


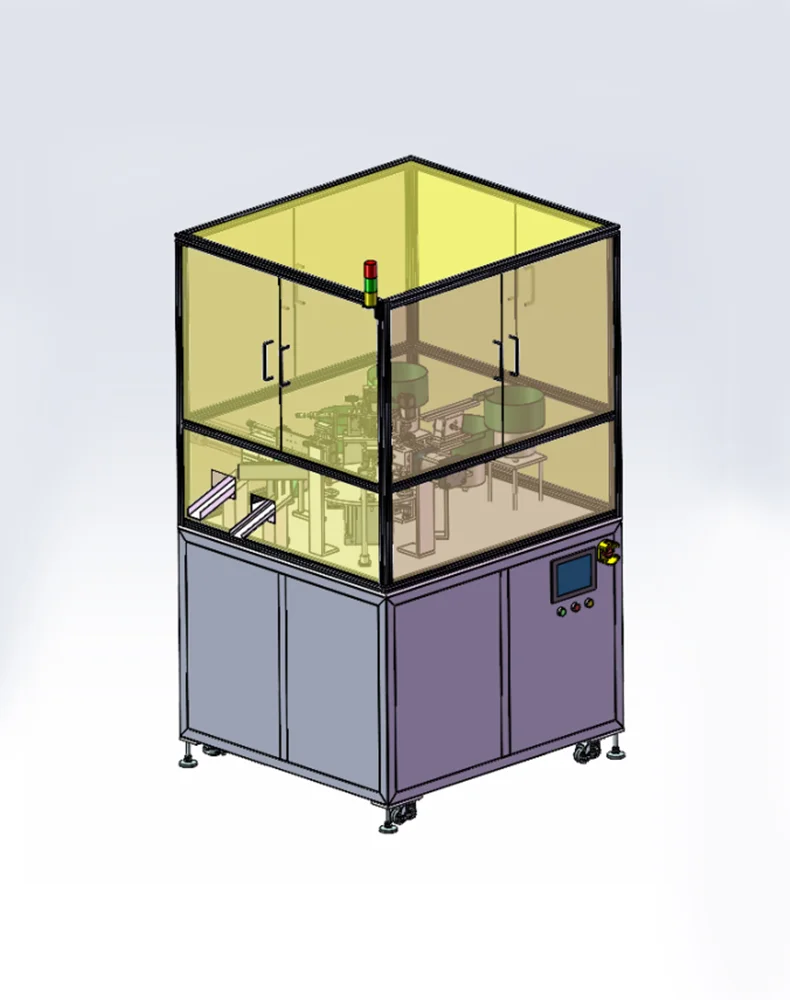
一、 产线布局(8个工位)
底座上料 → 2. & 3. 弹簧组装 (两套相同,交替工作) → 4. 弹簧调整 → 5. 铆压 → 6. 同轴度检测 → 7. 同心度检测 → 8. 下料 (分合格/不合格品)
二、 核心工位说明
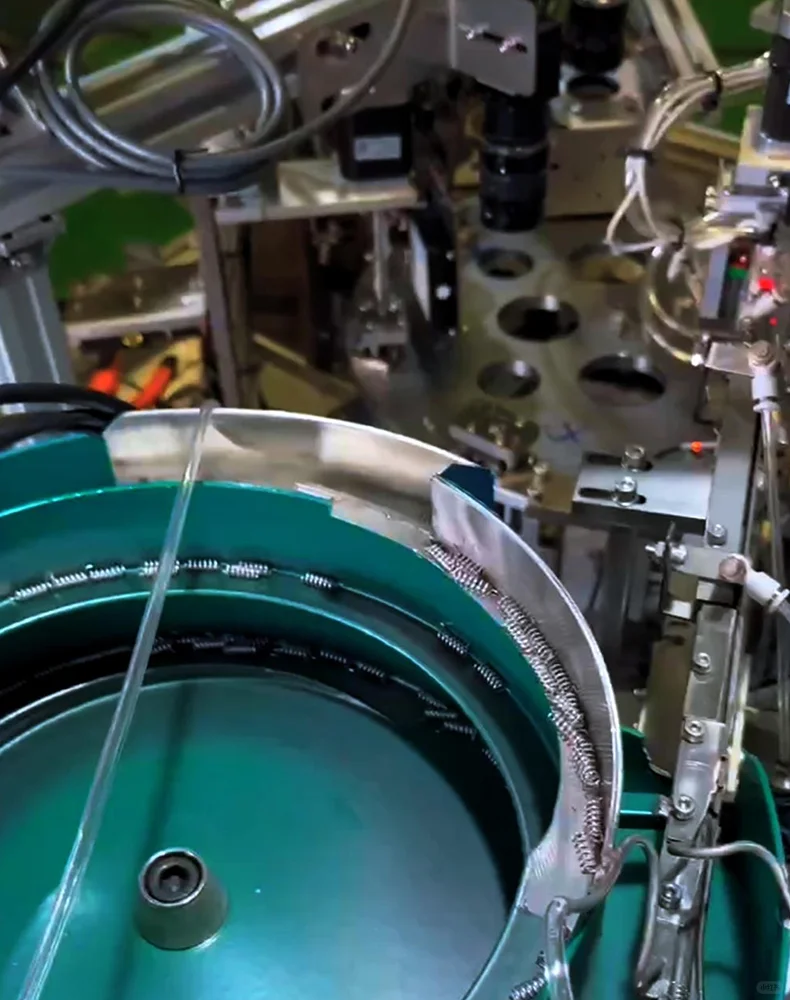
弹簧组装 (工位2&3):通过振动盘上料,机械夹手与旋转下压机构配合,将长短弹簧组装并缠绕,最终装配到底座上。采用双工位是为匹配生产节拍
弹簧调整 (工位4):通过齿轮齿条和压头机构,旋转并下压弹簧,确保其落入底座凹槽,为铆准做准备
铆压 (工位5):调整底座角度后,进行铆压固定
检测 (工位6&7):
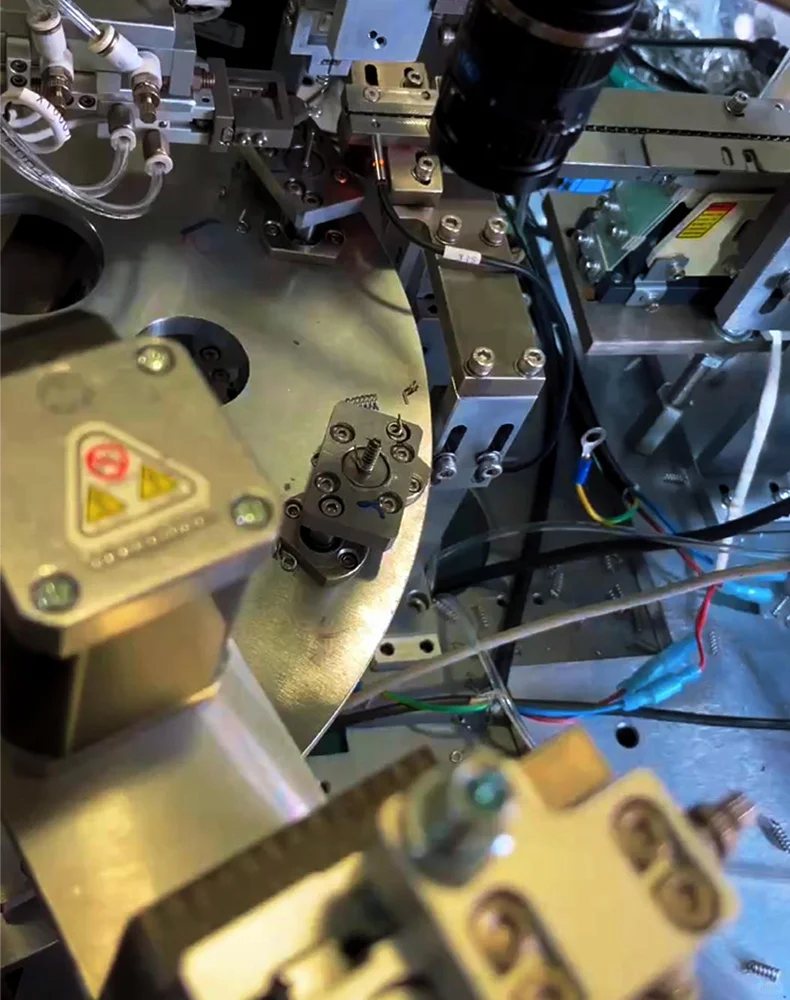
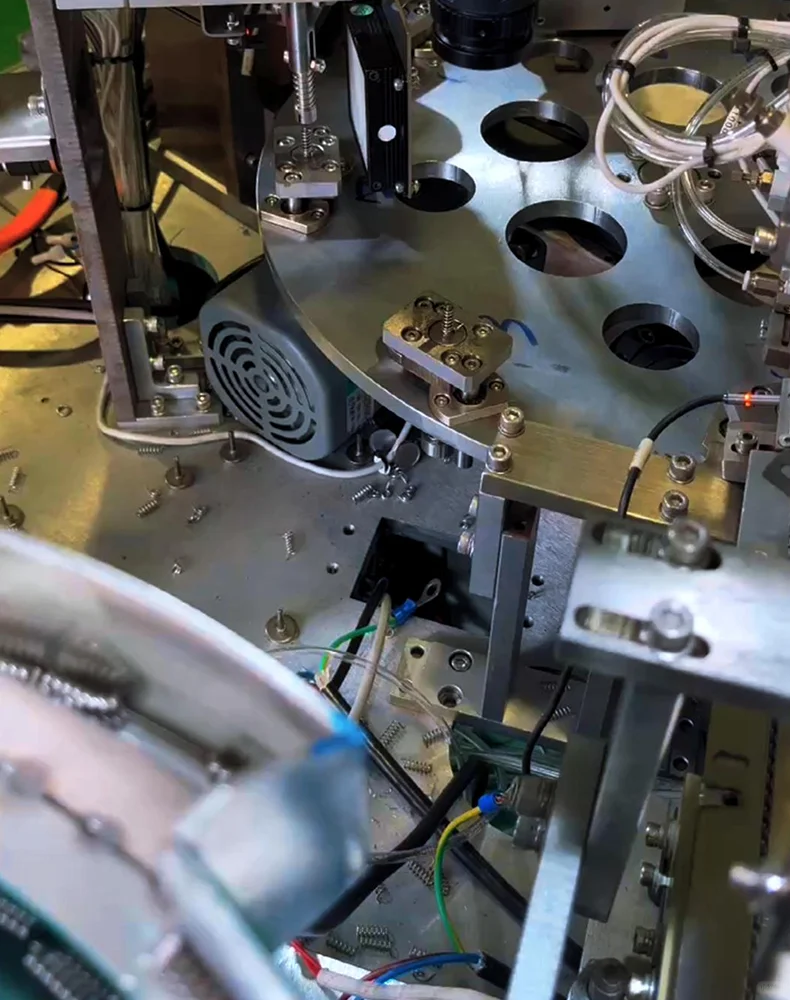
同轴度检测:使用通电套筒和旋转拨杆,通过检测电信号与扭矩变化,判断弹簧同轴度及是否卡顿
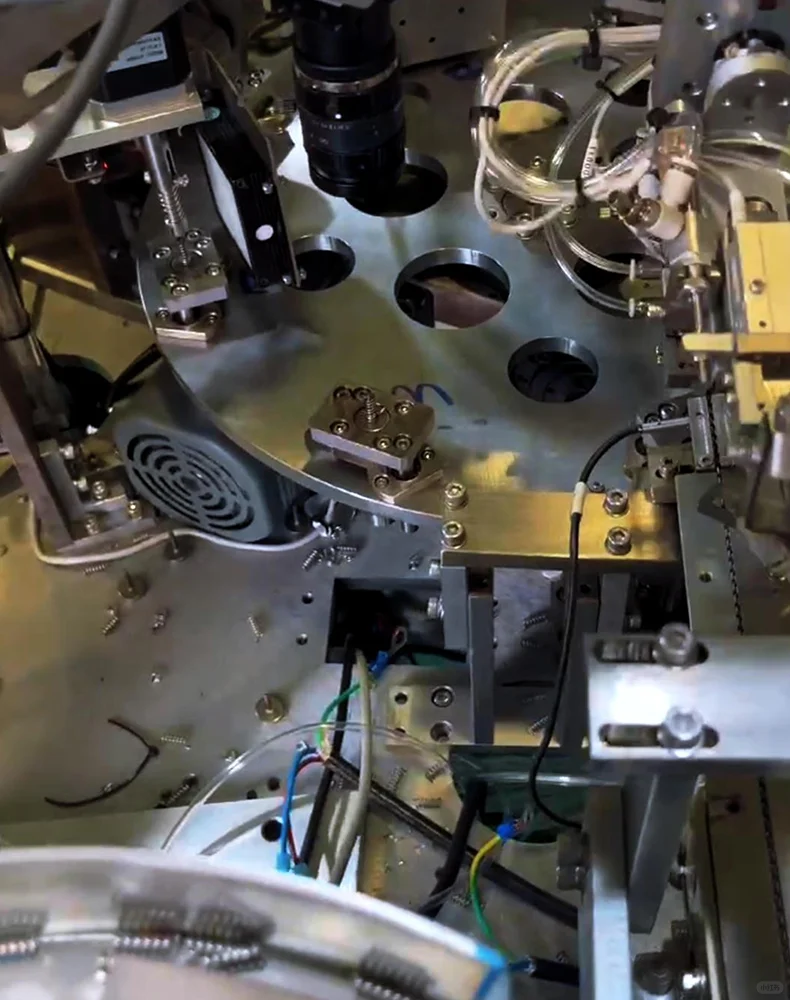
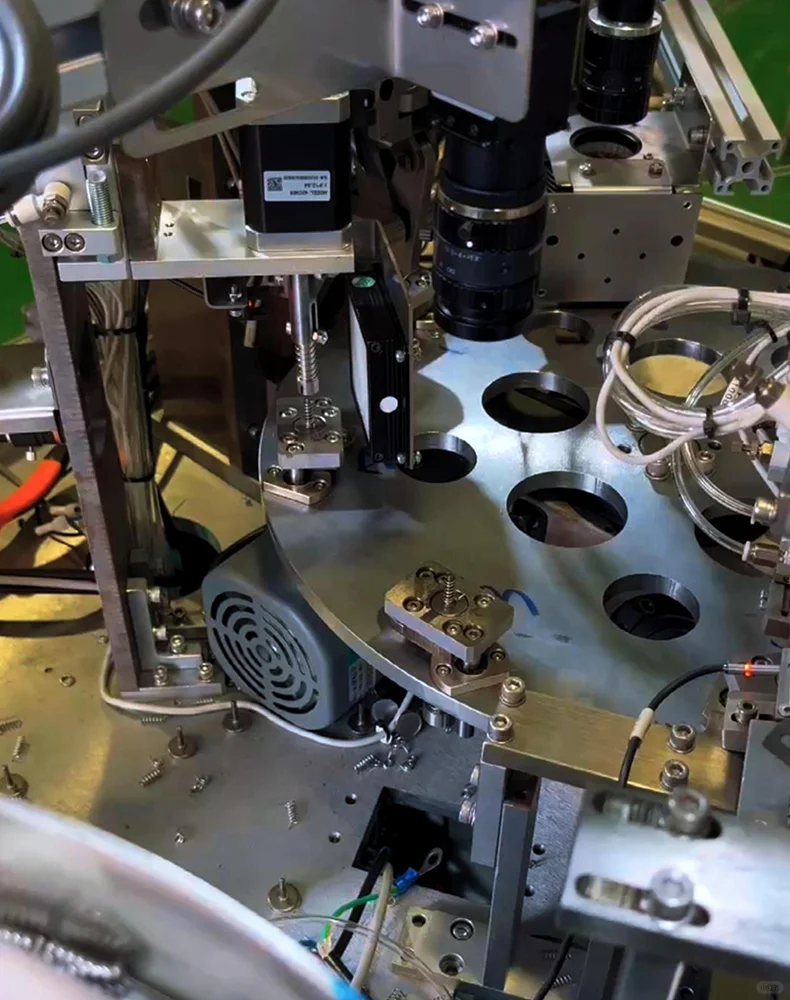
同心度检测:使用视觉相机进行检测
下料 (工位8):根据检测结果,将产品分拣至合格与不合格滑道
三、 生产节拍
整体周期预计约为 2秒#生产自动化 #自动化 #工业自动化 #装弹簧机器
底座上料 → 2. & 3. 弹簧组装 (两套相同,交替工作) → 4. 弹簧调整 → 5. 铆压 → 6. 同轴度检测 → 7. 同心度检测 → 8. 下料 (分合格/不合格品)
二、 核心工位说明
弹簧组装 (工位2&3):通过振动盘上料,机械夹手与旋转下压机构配合,将长短弹簧组装并缠绕,最终装配到底座上。采用双工位是为匹配生产节拍
弹簧调整 (工位4):通过齿轮齿条和压头机构,旋转并下压弹簧,确保其落入底座凹槽,为铆准做准备
铆压 (工位5):调整底座角度后,进行铆压固定
检测 (工位6&7):
同轴度检测:使用通电套筒和旋转拨杆,通过检测电信号与扭矩变化,判断弹簧同轴度及是否卡顿
同心度检测:使用视觉相机进行检测
下料 (工位8):根据检测结果,将产品分拣至合格与不合格滑道
三、 生产节拍
整体周期预计约为 2秒#生产自动化 #自动化 #工业自动化 #装弹簧机器