


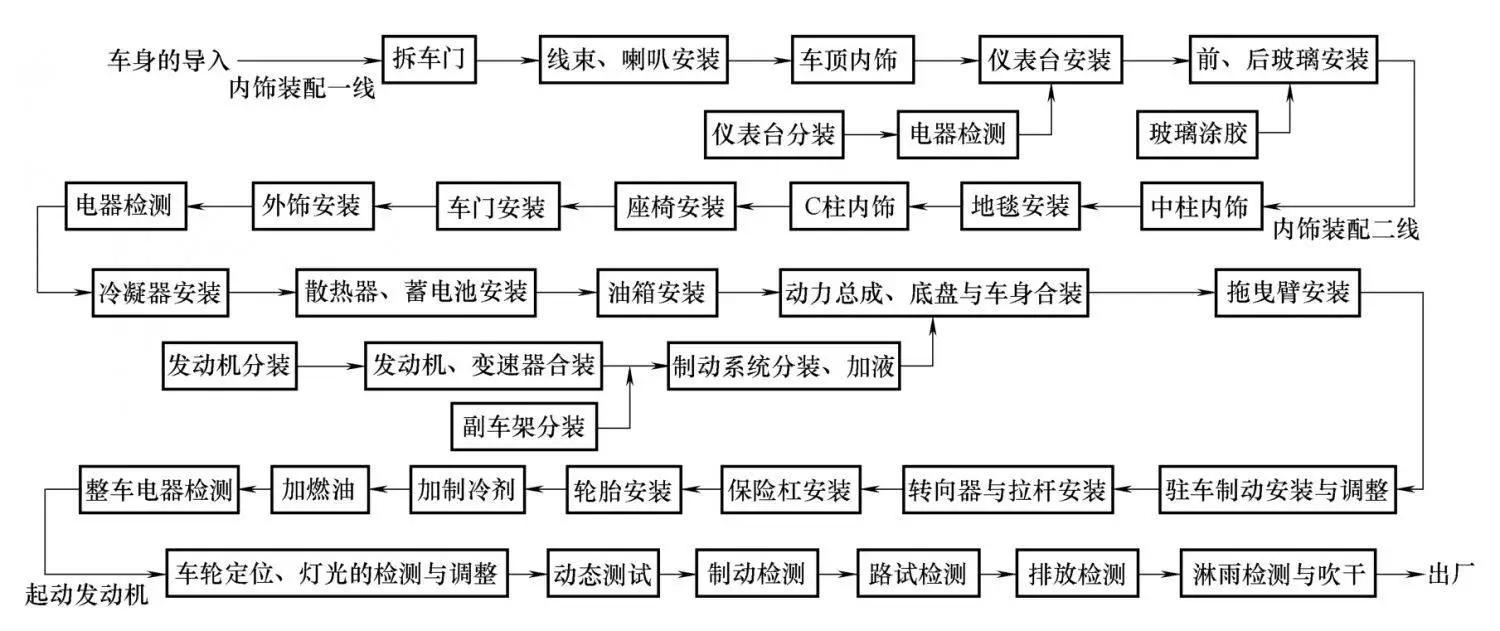



汽车总装工艺是将来自汽车零部件生产企业的数以万计的总成部件组装成一辆完整汽车的全部工艺的总称。汽车总装工艺分为内饰装配一线、内饰装配二线、底盘分装线、车门分装线、仪表台分装线、车轮分装线、车身合装线、终装线和性能检测线等。
车身的导入是汽车总装工艺的起点。积放链系统能够按照生产调度人员指定的生产次序自动从储存区内提取符合要求的车身并转运至内饰线。
装饰一线的作业内容主要有车门拆卸、装线束、装车顶内饰、装天窗、装仪表台、装前/后风窗玻璃等零部件。装饰一线的同时,从车身上拆下的车门及仪表台、动力总成、车桥与悬架总成在总装线的两侧紧邻其与车身合装处的分装线上同步分装。
车门分装的内容包括:车门限位器、车门线束、门把手、车门锁、玻璃升降器、车门玻璃、车门密封条、防水帘、后视镜、车门内防护板、扬声器、电检等。
仪表台是一个多总成集成的装配模块,包括仪表板、仪表、转向柱、空调机组与通风管道等。仪表台分装其主要装配工艺过程是依次将仪表台安装横梁、仪表台线束、风道、空调机组、仪表台面板及仪表台附件等装到仪表台装配架上。
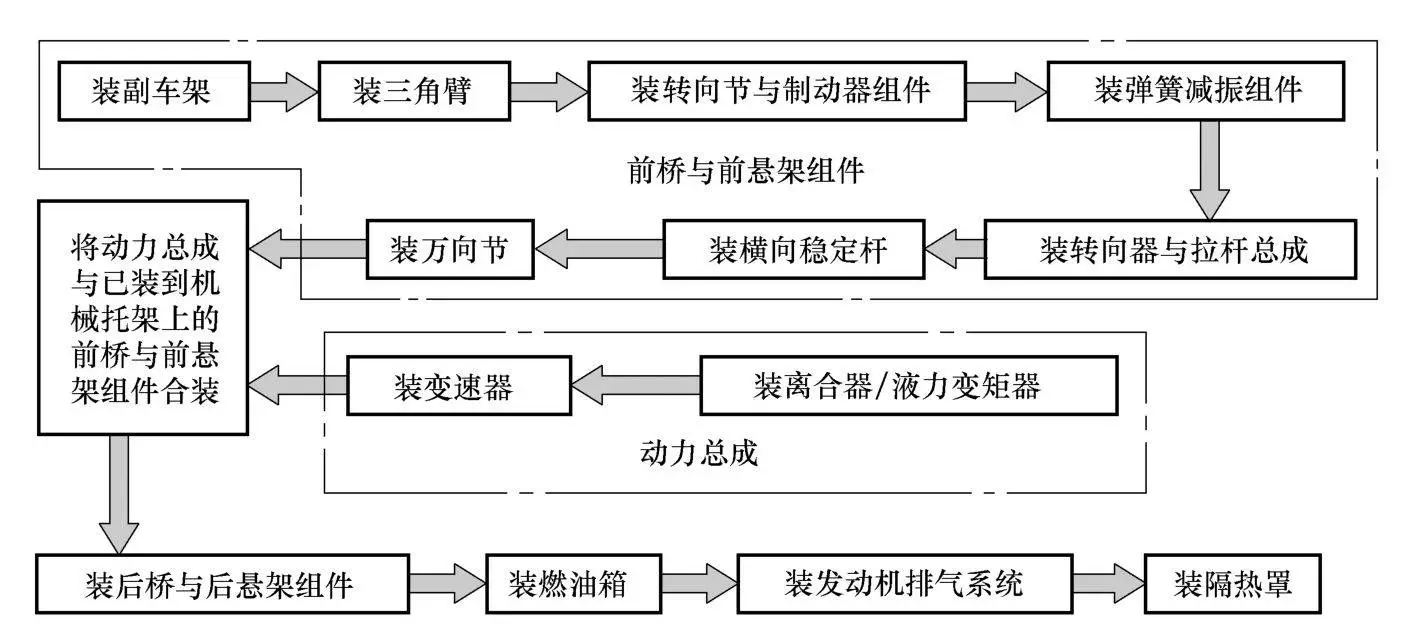
底盘的装配过程:先将副车架安装到机械托架上,再依次安装悬架中左右侧的三角臂、万向节与制动器组件、弹簧与减振组件、转向器与拉杆总成、横向稳定杆、万向节,然后再将组装在一起的动力总成装到副车架上。
车身合装的主要内容是将前面各分装工艺过程所得到的底盘装配模块、车门装配模块、车轮装配模块装配到车身上。
装饰二线的主要装配内容包括合装后车身底部管路连接、散热器风扇机组装配、汽车制动/冷却/空调/助力转向等系统管路的装配、前/后前照灯灯装配、前/后保险杠装配、管路的密封检查、发动机/变速器润滑油加注、制动液/空调液加注、发动机冷却液/助力转向液/玻璃清洗液加注等。
汽车出厂前的性能检测与调整,包括室内台架检测和室外道路检测两部分。整车检测线内容主要包括:四轮定位参数的检测与调整、汽车前照灯的检测与调整、汽车制动性能检测、汽车行驶性能检测、汽车防雨密封性检测、汽车外观检测和汽车排放检测等。场地测试或道路测试主要包括汽车各总成部件的运行状况,是否有异响,发动机的工作温度、机油压力,发电机的发电量与充电特性,汽车起动、加速、制动、操纵性能,汽车维持直行的能力与转向回正特性,悬架的缓冲与减振特性,车轮是否摆振等。#汽车制造
车身的导入是汽车总装工艺的起点。积放链系统能够按照生产调度人员指定的生产次序自动从储存区内提取符合要求的车身并转运至内饰线。
装饰一线的作业内容主要有车门拆卸、装线束、装车顶内饰、装天窗、装仪表台、装前/后风窗玻璃等零部件。装饰一线的同时,从车身上拆下的车门及仪表台、动力总成、车桥与悬架总成在总装线的两侧紧邻其与车身合装处的分装线上同步分装。
车门分装的内容包括:车门限位器、车门线束、门把手、车门锁、玻璃升降器、车门玻璃、车门密封条、防水帘、后视镜、车门内防护板、扬声器、电检等。
仪表台是一个多总成集成的装配模块,包括仪表板、仪表、转向柱、空调机组与通风管道等。仪表台分装其主要装配工艺过程是依次将仪表台安装横梁、仪表台线束、风道、空调机组、仪表台面板及仪表台附件等装到仪表台装配架上。
底盘的装配过程:先将副车架安装到机械托架上,再依次安装悬架中左右侧的三角臂、万向节与制动器组件、弹簧与减振组件、转向器与拉杆总成、横向稳定杆、万向节,然后再将组装在一起的动力总成装到副车架上。
车身合装的主要内容是将前面各分装工艺过程所得到的底盘装配模块、车门装配模块、车轮装配模块装配到车身上。
装饰二线的主要装配内容包括合装后车身底部管路连接、散热器风扇机组装配、汽车制动/冷却/空调/助力转向等系统管路的装配、前/后前照灯灯装配、前/后保险杠装配、管路的密封检查、发动机/变速器润滑油加注、制动液/空调液加注、发动机冷却液/助力转向液/玻璃清洗液加注等。
汽车出厂前的性能检测与调整,包括室内台架检测和室外道路检测两部分。整车检测线内容主要包括:四轮定位参数的检测与调整、汽车前照灯的检测与调整、汽车制动性能检测、汽车行驶性能检测、汽车防雨密封性检测、汽车外观检测和汽车排放检测等。场地测试或道路测试主要包括汽车各总成部件的运行状况,是否有异响,发动机的工作温度、机油压力,发电机的发电量与充电特性,汽车起动、加速、制动、操纵性能,汽车维持直行的能力与转向回正特性,悬架的缓冲与减振特性,车轮是否摆振等。#汽车制造