



иң—жқҶиһәзә№й“ЈеҲҖй“ЈеүҠиң—жқҶжҳҜиң—жқҶиһәзә№еҠ е·Ҙзҡ„дёҖз§ҚйҮҚиҰҒж–№жі•гҖӮеҠ е·Ҙиң—жқҶиһәзә№зҡ„еҲҖе…·жҢүе…¶з»“жһ„дёҚеҗҢпјҢеҸҜеҲҶдёәзӣҳеһӢиһәзә№й“ЈеҲҖеҸҠй«ҳйҖҹиһәзә№й“ЈеҲҖзӣҳзӯүгҖӮ
зӣҳеһӢиһәзә№й“ЈеҲҖжҳҜеңЁиһәзә№й“ЈеәҠдёҠй“ЈеүҠиң—жқҶзҡ„еҲҖе…·пјҢеҠ е·Ҙж—¶пјҢй“ЈеҲҖиҪҙзәҝзӣёеҜ№е·Ҙ件иҪҙзәҝеҖҫж–ңдёҖдёӘиһәж—ӢеҚҮи§’О»пјҢеҰӮеӣҫ16пјҢй“ЈеҲҖеҒҡж—ӢиҪ¬еҲҮеүҠиҝҗеҠЁпјҢеҗҢж—¶жІҝе·Ҙ件иҪҙзәҝ移еҠЁпјҢе·Ҙ件еҲҷеҒҡж…ўйҖҹиҪ¬еҠЁпјҢдәҢиҖ…й…ҚеҗҲеҪўжҲҗиһәж—ӢиҝҗеҠЁгҖӮиҝҷжҳҜеҪўжҲҗиһәж—ӢиЎЁйқўй“ЈеүҠеҠ е·Ҙзҡ„дёҖз§Қж–№жі•гҖӮжҢүзҗҶй“ЈеҲҖзҡ„йҪҝеҪўеә”йҒөз…§й“Јиһәж—Ӣж§ҪжҲҗеһӢй“ЈеҲҖзҡ„еҺҹзҗҶи®ҫи®ЎпјҢе·Ҙ件зҡ„жҲӘеһӢдёәзӣҙзәҝиһәзә№е»“еҪўпјҢеҲҷеҲҖе…·жҲӘеҪўдёәжӣІзәҝгҖӮз”ұдәҺжӣІзәҝеҲғеҪўйҡҫд»ҘзІҫзЎ®еҲ¶йҖ пјҢж•…еёёе°Ҷй“ЈеҲҖеҲғеҪўеҒҡжҲҗзӣҙзәҝпјҢиҝҷе°ұдјҡеј•иө·еҠ е·ҘеҗҺе·Ҙ件廓еҪўз•ёеҸҳпјҢеҠ е·ҘзІҫеәҰдёҚй«ҳгҖӮ
иң—жқҶй“ЈеҲҖйҮҮз”ЁзЎ¬иҙЁеҗҲйҮ‘еҲ¶жҲҗпјҢе…·жңүиүҜеҘҪзҡ„еҲҡжҖ§е’ҢзЎ¬еәҰгҖӮиЎЁйқўз»ҸиҝҮеҗ„з§ҚзІҫеҠ е·ҘеӨ„зҗҶпјҢдёҚжҳ“ж°§еҢ–гҖҒзЈЁжҚҹпјҢе…·жңүиүҜеҘҪзҡ„еҠ е·ҘжҖ§иғҪгҖӮеҲҖзүҮдёәиң—иҪ®еҪўзҠ¶пјҢйқһеёёй”ӢеҲ©пјҢиҪ®е»“зІҫеәҰд»…дёәВұ0.005mmгҖӮе®ғ们具жңүиүҜеҘҪзҡ„иҖҗи…җиҡҖжҖ§пјҢеӣ жӯӨдҪҝз”ЁеҜҝе‘ҪеҫҲй•ҝпјҢдёҖе®ҡдјҡжҲҗдёәжӮЁзҡ„еҘҪеё®жүӢгҖӮдҪҝз”Ёе®ғ们еҸҜд»ҘеӨ§еӨ§жҸҗй«ҳз”ҹдә§еҠ е·Ҙж•ҲзҺҮпјҢдҪҝе®ўжҲ·иғҪеӨҹеңЁжңҖзҹӯзҡ„ж—¶й—ҙеҶ…е®ҢжҲҗдә§е“Ғзҡ„еҠ е·ҘгҖӮ
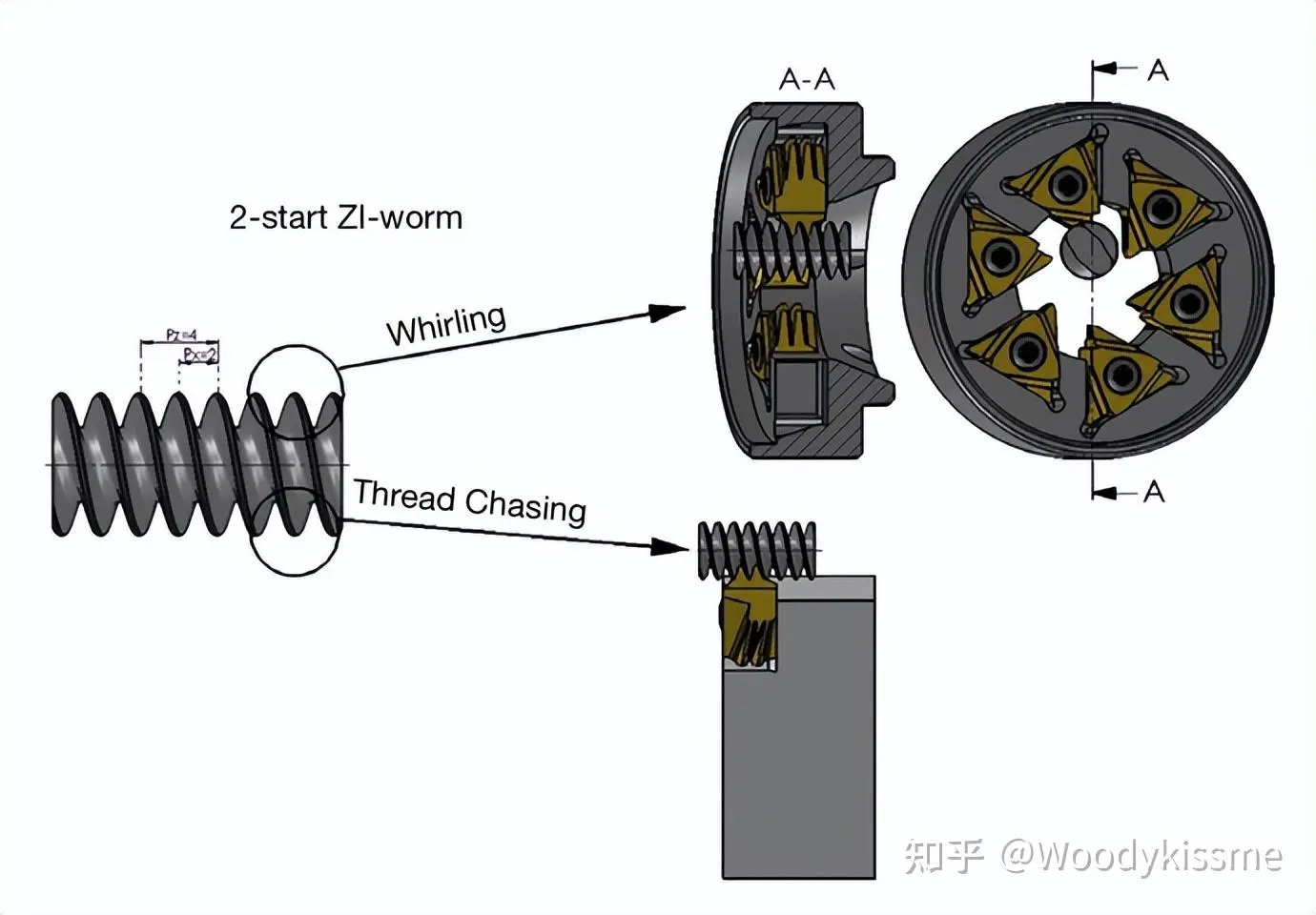
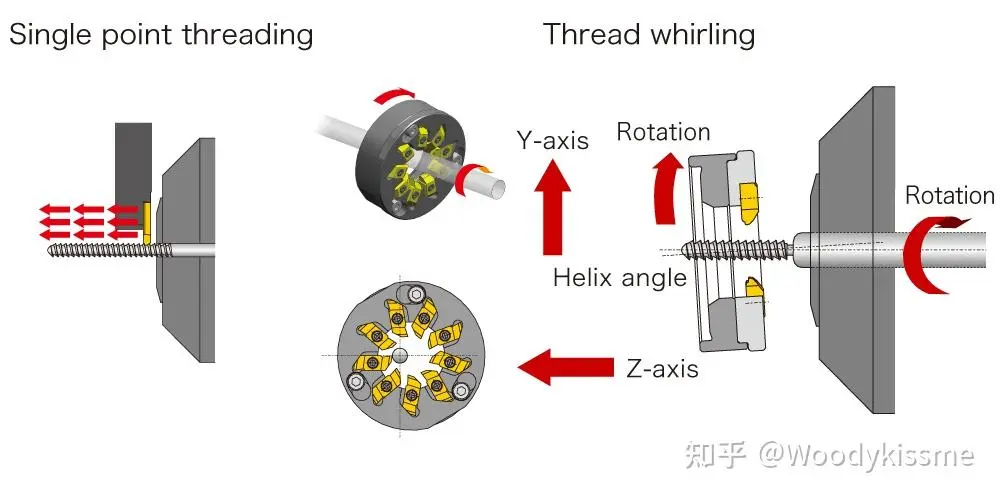
й«ҳйҖҹиһәзә№й“ЈеҲҖзӣҳеҠ е·Ҙиң—жқҶиһәзә№еҸҲз§°ж—ӢйЈҺй“ЈеүҠжі•пјҢеҰӮеӣҫ17гҖӮдёҖиҲ¬йғҪеңЁжҷ®йҖҡиҪҰеәҠдёҠе®үиЈ…й“ЈеүҠиЈ…зҪ®й“ЈеүҠиң—жқҶпјҢж—ӢйЈҺй“ЈеүҠиЈ…зҪ®еҸҜеҠ е·Ҙзӣҙеҫ„20пҪһ200 mm зҡ„иң—жқҶпјҢжӯӨж–№жі•еҠ е·Ҙиһәи·қвүӨ2 mmзҡ„иң—жқҶеҸҜиҫҫ5пҪһ6 зә§зІҫеәҰпјҢеҠ е·Ҙиһәи·қ>2 mm зҡ„иң—жқҶеҸҜиҫҫ6пҪһ7зә§зІҫеәҰпјҢиң—жқҶиЎЁйқўзІ—зіҷеәҰеҸҜиҫҫRa1.6пҪһ3.2 mmгҖӮж—ӢйЈҺй“ЈеүҠиң—жқҶеҸҜеҲҶдёәеҶ…й“Јжі•е’ҢеӨ–й“Јжі•пјҢе…¶дёӯеҶ…й“Јжі•зҡ„еҲҮеүҠзү№зӮ№жҳҜпјҡв‘ еҲҮеүҠе№ізЁіпјӣв‘Ўиң—жқҶиЎЁйқўзІ—зіҷеәҰеҸӮж•°еҖјиҫғе°ҸпјҢеҲҖе…·иҖҗз”ЁеәҰиҫғй•ҝпјҢдҪҶжҺ’еұ‘еӣ°йҡҫпјҢе·Ҙ件зӣҙеҫ„еҸ—жңәеәҠе’ҢеҲҮеӨҙз»“жһ„йҷҗеҲ¶гҖӮеӨ–й“Јжі•зҡ„еҲҮеүҠзү№зӮ№жҳҜпјҡеҲҮеүҠжҢҜеҠЁиҫғеҶ…й“Јжі•еӨ§пјҢиң—жқҶиЎЁйқўзІ—зіҷеәҰеҸӮж•°еҖјжҜ”еҶ…й“Јжі•еӨ§пјҢеҲҖе…·иҖҗз”ЁеәҰдҪҺгҖӮ
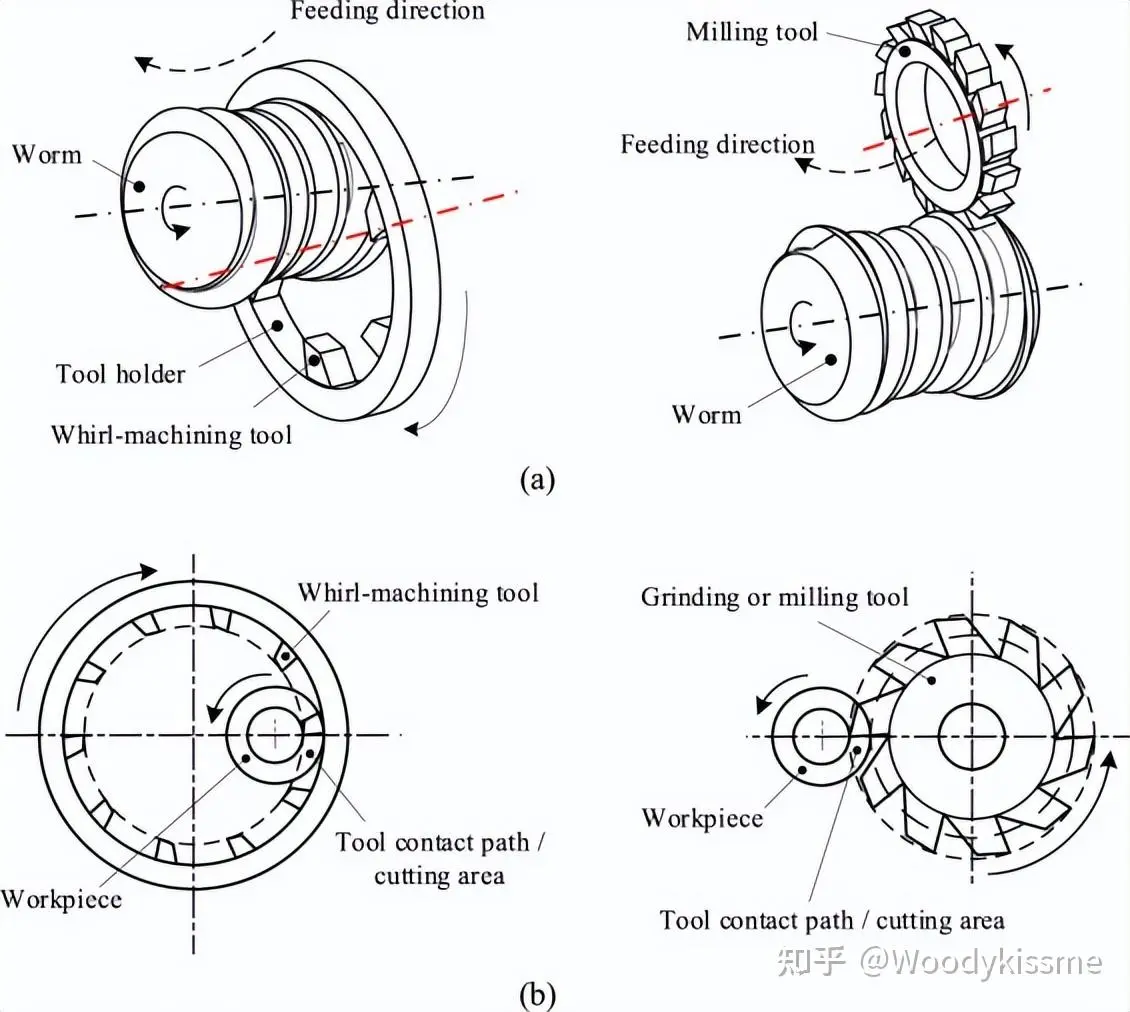
ж—ӢйЈҺеҲҮеӨҙзҡ„е®үиЈ…пјҡж—ӢйЈҺеҲҮеӨҙд»Ҙеӯ”жҲ–з«ҜйқўдҪңдёәе®үиЈ…еҹәеҮҶпјҢз”Ё4 дёӘиһәй’үе°Ҷе…¶зҙ§еӣәеңЁиЈ…зҪ®дё»иҪҙеүҚз«Ҝзҡ„иҪҙйўҲдёҠпјҢиЈ…зҪ®еә•йғЁжңүи§’еәҰеһ«й“ҒпјҢе…¶и§’еәҰеҖјзӯүдәҺиў«еҲҮиң—жқҶзҡ„иһәж—ӢеҚҮи§’пјҢеҲҮеӨҙзҡ„ж—ӢиҪ¬иҪҙзәҝе’Ңиў«еҲҮиң—жқҶзҡ„иҪҙзәҝзӯүй«ҳпјҢж №жҚ®иң—жқҶзҡ„зӣҙеҫ„еӨ§е°Ҹе®үиЈ…зҡ„еҲҖеӨҙж•°еңЁ1пҪһ4 иҢғеӣҙеҶ…йҖүжӢ©пјҢз”ЁеҜ№еҲҖ规е®үиЈ…еҲҖеӨҙпјӣеҗ„еҲҖеӨҙеҲҮеүҠеҲғзҡ„еҫ„еҗ‘и·іеҠЁдёҚеӨ§дәҺ0.03 mmпјҢиҪҙеҗ‘и·іеҠЁдёҚеӨ§дәҺ0.02 mmгҖӮж—ӢйЈҺй“ЈеүҠиң—жқҶйҮҮз”ЁеҶ…й“Јжі•ж—¶еҲҖеӨҙж•°вүӨ4пјҢйҮҮз”ЁеӨ–й“Јжі•й“ЈеүҠиң—жқҶж—¶пјҢеҲҮеҲҖеӨҙж•°еҸҜеӨҡдәҺ4 жҠҠпјҢдҪҶж— и®әеҶ…еҲҮиҝҳжҳҜеӨ–еҲҮиң—жқҶйғҪдёҚе…Ғи®ёжңүдёӨжҠҠеҲҖеҗҢж—¶еҸӮеҠ еҲҮеүҠпјҢеҗҰеҲҷеҲҖеӨҙе°ұдјҡиҝ…йҖҹжҚҹеқҸгҖӮиҝҷжҳҜеҶіе®ҡеҲҖеӨҙж•°зҡ„еҹәжң¬еҺҹеҲҷгҖӮж—ӢйЈҺй“ЈеүҠиң—жқҶдёҖиҲ¬еңЁдёҖдёӘиЎҢзЁӢдёӯеҲҮеҮәеҗҲж јиң—жқҶпјҢиӢҘе·Ҙ件еҲҡжҖ§еӨӘе·®пјҢд№ҹеҸҜеҲҶдёӨж¬ЎиЎҢзЁӢеҲҮеҮәгҖӮ
п»ҝ#иң—жқҶп»ҝ п»ҝ#з”өжңәп»ҝ п»ҝ#е·Ҙдёҡп»ҝ п»ҝ#жңәжў°п»ҝ п»ҝ#е·ҘзЁӢеёҲп»ҝ п»ҝ#йҮҮиҙӯп»ҝ п»ҝ#йҪҝиҪ®п»ҝ п»ҝ#еҠ е·Ҙп»ҝ
зӣҳеһӢиһәзә№й“ЈеҲҖжҳҜеңЁиһәзә№й“ЈеәҠдёҠй“ЈеүҠиң—жқҶзҡ„еҲҖе…·пјҢеҠ е·Ҙж—¶пјҢй“ЈеҲҖиҪҙзәҝзӣёеҜ№е·Ҙ件иҪҙзәҝеҖҫж–ңдёҖдёӘиһәж—ӢеҚҮи§’О»пјҢеҰӮеӣҫ16пјҢй“ЈеҲҖеҒҡж—ӢиҪ¬еҲҮеүҠиҝҗеҠЁпјҢеҗҢж—¶жІҝе·Ҙ件иҪҙзәҝ移еҠЁпјҢе·Ҙ件еҲҷеҒҡж…ўйҖҹиҪ¬еҠЁпјҢдәҢиҖ…й…ҚеҗҲеҪўжҲҗиһәж—ӢиҝҗеҠЁгҖӮиҝҷжҳҜеҪўжҲҗиһәж—ӢиЎЁйқўй“ЈеүҠеҠ е·Ҙзҡ„дёҖз§Қж–№жі•гҖӮжҢүзҗҶй“ЈеҲҖзҡ„йҪҝеҪўеә”йҒөз…§й“Јиһәж—Ӣж§ҪжҲҗеһӢй“ЈеҲҖзҡ„еҺҹзҗҶи®ҫи®ЎпјҢе·Ҙ件зҡ„жҲӘеһӢдёәзӣҙзәҝиһәзә№е»“еҪўпјҢеҲҷеҲҖе…·жҲӘеҪўдёәжӣІзәҝгҖӮз”ұдәҺжӣІзәҝеҲғеҪўйҡҫд»ҘзІҫзЎ®еҲ¶йҖ пјҢж•…еёёе°Ҷй“ЈеҲҖеҲғеҪўеҒҡжҲҗзӣҙзәҝпјҢиҝҷе°ұдјҡеј•иө·еҠ е·ҘеҗҺе·Ҙ件廓еҪўз•ёеҸҳпјҢеҠ е·ҘзІҫеәҰдёҚй«ҳгҖӮ
иң—жқҶй“ЈеҲҖйҮҮз”ЁзЎ¬иҙЁеҗҲйҮ‘еҲ¶жҲҗпјҢе…·жңүиүҜеҘҪзҡ„еҲҡжҖ§е’ҢзЎ¬еәҰгҖӮиЎЁйқўз»ҸиҝҮеҗ„з§ҚзІҫеҠ е·ҘеӨ„зҗҶпјҢдёҚжҳ“ж°§еҢ–гҖҒзЈЁжҚҹпјҢе…·жңүиүҜеҘҪзҡ„еҠ е·ҘжҖ§иғҪгҖӮеҲҖзүҮдёәиң—иҪ®еҪўзҠ¶пјҢйқһеёёй”ӢеҲ©пјҢиҪ®е»“зІҫеәҰд»…дёәВұ0.005mmгҖӮе®ғ们具жңүиүҜеҘҪзҡ„иҖҗи…җиҡҖжҖ§пјҢеӣ жӯӨдҪҝз”ЁеҜҝе‘ҪеҫҲй•ҝпјҢдёҖе®ҡдјҡжҲҗдёәжӮЁзҡ„еҘҪеё®жүӢгҖӮдҪҝз”Ёе®ғ们еҸҜд»ҘеӨ§еӨ§жҸҗй«ҳз”ҹдә§еҠ е·Ҙж•ҲзҺҮпјҢдҪҝе®ўжҲ·иғҪеӨҹеңЁжңҖзҹӯзҡ„ж—¶й—ҙеҶ…е®ҢжҲҗдә§е“Ғзҡ„еҠ е·ҘгҖӮ
й«ҳйҖҹиһәзә№й“ЈеҲҖзӣҳеҠ е·Ҙиң—жқҶиһәзә№еҸҲз§°ж—ӢйЈҺй“ЈеүҠжі•пјҢеҰӮеӣҫ17гҖӮдёҖиҲ¬йғҪеңЁжҷ®йҖҡиҪҰеәҠдёҠе®үиЈ…й“ЈеүҠиЈ…зҪ®й“ЈеүҠиң—жқҶпјҢж—ӢйЈҺй“ЈеүҠиЈ…зҪ®еҸҜеҠ е·Ҙзӣҙеҫ„20пҪһ200 mm зҡ„иң—жқҶпјҢжӯӨж–№жі•еҠ е·Ҙиһәи·қвүӨ2 mmзҡ„иң—жқҶеҸҜиҫҫ5пҪһ6 зә§зІҫеәҰпјҢеҠ е·Ҙиһәи·қ>2 mm зҡ„иң—жқҶеҸҜиҫҫ6пҪһ7зә§зІҫеәҰпјҢиң—жқҶиЎЁйқўзІ—зіҷеәҰеҸҜиҫҫRa1.6пҪһ3.2 mmгҖӮж—ӢйЈҺй“ЈеүҠиң—жқҶеҸҜеҲҶдёәеҶ…й“Јжі•е’ҢеӨ–й“Јжі•пјҢе…¶дёӯеҶ…й“Јжі•зҡ„еҲҮеүҠзү№зӮ№жҳҜпјҡв‘ еҲҮеүҠе№ізЁіпјӣв‘Ўиң—жқҶиЎЁйқўзІ—зіҷеәҰеҸӮж•°еҖјиҫғе°ҸпјҢеҲҖе…·иҖҗз”ЁеәҰиҫғй•ҝпјҢдҪҶжҺ’еұ‘еӣ°йҡҫпјҢе·Ҙ件зӣҙеҫ„еҸ—жңәеәҠе’ҢеҲҮеӨҙз»“жһ„йҷҗеҲ¶гҖӮеӨ–й“Јжі•зҡ„еҲҮеүҠзү№зӮ№жҳҜпјҡеҲҮеүҠжҢҜеҠЁиҫғеҶ…й“Јжі•еӨ§пјҢиң—жқҶиЎЁйқўзІ—зіҷеәҰеҸӮж•°еҖјжҜ”еҶ…й“Јжі•еӨ§пјҢеҲҖе…·иҖҗз”ЁеәҰдҪҺгҖӮ
ж—ӢйЈҺеҲҮеӨҙзҡ„е®үиЈ…пјҡж—ӢйЈҺеҲҮеӨҙд»Ҙеӯ”жҲ–з«ҜйқўдҪңдёәе®үиЈ…еҹәеҮҶпјҢз”Ё4 дёӘиһәй’үе°Ҷе…¶зҙ§еӣәеңЁиЈ…зҪ®дё»иҪҙеүҚз«Ҝзҡ„иҪҙйўҲдёҠпјҢиЈ…зҪ®еә•йғЁжңүи§’еәҰеһ«й“ҒпјҢе…¶и§’еәҰеҖјзӯүдәҺиў«еҲҮиң—жқҶзҡ„иһәж—ӢеҚҮи§’пјҢеҲҮеӨҙзҡ„ж—ӢиҪ¬иҪҙзәҝе’Ңиў«еҲҮиң—жқҶзҡ„иҪҙзәҝзӯүй«ҳпјҢж №жҚ®иң—жқҶзҡ„зӣҙеҫ„еӨ§е°Ҹе®үиЈ…зҡ„еҲҖеӨҙж•°еңЁ1пҪһ4 иҢғеӣҙеҶ…йҖүжӢ©пјҢз”ЁеҜ№еҲҖ规е®үиЈ…еҲҖеӨҙпјӣеҗ„еҲҖеӨҙеҲҮеүҠеҲғзҡ„еҫ„еҗ‘и·іеҠЁдёҚеӨ§дәҺ0.03 mmпјҢиҪҙеҗ‘и·іеҠЁдёҚеӨ§дәҺ0.02 mmгҖӮж—ӢйЈҺй“ЈеүҠиң—жқҶйҮҮз”ЁеҶ…й“Јжі•ж—¶еҲҖеӨҙж•°вүӨ4пјҢйҮҮз”ЁеӨ–й“Јжі•й“ЈеүҠиң—жқҶж—¶пјҢеҲҮеҲҖеӨҙж•°еҸҜеӨҡдәҺ4 жҠҠпјҢдҪҶж— и®әеҶ…еҲҮиҝҳжҳҜеӨ–еҲҮиң—жқҶйғҪдёҚе…Ғи®ёжңүдёӨжҠҠеҲҖеҗҢж—¶еҸӮеҠ еҲҮеүҠпјҢеҗҰеҲҷеҲҖеӨҙе°ұдјҡиҝ…йҖҹжҚҹеқҸгҖӮиҝҷжҳҜеҶіе®ҡеҲҖеӨҙж•°зҡ„еҹәжң¬еҺҹеҲҷгҖӮж—ӢйЈҺй“ЈеүҠиң—жқҶдёҖиҲ¬еңЁдёҖдёӘиЎҢзЁӢдёӯеҲҮеҮәеҗҲж јиң—жқҶпјҢиӢҘе·Ҙ件еҲҡжҖ§еӨӘе·®пјҢд№ҹеҸҜеҲҶдёӨж¬ЎиЎҢзЁӢеҲҮеҮәгҖӮ
п»ҝ#иң—жқҶп»ҝ п»ҝ#з”өжңәп»ҝ п»ҝ#е·Ҙдёҡп»ҝ п»ҝ#жңәжў°п»ҝ п»ҝ#е·ҘзЁӢеёҲп»ҝ п»ҝ#йҮҮиҙӯп»ҝ п»ҝ#йҪҝиҪ®п»ҝ п»ҝ#еҠ е·Ҙп»ҝ