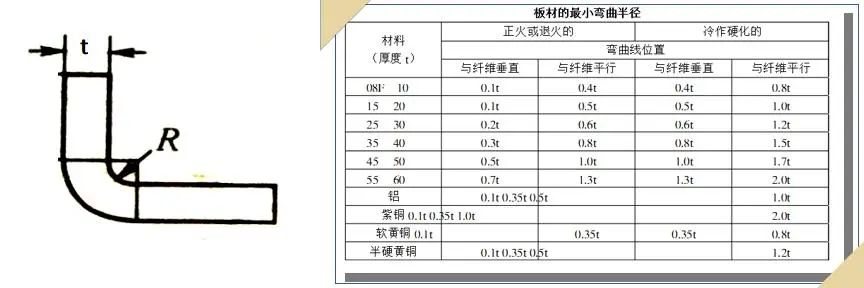
1пјү.жқҗж–ҷејҜжӣІж—¶пјҢејҜжӣІеңҶи§’еҪ“и¶…иҝҮжқҗж–ҷзҡ„жһҒйҷҗејәеәҰж—¶пјҢе°ұдјҡдә§з”ҹиЈӮзјқе’ҢжҠҳж–ӯпјҢеә”йҒҝе…ҚиҝҮе°Ҹзҡ„ејҜжӣІеңҶи§’еҚҠеҫ„
2пјүRи§’зҡ„и®ҫе®ҡжңҖеҘҪдёҚиҰҒеӨ§дәҺе…¶иҮӘиә«1.5еҖҚжқҗж–ҷеҺҡеәҰгҖӮеӣ дёәRи§’иҝҮеӨ§ејҜжӣІиҝҮеҗҺе…¶еӣһеј№д№ҹеҫҲеӨ§гҖӮ
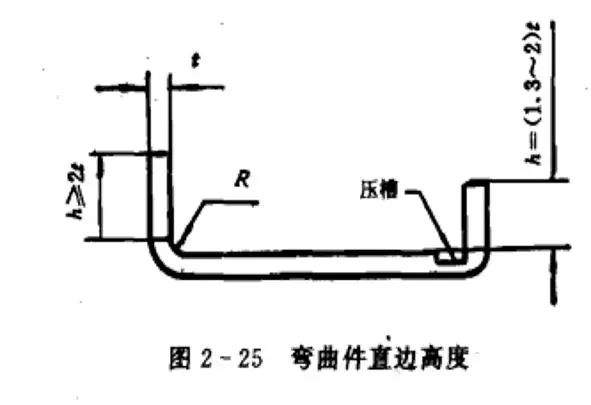
3пјү.ејҜжӣІд»¶зҡ„ејҜжӣІй«ҳеәҰдёҚиҰҒеӨӘй•ҝпјҢеҗҢж—¶Hд№ҹдёҚеҸҜд»ҘиҝҮе°ҸпјҢзү№еҲ«жҳҜжқҗж–ҷtпјһ2mmзҡ„ж—¶еҖҷhиҝҮе°Ҹ(еҲҮи®°)пјҢдјҡдҪҝејҜжӣІеӣ°йҡҫпјҢеҫҲйҡҫеҫ—еҲ°еҪўзҠ¶еҮҶзЎ®зҡ„йӣ¶д»¶гҖӮ
ејҜжӣІд»¶ејҜи§’жҲҗ90В°ж—¶пјҢдёәдәҶдҫҝдәҺжҲҗеҪўеә”дҪҝејҜжӣІд»¶зӣҙиҫ№й«ҳеәҰhпјһ2tпјҢеҪ“h=1.3t-2tж—¶пјҢеә”дҪҝRвүҲ0жҲ–йҮҮз”ЁеҺӢеҮ№ж§ҪзӯүејҜжӣІж–№жі•пјҢи§ҒдёӢеӣҫгҖӮ
4). ејҜжӣІд»¶зҡ„ејҜжӣІзәҝе°ҪйҮҸдёҚиҰҒи®ҫи®ЎеңЁе®ҪеәҰзӘҒеҸҳзҡ„ең°ж–№пјҲеҰӮдёӢеӣҫпјүпјҢд»ҘйҒҝе…Қж’•иЈӮгҖӮ
еҰӮжһңйқһиҰҒи®ҫи®ЎеңЁе®ҪеәҰзӘҒеҸҳзҡ„ең°ж–№пјҢеҸҜд»ҘеңЁе®ҪеәҰзӘҒеҸҳеӨ„йў„е…ҲеҶІеҘҪе·Ҙиүәеӯ”жҲ–е·Ҙиүәж§Ҫ гҖӮ
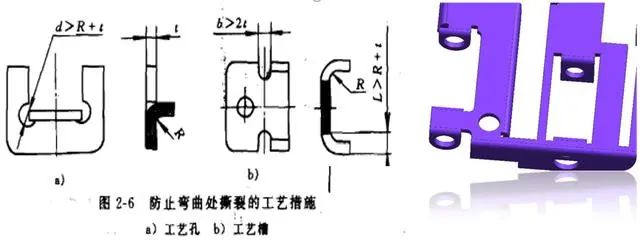
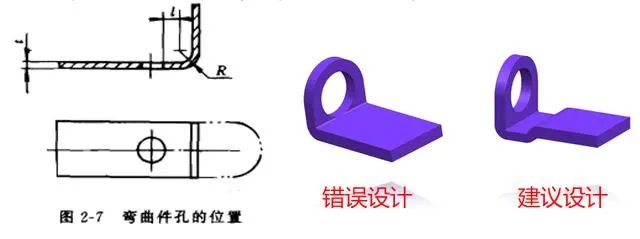
5пјү.еҜ№дәҺжңүеӯ”зҡ„ејҜжӣІд»¶пјҢеҰӮжһңеӯ”дҪҚдәҺејҜжӣІзҡ„йҷ„иҝ‘пјҢејҜжӣІзҡ„ж—¶еҖҷдјҡдҪҝеӯ”еҸҳеҪўгҖӮ
и§ЈеҶіжҺӘж–ҪпјҡдҪҝиҝҷдәӣеӯ”еҲҶеёғеңЁеҸҳеҪўеҢәеҹҹд№ӢеӨ–гҖӮ
еҰӮдёӢеӣҫеҜ№дәҺејҜжӣІд»¶пјҢд»Һеӯ”иҫ№еҲ°ејҜжӣІеҚҠеҫ„Rдёӯеҝғзҡ„и·қзҰ»еҸ–дёәпјҡеҪ“t<2mmзҡ„ж—¶,lвүҘtпјӣеҪ“tвүҘ2mmзҡ„ж—¶пјҢlвүҘ2tгҖӮ
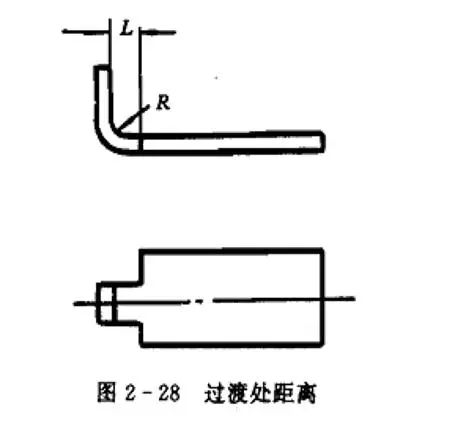
6пјү.еҪ“ејҜжӣІд»¶з”ұе®ҪгҖҒзӘ„дёӨйғЁеҲҶз»„жҲҗж—¶пјҢиҝҮжёЎеӨ„и·қзҰ»LвүҘRпјҢи§ҒдёӢеӣҫгҖӮ
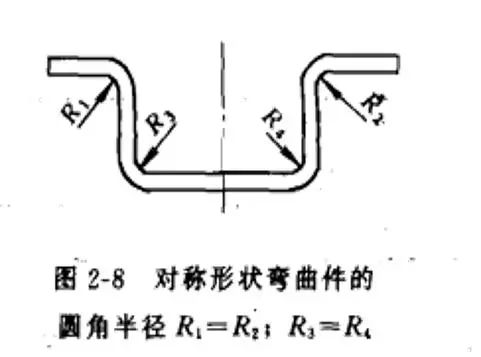
7).еҜ№з§°д»¶зҡ„ејҜжӣІпјҢе·ҰеҸіејҜжӣІеҚҠеҫ„еә”иҜҘдёҖиҮҙпјҢд»ҘдҫҝдҝқиҜҒејҜжӣІиҝҮзЁӢдёӯзҡ„еҸ—еҠӣе№іиЎЎпјҢд»ҘйҳІжӯўеңЁејҜжӣІиҝҮзЁӢдёӯдә§з”ҹж»‘еҠЁпјҢи§ҒдёӢеӣҫгҖӮ
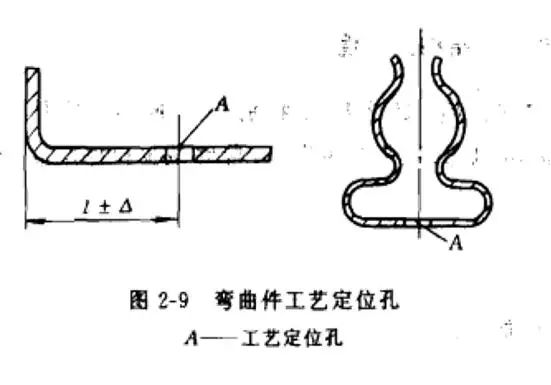
8пјү.еңЁи®ҫи®ЎејҜжӣІд»¶зҡ„ж—¶еҖҷпјҢз”ұдәҺејҜжӣІзҡ„еҪўзҠ¶е’Ңж•ҙдҪ“еҶІеҺӢ件зҡ„еҪўзҠ¶дёҚ规еҲҷпјҢжүҖд»ҘпјҢе°ұиҰҒеңЁеҶІеҺӢ件дёҠи®ҫи®ЎеҹәеҮҶеӯ”жҲ–еҹәеҮҶиҫ№д»ҘеҸҠж ҮжіЁе…¬е·®зҡ„дёҖдәӣеҹәеҮҶгҖӮ
еҰӮпјҡйқўгҖҒиҫ№гҖҒеӯ”зӯүпјҢдҪҶжҳҜе°ҪйҮҸдёҚиҰҒжҠҠеҹәеҮҶи®ҫе®ҡеңЁеҫҲйҡҫжөӢйҮҸзҡ„ең°ж–№еҰӮпјҡз©әй—ҙзҡ„еңҶеҝғгҖҒеҫҲйҡҫеҲӨе®ҡзҡ„е…ғзҙ зӯүпјҢи§ҒдёӢеӣҫгҖӮ
9пјү.еңЁи®ҫи®ЎејҜжӣІд»¶зҡ„ж—¶еҖҷпјҢиҰҒиҖғиҷ‘жҠҳејҜеүҚжқҗж–ҷеұ•ејҖй•ҝеәҰпјҲж–№еҗ‘пјүжҳҜеҗҰжңүи¶іеӨҹзҡ„з©әй—ҙпјҲдёӨзүҮд№Ӣй—ҙи·қзҰ»пјһt)

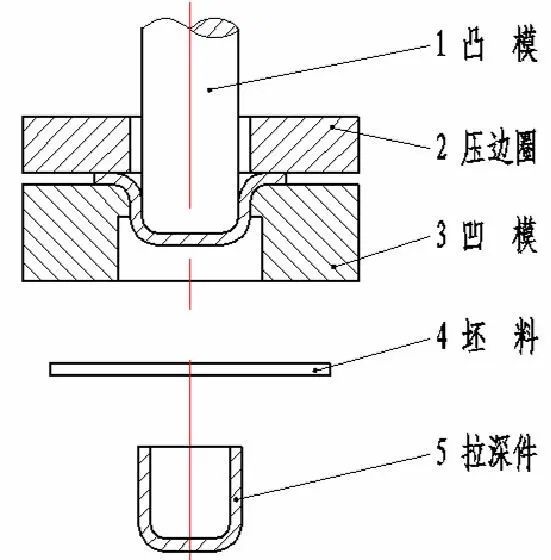
жӢү伸件зҡ„еҶІеҺӢе·ҘиүәжҖ§
1пјүжӢүж·ұжҰӮеҝө
еҲ©з”ЁжЁЎе…·е°Ҷе№іжқҝжҜӣеқҜеҶІеҺӢжҲҗеҗ„з§ҚејҖеҸЈзҡ„з©әеҝғйӣ¶д»¶пјҢжҲ–е°Ҷе·ІеҲ¶жҲҗзҡ„ејҖеҸЈз©әеҝғ件еҺӢеҲ¶жҲҗе…¶д»–еҪўзҠ¶е’Ңе°әеҜёз©әеҝғ件зҡ„дёҖз§ҚеҶІеҺӢеҠ е·Ҙж–№жі•гҖӮ

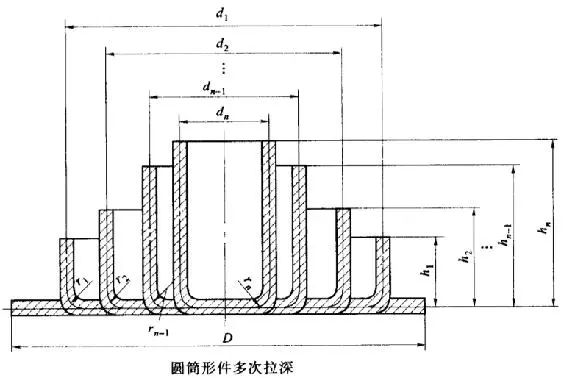
жӢүж·ұе·ҘиүәеҲҶзұ»
1пјүжҢүеЈҒеҺҡеҸҳеҢ–жғ…еҶөеҲҶпјҡ
в‘ дёҖиҲ¬жӢүж·ұпјҲе·Ҙ件еЈҒеҺҡдёҚеҸҳ)
в‘Ў еҸҳи–„жӢүж·ұпјҲе·Ҙ件еЈҒеҺҡеҸҳи–„пјү
2пјүжҢүдҪҝз”Ёзҡ„жҜӣеқҜзҡ„еҪўзҠ¶еҲҶпјҡ
①第дёҖж¬ЎжӢүж·ұпјҲдҪҝз”Ёе№іжқҝжҜӣеқҜпјү
в‘Ў д»ҘеҗҺзҡ„еҗ„ж¬ЎжӢүж·ұпјҲд»ҘејҖеҸЈз©әеҝғ件дёәжҜӣеқҜпјү

3пјүжӢүж·ұеҸҳеҪўиҝҮзЁӢпјҡ
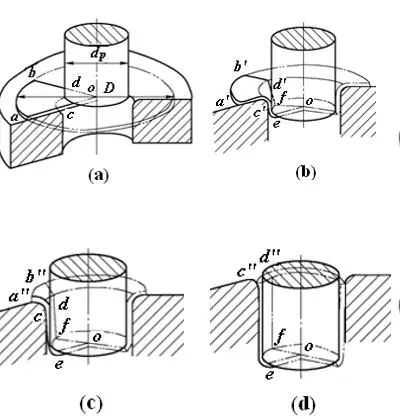
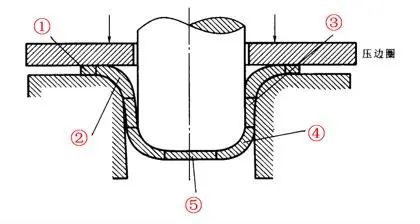
4пјүжӢүж·ұиҝҮзЁӢдёӯжҜӣеқҜеҗ„йғЁеҲҶеҸҳеҢ– пјҡ
в‘ е№ійқўеҮёзјҳйғЁеҲҶпјҲдё»иҰҒеҸҳеҪўеҢәпјү
в‘Ў еҮ№жЁЎеңҶи§’йғЁеҲҶпјҲиҝҮжёЎеҢәпјү
в‘ўзӯ’еЈҒйғЁеҲҶпјҲеҸҳеҪўеҢәпјү
в‘Ј еҮёжЁЎеңҶи§’йғЁеҲҶпјҲиҝҮжёЎеҢәпјү
в‘Ө зӯ’еә•йғЁеҲҶпјҲе°ҸеҸҳеҪўеҢәпјү
зј©еӯ”гҖҒзҝ»иҫ№гҖҒиҶЁиғҖзҡ„жҲҗеҪўд»Ӣз»Қ

еҶІеҺӢ件结жһ„и®ҫи®ЎиҰҒзӮ№пјҡ
1гҖҒйҒҝе…Қзӣҙи§’пјҢеңҶеј§иҝҮжёЎ
2гҖҒеӯ”дёҺеӯ”пјҢеӯ”дёҺиҫ№пјҢеӯ”дёҺејҜжӣІеӨ„д№Ӣй—ҙжңүи¶іеӨҹи·қзҰ»
3гҖҒејҜжӣІеҚҠеҫ„дёҚиғҪиҝҮе°ҸпјҢжҠҳејҜй«ҳеәҰйҖӮе®ң
4гҖҒи–„жқҝеҸҜд»ҘйҖҡиҝҮеҠ ејәзӯӢж–№ејҸжҸҗй«ҳеҲҡеәҰе’ҢејәеәҰ
5гҖҒжіЁж„Ҹжқҝж–ҷзҡ„зәӨз»ҙж–№еҗ‘
еҶІеҺӢ件зҡ„иЎЁйқўеӨ„зҗҶ
еҶІеҺӢдә§е“Ғзҡ„иЎЁйқўеӨ„зҗҶеҢ…жӢ¬з”өй•ҖпјҲй”Ң﹑й•ү﹑й“ң﹑铬﹑锡﹑й•Қ﹑йҮ‘﹑银зӯүпјүгҖҒйқҷз”өж¶Ӯе–·гҖҒе–·жјҶгҖҒз”өжіігҖҒдёқзҪ‘еҚ°еҲ·зӯүеӨ„зҗҶж–№ејҸгҖӮеә”з”ЁжҜ”иҫғе№ҝжіӣзҡ„жңүе–·еЎ‘гҖҒе–·жјҶгҖҒеҸ‘й»‘гҖҒз”өжіігҖҒй•Җй”ҢгҖҒй•Җй•Қзӯү..
д»ҠеӨ©зҡ„ж–Үз« е°ұе…ҲеҲҶдә«еҲ°иҝҷйҮҢпјҢжҳҺж—Ҙ继з»ӯжӣҙж–°гҖӮ
В еҠ зҫӨж–№ејҸпјҡ
жү«жҸҸ/иҜҶеҲ«дёӢж–№дәҢз»ҙз ҒеҠ зҫӨжҲ–ж·»еҠ е…¬дј—еҸ·е°Ҹзј–еҫ®дҝЎпјҢ并йӮҖиҜ·иҝӣзҫӨ
QQдәӨжөҒеӯҰд№ зҫӨпјҲ1011032507пјү
В PS пјҡе·ІеңЁеӯҰйҷўе…¶д»–еӯҰд№ зҫӨиҖ…иҜ·еӢҝйҮҚеӨҚж·»еҠ пјҒ
жү«жҸҸ/иҜҶеҲ«дәҢз»ҙз ҒеҠ е…ҘQQзҫӨ